


轴承锈蚀评估分析及预防
轴承是现代机械设备中的一项重要零部件,在工业生产和日常生活中无处不在。而锈蚀会直接影响到轴承的正常使用,甚至造成设备的损坏。JSURE杰秀防锈具体为你分析。
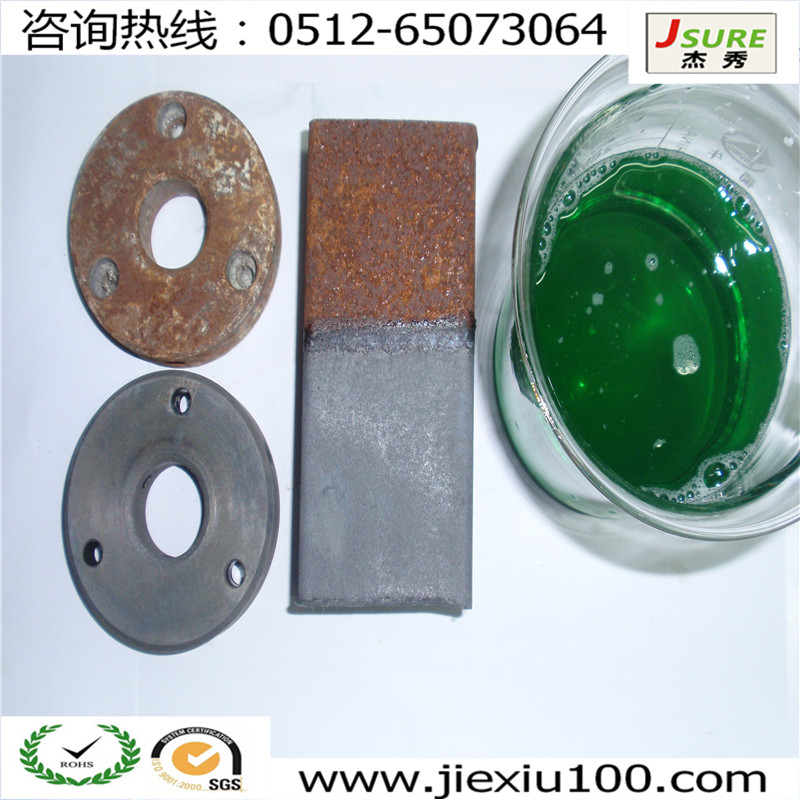
通常根据锈蚀水平,锈蚀可分为三种:A.轻锈:进口轴承外表失去金属光泽,出现暗灰色。B.中锈:进口轴承外表出现黄色、红褐色、淡褐色或有少量锈粉末。C.重锈:进口轴承外表呈黑色片状锈层或凸起锈斑。
造成锈蚀的主要原因有以下几点:
1、部分企业在生产轴承的过程中没有严格按清洗防锈规程和油封防锈包装的要求对加工过程中的轴承零件和装配后的轴承成品进行防锈处理。如套圈在周转过程中周转时间太长,外圈外圆接触有腐蚀性的液体或气体等。
2、部分企业在生产中使用的防锈、清洗煤油等产品的质量达不到工艺技术规定的要求。
3、轴承钢材质不稳定。如钢材中非金属杂质含量偏高(钢材中硫含量的升高使材料自身抗锈蚀性能下降),金相组织偏差等。
4、部分企业的环境条件较差,空气中有害物含量高,周转场地太小,难以进行有效的防锈处理。企业管理水平差,生产工人违反防锈规程等等。
5、一些企业的防锈纸、尼龙纸(袋)和塑料筒等轴承包装材料不符合滚动轴承油封防锈包装的要求也是造成锈蚀的因素之一。
6、部分企业轴承套圈的车削余量和磨削余量偏小,外圆上的氧化皮、脱碳层未能完全去除也是原因之一。
轴承锈蚀具体分析:
锈蚀类别 特征 原因
片状锈黄 面积大,深度浅,容易发现。 大气中有水分、灰尘和SO2、H2S、CO2等气体引起的,在夏季炎热和潮湿情况下,特别是空气流动较大的地方,轴承堆放的外围容易产生这种锈蚀。
蜂窝状孔蚀 较大块状,表面突出,色黄疏松,表面黄锈易擦去,但在它下面呈蜂窝状的黑色锈坑。 残盐清洗不净或零件带有水滴造成的。
手指印蚀 锈蚀形状为指纹锈。 裸手拿放轴承和零件时,汗液沾在其表面是所引起的锈蚀,手汗中有乳酸、氯化钠、水分等,特别是夏季更易产生。
黄印锈 深度浅,用砂布很容易擦掉,擦后没有锈坑伤痕,堆垛套圈的端面易产生这种黄印锈。 加工液重迭性差,套圈重迭面处由于充气不均匀所引起的浓差腐蚀。
黑印锈 刚开始可以擦掉,时间久了产生锈坑疤 酸洗后中和不良,或酸性液沾在产品上,也可因包装纸防锈性差,受潮后与包装箱的接触处产生这种黑色印锈。
黑点 面积小,深度大,在日光下不易观察,在灯光或放大镜下可以看清。有一种黑点只有小针尖大,外围色浅中间呈圆形黑洞,这种锈用一般的纱布擦不掉。 零件表面沾上砂轮屑,清洗不干净,特别是橡胶砂轮和树脂砂轮屑产生黑点较快。当部件带有残磁或静电吸附砂轮屑,黑点产生更快。另外,灰尘、杂质粘在金属表面造成电化学腐蚀生成不规则的黑点锈。
三伤印蚀 轴承表面见到的“三伤”(碰伤、划伤、磨伤)而造成的缺陷,其损伤部分是特别容易引起生锈的, 三伤和胚印有伤处,氧化膜被破坏电位较负成为阳极,无伤处成为阴极,同时三伤处易被污染而加快电化学腐蚀,所以有伤处常常变成黑色,
对轴承的防锈主要有以下两个方面:
A.在工序方面的防锈处理
金属在加工过程中常与灰尘、潮气和酸雾等大气环境接触会发生锈蚀,而热处理后残盐清洗不净,酸洗、酸印液清洗中和不完全,退磁不净附有砂轮末、铁屑末,手汗等都极容易造成轴承锈蚀。因此确保工件在加工过程中不会造成损失,对停留在工序间的轴承零件须采取有效的防锈措施。
(1)建立防锈库,采用机械喷淋法,每班喷淋2-3次,每次10-15分钟,对轴承零件集中防锈处理。
(2)定期清洗各种防锈设备,严格按工艺配制JSURE杰秀防锈液、清洗液、冷却水,定期化验、调整,按期更换。
(3)须探伤及磨加工后的轴承零件要先退磁、用清洗液清洗干净后再入库防锈。
(4)轴承零件在进行酸洗后,一定要清洗干净,中和完全,再用防锈水防锈处理。
(5)禁止用冷却水、清洗液洗手、洗抹布等,保证使用液的洁净和性能,延长使用液的寿命。
B.成品方面的防锈处理。
成品轴承JSURE防锈袋密封包装,可以避免在贮存运输过程中受大气环境的影响,产生锈蚀和霉斑,影响使用性能。
(1)成品轴承之间可采用JSURE杰秀防锈纸分隔保护,聚乙烯密封包装。
(2)检查员和装配人员接触成品零件和轴承时,需涂敷液体手套,避免因手汗产生锈蚀。
(3)成品轴承搬运贮存过程中轻拿轻放,以免包装破损。
(4)装配间、成品轴承贮存间要干燥、洁净、无污染源。
作为机械加工行业,在加工过程中,产品的质量必须要有一个科学严谨的加工工艺来保证,否则达不到质量要求。保证产品质量的前提要有一个科学、合理、可靠、完整的防锈管理体系。其中质量可靠,性价比高的防锈产品又是关键,JSURE杰秀防锈产品及服务是你的最好选择!(杰秀防锈)



 冀公网安备13010402002588
冀公网安备13010402002588