
加工及销售:铝及铝合金,双金属复合材料,金属结构件;从事货物和技术的进出口业...

服务热线
13803713400



联系姓名:覃海星
联系电话:13803713400
所在地区:河南/郑州市
主营产品:加工及销售:铝及铝合金,双金属复合材料,金属结构件;从事货物和技术的进出口业...
提交后,商家将派专人为您服务
|
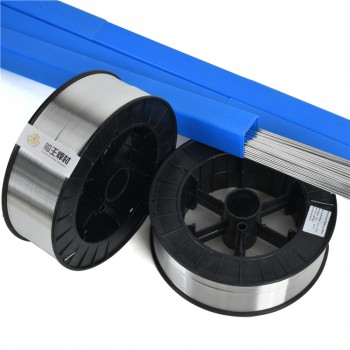
纯钛丝、钛焊丝、钛合金焊丝 钛直丝 |
||||||||
|
牌号:TA1、TA2、TA3、TC4 |
||||||||
|
执行标准:GB/T3623 GB/T30562、ASTM B865、AWS A5.16 |
||||||||
|
规格: |
||||||||
|
表面:表面处理:光亮表面 表面质量:精度高,光洁度好,无氧化色,无裂纹、起皮、起刺、斑痕和夹杂等。允许有轻微的、 不超过丝材直径允许偏差的局部的划伤、擦伤、斑点和凹坑等。 |
||||||||
|
化学成分 |
||||||||
|
TA1 |
Ti |
Fe |
|
|
N |
C |
H |
O |
|
余量 |
<0.20 |
|
|
<0.03 |
<0.08 |
<0.015 |
<0.18 |
|
|
应用领域:航天、航空、军工、轻工、化工、3D打印,焊接,纺织、电子,超导,医疗以及石油化工等领域。 |
||||||||
|
优点:耐腐蚀、耐高温、耐低温、无毒无磁、强度高、导热系数小等 |
||||||||
|
钛焊丝使用注意事项 (1)、施工人员和焊工应佩戴洁净的白细纱布手套(严禁佩戴棉线手套)。 (2)、经处理的焊区严禁用手触摸和接触铁制物品。 (3)、焊接工作尽可能在室内进行,环境风速应≤0.5m/s,避免受穿堂风影响。 (4)、焊接时应尽可能采用短弧焊接,采用小的焊接热输入,喷嘴与焊件保持70~80度的夹角。 (5)、对接管定位焊时,其对接间隙一般为0.5mm左右。 (6)、每道焊缝应尽可能一次焊完,必须接焊的焊缝,在焊前应将接口处清理干净,焊肉搭接长度为10~15mm。 (7)、焊接时,焊炬不应左右摆动,焊丝熔化端不得移出气体保护区。 (8)、施焊引弧时应提前送气,熄弧时不能马上抬起焊炬,应延后供气,直到温度降至250℃以下。 (9)、气体保护拖罩与焊炬的距离应以短为佳,与管壁接触的间隙力求小。进行管对接焊时,为了达到单面焊双面成形要求,焊接分两次进行:一次为封底焊接(封底焊时可以不用填充材料),另一次为成形焊接。多层焊时,必须等前一焊道完全冷却后,再焊下一焊道。 |
||||||||
创立时间
公司类型
注册资本
经营模式
主营:弹簧平衡器、轻小型起重机械配件、手拉葫芦、钢铁铰接链、手板葫芦、气动工具制造、销售。多功能提升机、吊装带、轴承、滑车、室内外吊运机、单轨小车、起重吊钳、吸盘、千斤顶、卸扣、建筑材料、起重链条、电动葫芦及配件、手动绞盘、电动绞盘销售:货物进出口业务(国家限制、禁止经营的除外)。







免责申明:本网页所展示的有关【纯钛焊丝、钛合金焊丝 钛直丝_焊丝】的信息/图片/参数等由中商114的会员提供,由中商114会员自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,请谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。
友情提醒:建议您通过拨打厂家联系方式确认最终价格,并索要纯钛焊丝、钛合金焊丝 钛直丝_焊丝样品确认产品质量。如纯钛焊丝、钛合金焊丝 钛直丝_焊丝报价过低,可能为虚假信息,请确认纯钛焊丝、钛合金焊丝 钛直丝_焊丝报价真实性,谨防上当受骗。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎






 冀公网安备13010402002588
冀公网安备13010402002588