
主要经营销售管道及配件、管材、板材、线材、型材、管件、防腐保温管道及配套设备...

服务热线
15031732111


联系姓名:王立铎
联系电话:15031732111
所在地区:河北/沧州市
主营产品:主要经营销售管道及配件、管材、板材、线材、型材、管件、防腐保温管道及配套设备...
提交后,商家将派专人为您服务
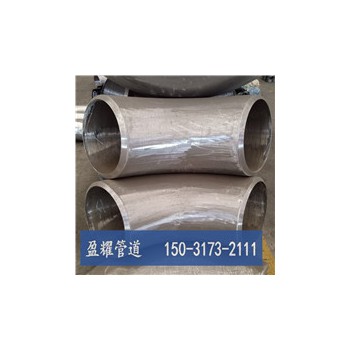
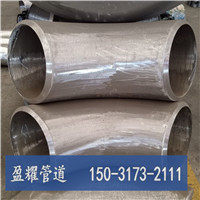
高压厚壁弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。冷挤压弯头的成形过程是使用专用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,故对于不锈钢弯头特别是薄壁的不锈钢弯头成形多采用这一工艺制造。这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻。高压厚壁弯头15031732111盈耀管道按照角度可以分为45度大口径弯头,有90度厚壁弯头和180度弯头及其它不同的角度的弯头。按照材质可以分为碳钢大口径弯头,不锈钢大口径弯头,合金钢大口径弯头。按照的曲率半径可分为长半径弯头和短半径弯头。大口径弯头主要的标准国标,电标,中石化标准,船用标准,日标,美标等。大口径弯头具有内壁光滑、热媒流动阻力小,耐酸碱、使用寿命长,安装方便等优点。以P91钢厚壁弯头为例,焊前预热及层间温度跟踪。根据P91焊接性能的分析,必须严格控制焊前预热温度和焊缝层问温度,TIG焊的预热温度选择100~150℃,SMAW升温至250~300℃,在整个焊接过程中,采用远红外测温仪监控焊缝层间温度。焊接时,采用充氩保护。P91钢由于合金含量高,铁水流动性差,根部易烧焦。能够充分保护金属熔池不被氧化、提高焊缝机械性能,焊接前根据现场实际制作一套简易充氩装置,在管道内部形成气室,可以确保厚壁弯头的焊接接头质量。P91铁水流动性差,因此厚壁弯头的焊缝很容易形成夹渣。现场采用角向磨光机清理,不可使用榔头、錾子用劲敲击,以免产生裂纹。另外,根据《焊接规程》要求:壁厚大于70m的焊口,必须进行层间检验。当焊缝厚度达到20~25mm时停止焊接,立即进行保温等后热处理,待RT检验合格后连续施焊。









免责申明:本网页所展示的有关【高压厚壁弯头生产厂家_管件】的信息/图片/参数等由中商114的会员提供,由中商114会员自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,请谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。
友情提醒:建议您通过拨打厂家联系方式确认最终价格,并索要高压厚壁弯头生产厂家_管件样品确认产品质量。如高压厚壁弯头生产厂家_管件报价过低,可能为虚假信息,请确认高压厚壁弯头生产厂家_管件报价真实性,谨防上当受骗。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎



 冀公网安备13010402002588
冀公网安备13010402002588