



联系姓名:张恒阳
联系电话:15030865500
所在地区:河北/衡水市
主营产品:玻璃钢管道(玻璃钢夹砂管道/玻璃钢缠绕管道/玻璃钢电缆管道);玻璃钢拱形盖板(玻...
提交后,商家将派专人为您服务




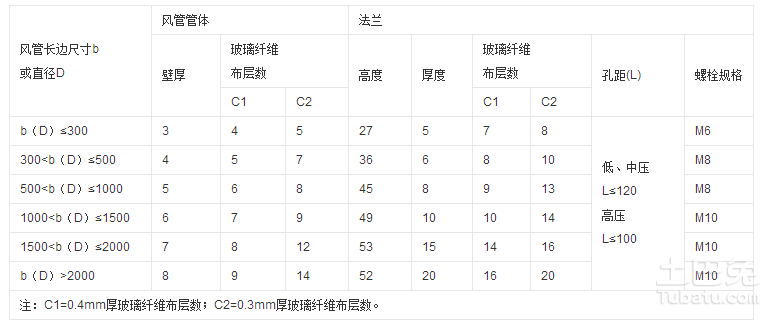
玻璃钢管道制作技术说明










免责申明:本网页所展示的有关【玻璃钢风管_风管】的信息/图片/参数等由中商114的会员提供,由中商114会员自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,请谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。
友情提醒:建议您通过拨打厂家联系方式确认最终价格,并索要玻璃钢风管_风管样品确认产品质量。如玻璃钢风管_风管报价过低,可能为虚假信息,请确认玻璃钢风管_风管报价真实性,谨防上当受骗。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎






 冀公网安备13010402002588
冀公网安备13010402002588