
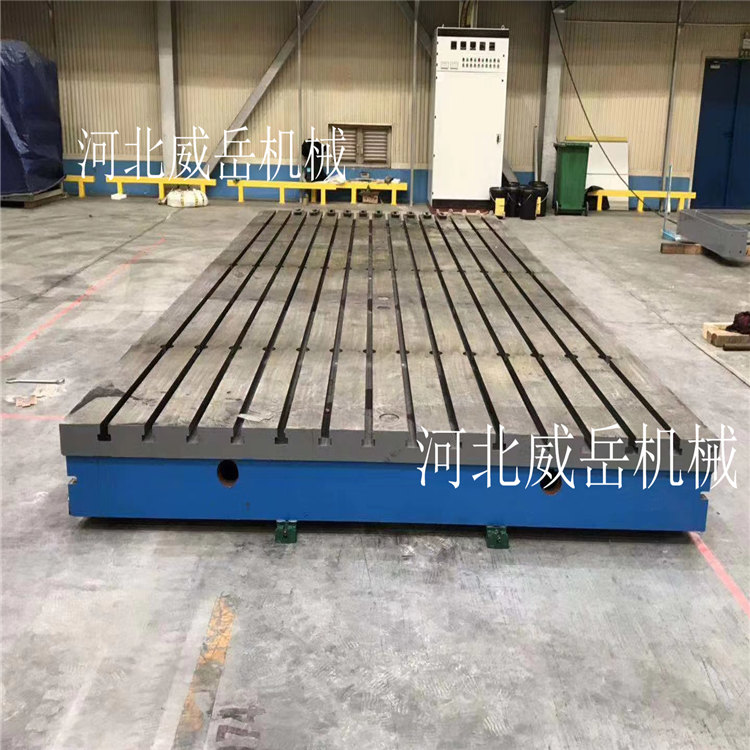
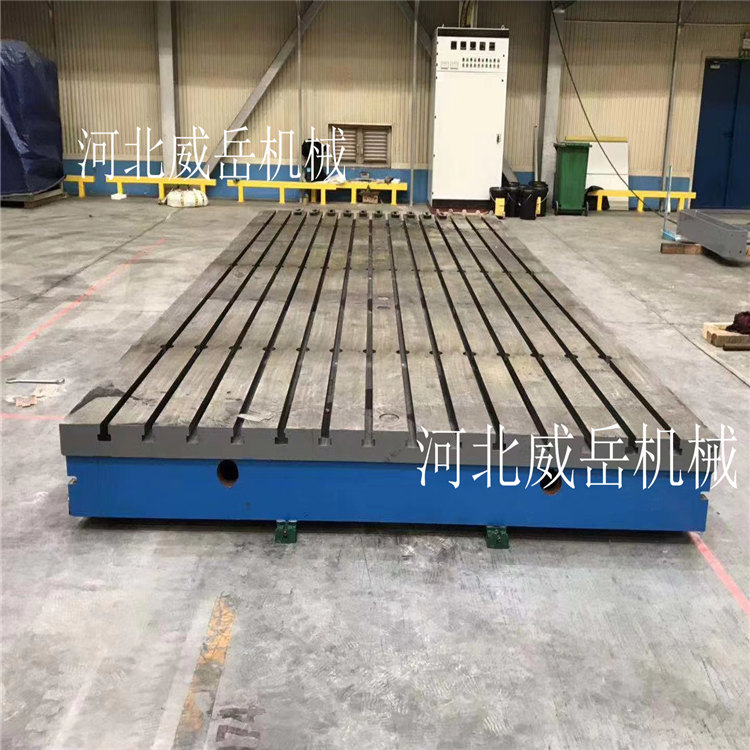
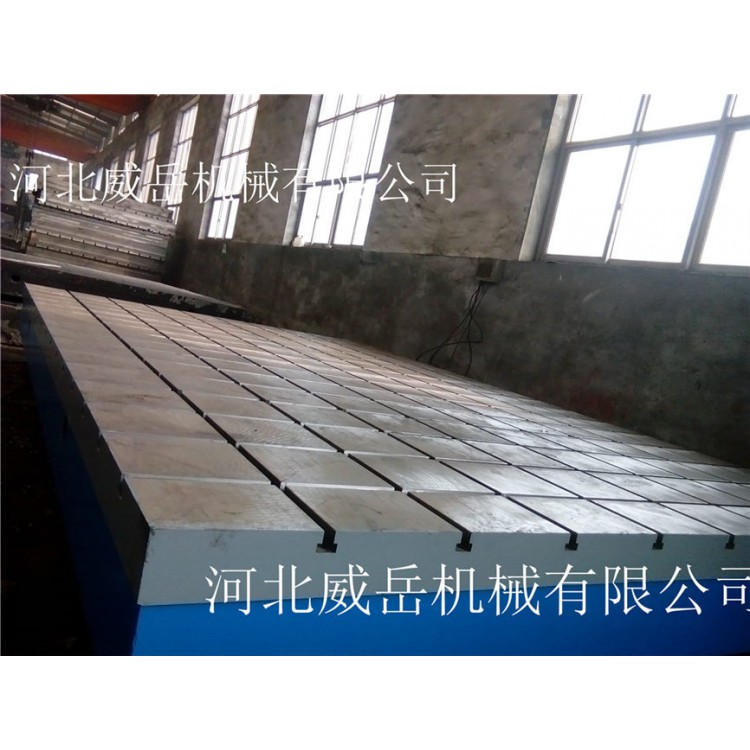
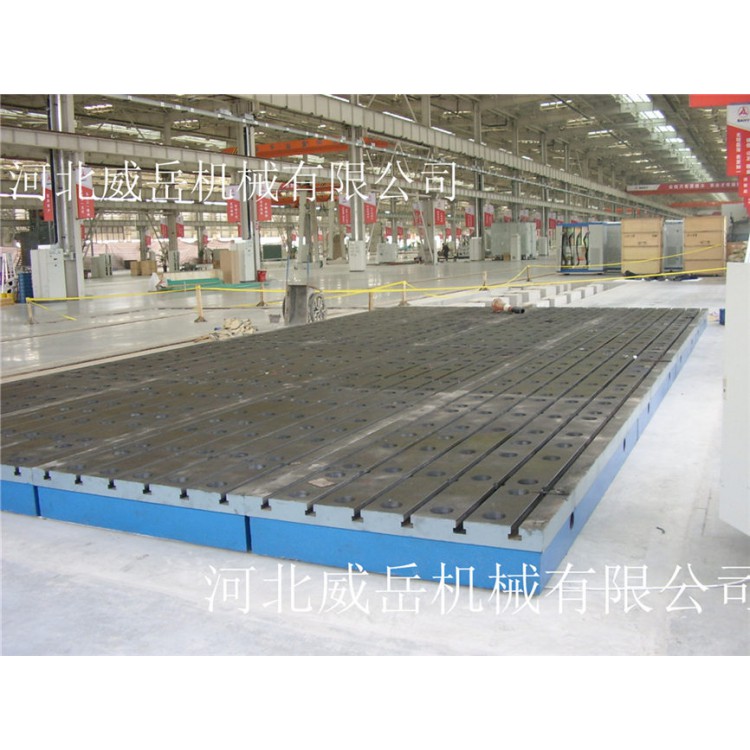
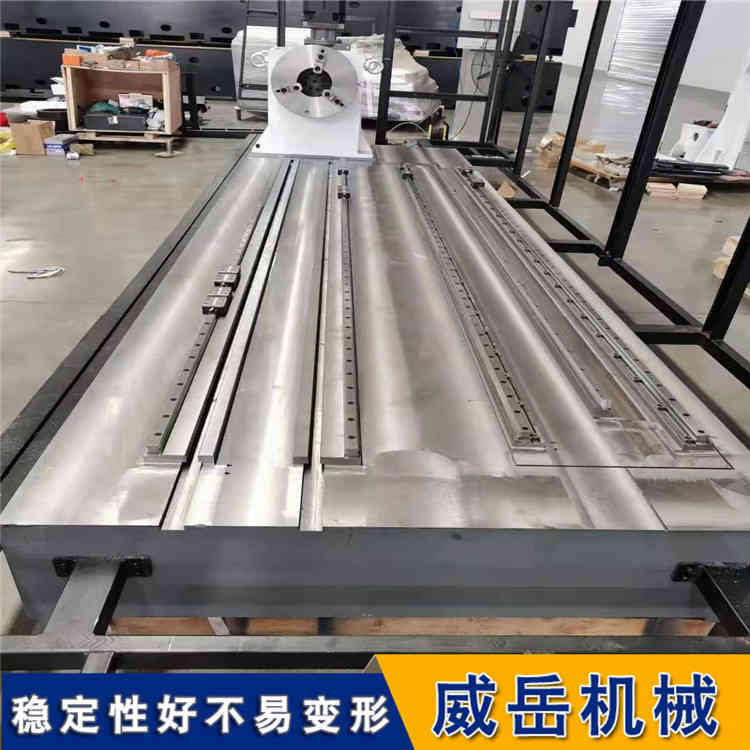
铸铁平台平板,大型铸件,试验平台,焊接平台,装配平台,检验平台,钳工平台,铁...

服务热线
15350773479

联系姓名:郭星楠
联系电话:15350773479
所在地区:河北/沧州市
主营产品:铸铁平台平板,大型铸件,试验平台,焊接平台,装配平台,检验平台,钳工平台,铁...
提交后,商家将派专人为您服务
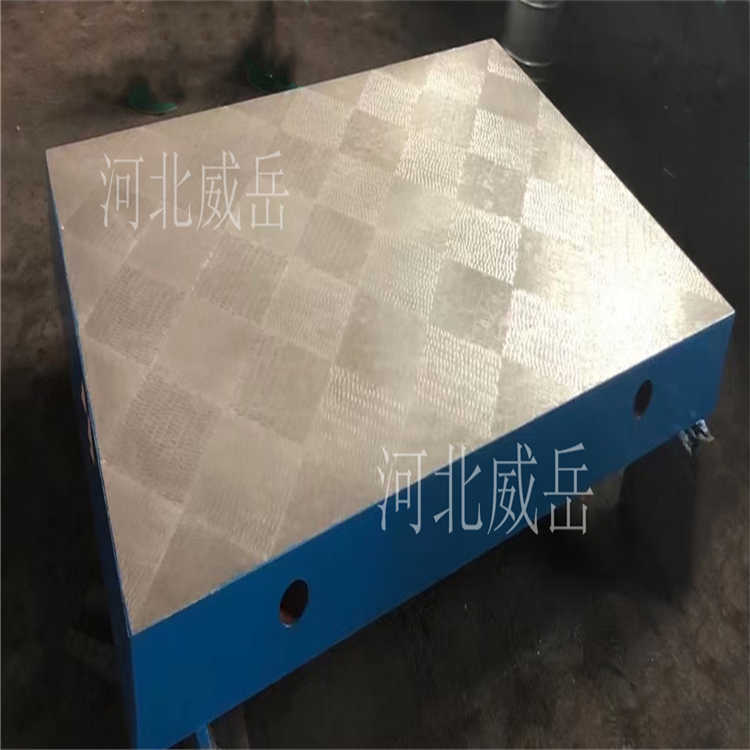
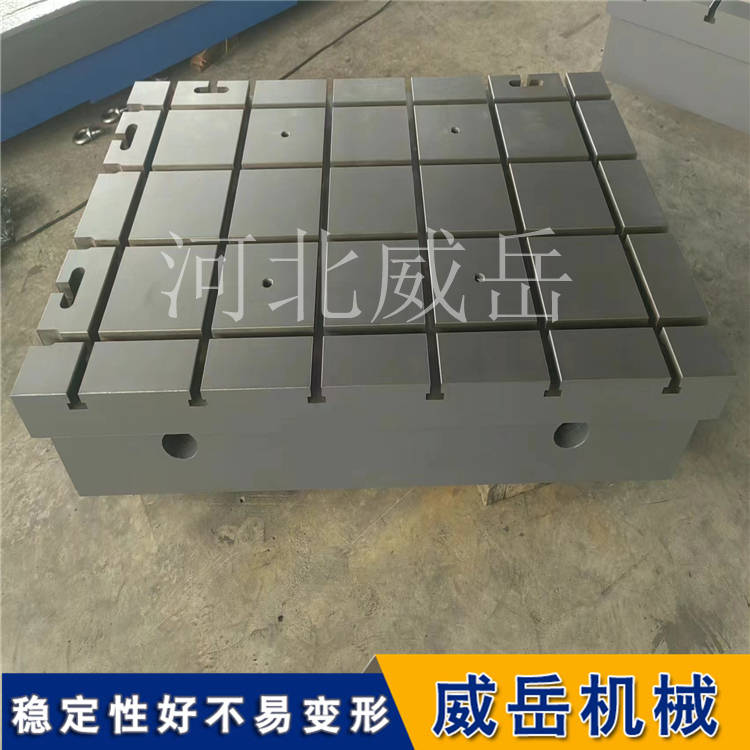
机床铸件要经过退火处理的理由分几点:
1、局部淬硬及表面淬硬零部件较多有许多机床铸件只要求局部表面有高的性比如机床工作台,T型槽工作台,落地镗床工作台等,除少数机床铸件采用盐浴炉局部淬硬外,大部分机床铸件采用局部表面淬火法。
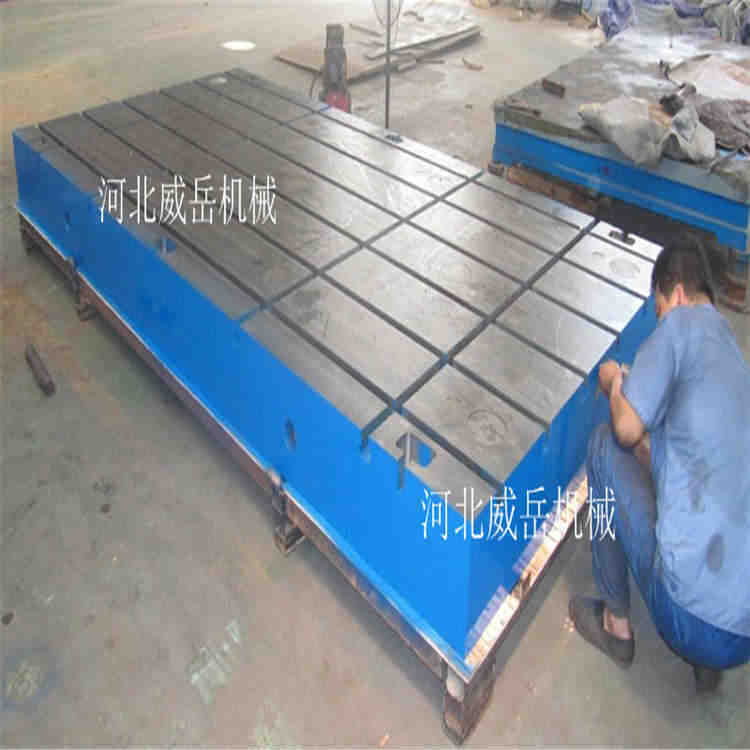
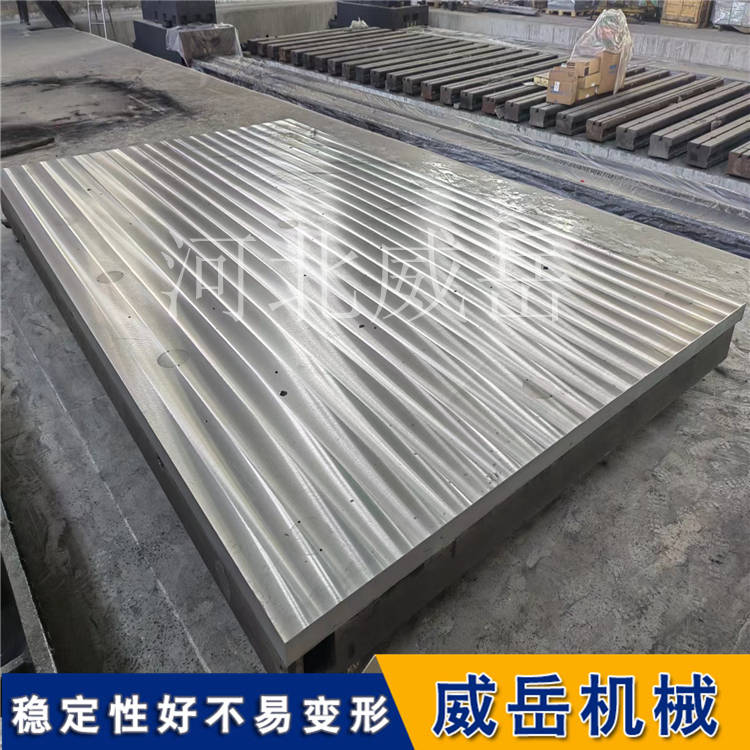
2、的机床铸件要求具有高的稳定性通常在制作工序中有一次或多次稳定化处理,如去应力退火、自然时效处理等,尽量减少残余内应力,以保证铸铁工作台的稳定性。
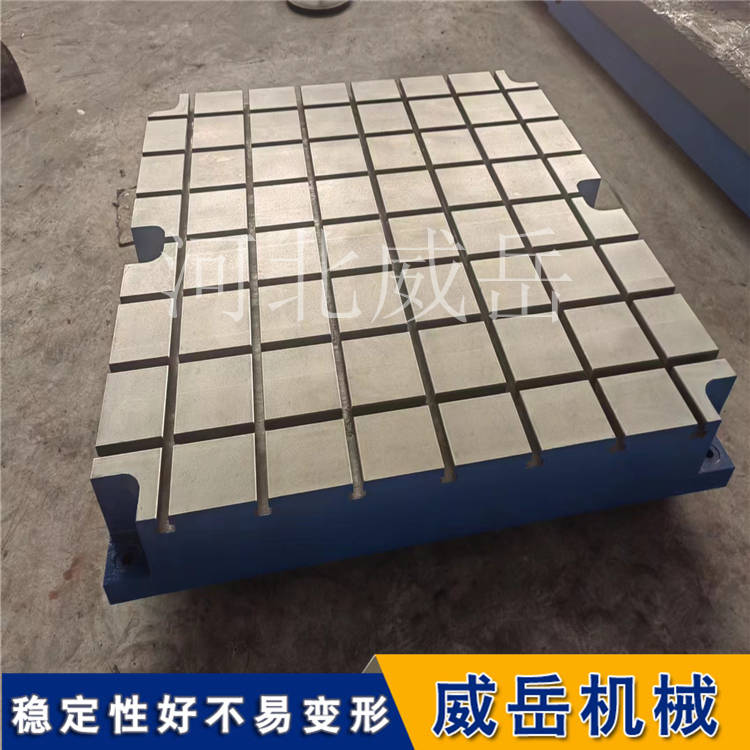
3、铸钢机床铸件http://www.chinaweiyue.com/一般采用非合金(碳素)结构钢及合金结构钢。少数机床铸件,如镶钢导轨、淬硬丝杠等采用低合金工具钢及轴承钢等。
4、采用周期式作业炉大部分机床铸件的无氧化加热采用盐浴炉。真空炉或在气体渗碳炉中滴注煤油生成保护气氛中进行。
5、采用低温化学热处理机床铸件的设计多数从刚性考虑,对热处理要求变小,性高尺寸稳定性好。
6、部分钢制机床铸件经过预先热处理如铸钢件、锻件及轧材等,经过退火、正火或调质处理等预先热处理,以提高机床铸件的强度,去掉组织问题及加工工艺性能:为终热处理做好组织准备,减少热处理变形。
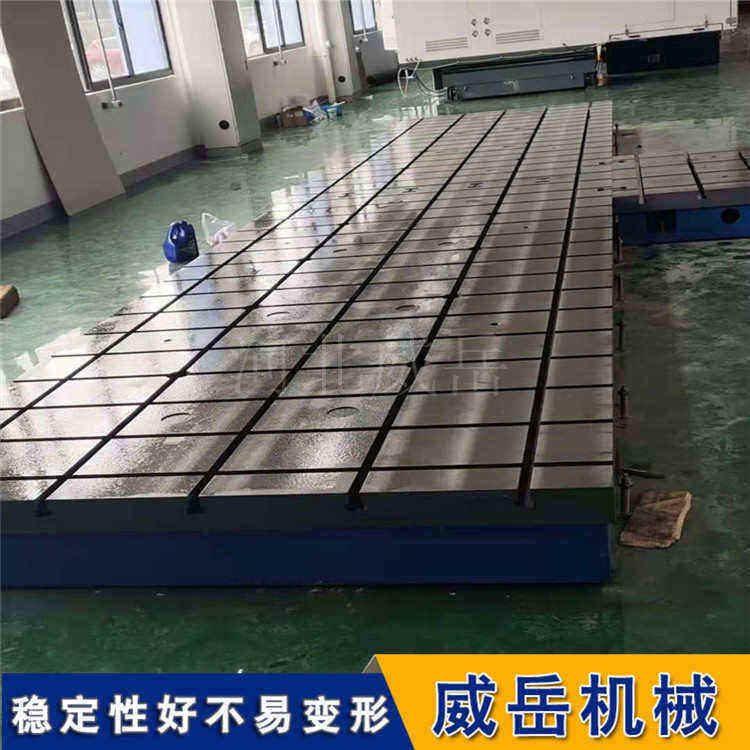
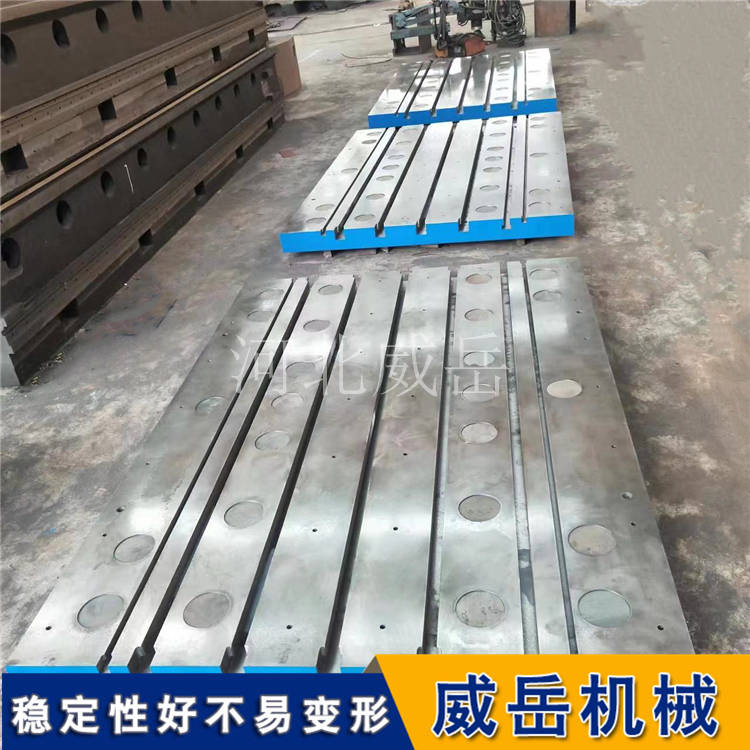
机床铸件加工工艺特点:
1、磨削效率高。砂轮相对工件作高速旋转,一般砂轮线速度35m/s,机床可获得较高的金属切除率。随着磨削新工艺的开发,磨削加工的效率进一步提高,在某些工序已取代车、铣、刨削,直接从毛坯上加工成形。同时,磨粒和工件产生强烈的摩擦、急剧的塑性数控机床变形,因而产生大量的磨削热。
2、能获得机床很高的加工精度和很低的表面粗糙度。每颗磨粒切去切屑层很薄,一般只有几微米,因此表面可获得高的精度和低的表面粗糙度。一般精度可IT6~IT7,表面粗糙度足0.08—0.051xm;高磨削可到高,故磨削常用在精加212/]2序。
3、切削功率大消耗量多。砂轮是由许许多多的磨粒数控机床组成的,磨粒在砂轮中的分布是杂乱无章、参差不齐的,切削时多呈负前角且有的圆弧半径,因此切削功率大、消耗能机床量多。
4、加工范围广。砂轮磨粒硬度高,热稳定性好,不但可以加工未淬火钢、铸铁和有色金属等材料,而且可加工淬火钢以及硬质机床合金等硬度很高的材料。
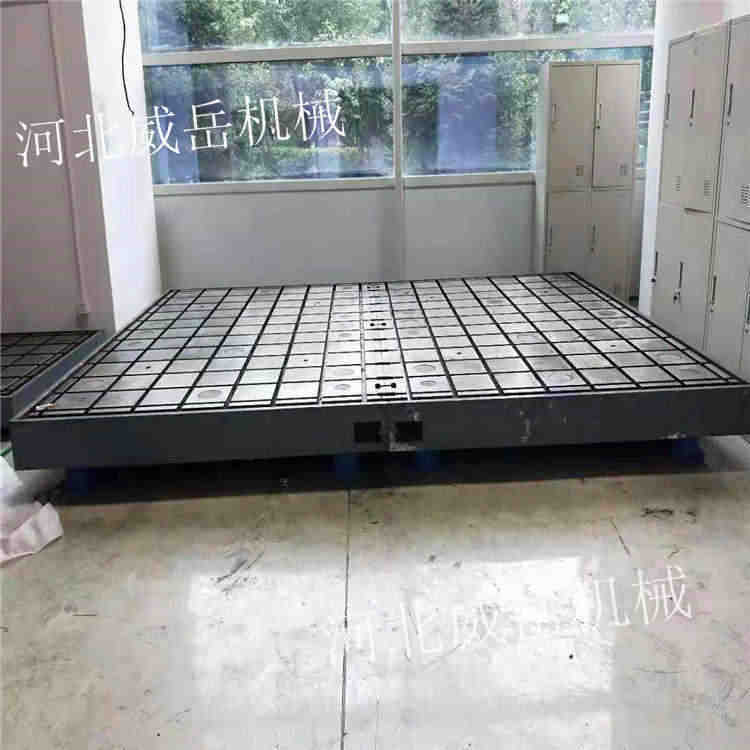
5、柔性高。主要表现在加工机床铸件对象的灵活可变性,即通过换应用软件可以很容易地在范围内从一种零件的加工换为另一种零件加工的功能,这显著地缩短了多品种生产中的设备调整和生产准备时间。 6、实现机床操纵和加工过程的自动化。
数控磨床加工解决机床铸件普通机床加工自动化程度及加工效率低和自动机床、专用机床或自动线加工柔性差的基本矛盾,成为功能完善机床的现代加工方法。
创立时间
公司类型
注册资本
经营模式
主营:绘图、计算及测量仪器制造。工量具、机床附件、除尘设备、养殖设备、阀门制造、销售;五金冲压件、金属制品、钢结构加工、销售;钢结构工程施工;机械加工。(依法须经批准的项目,经相关部门批准后方可开展经营活动)






免责申明:本网页所展示的有关【浙江铸铁试验平台全国发货_威岳,铸铁平台_量具设备】的信息/图片/参数等由中商114的会员提供,由中商114会员自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,请谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。
友情提醒:建议您通过拨打厂家联系方式确认最终价格,并索要浙江铸铁试验平台全国发货_威岳,铸铁平台_量具设备样品确认产品质量。如浙江铸铁试验平台全国发货_威岳,铸铁平台_量具设备报价过低,可能为虚假信息,请确认浙江铸铁试验平台全国发货_威岳,铸铁平台_量具设备报价真实性,谨防上当受骗。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎




 冀公网安备13010402002588
冀公网安备13010402002588