
铸铁平台平板,大型铸件,试验平台,焊接平台,装配平台,检验平台,钳工平台,铁...

服务热线
15350773479


联系姓名:郭星楠
联系电话:15350773479
所在地区:河北/沧州市
主营产品:铸铁平台平板,大型铸件,试验平台,焊接平台,装配平台,检验平台,钳工平台,铁...
提交后,商家将派专人为您服务
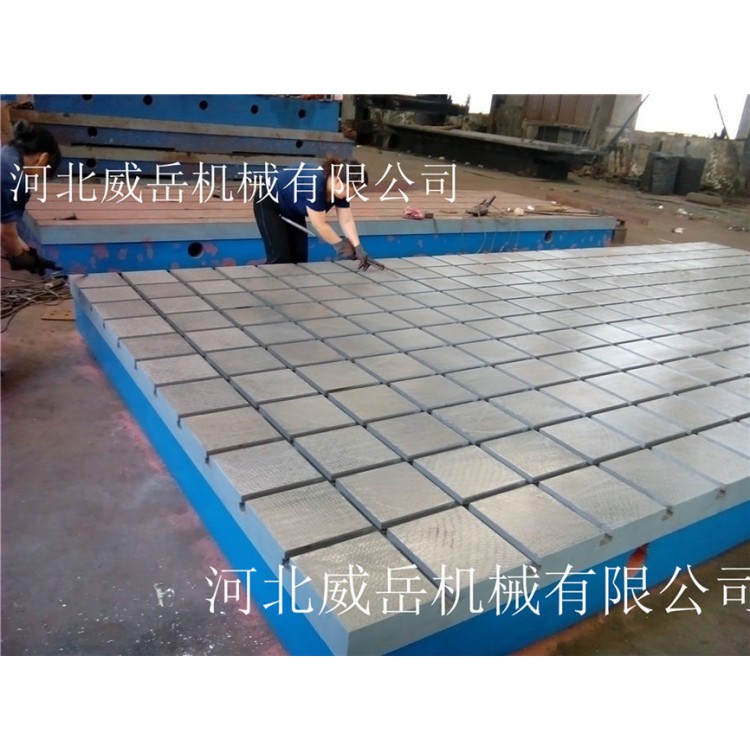
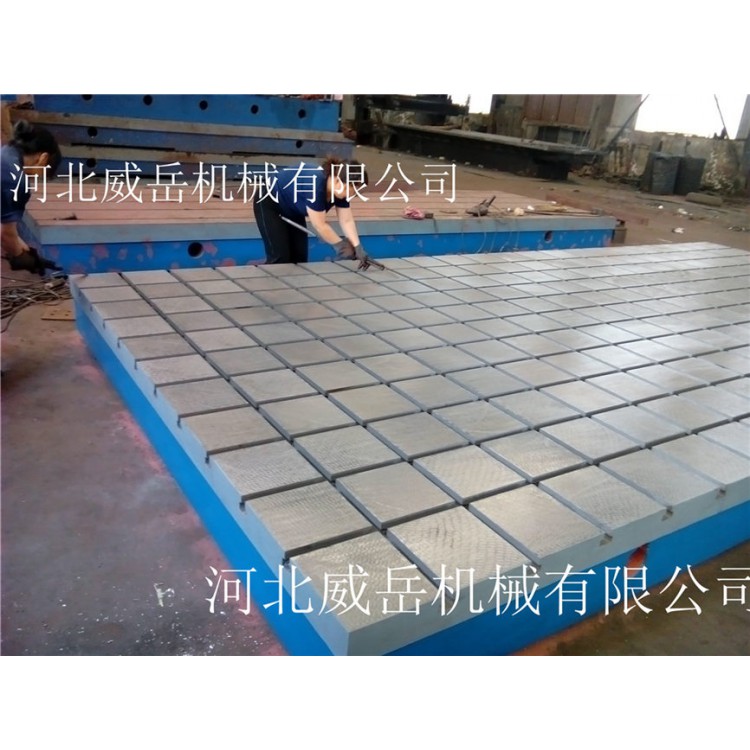
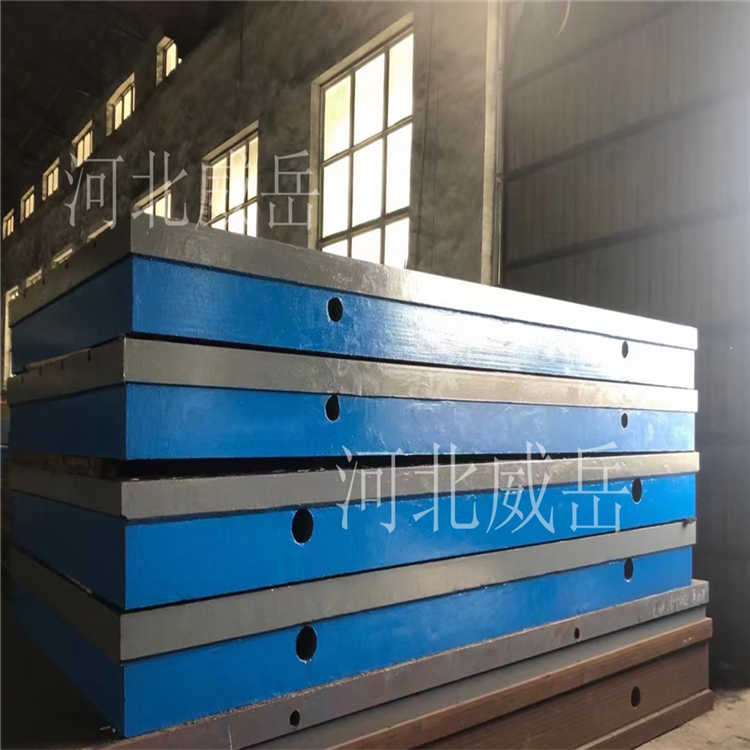
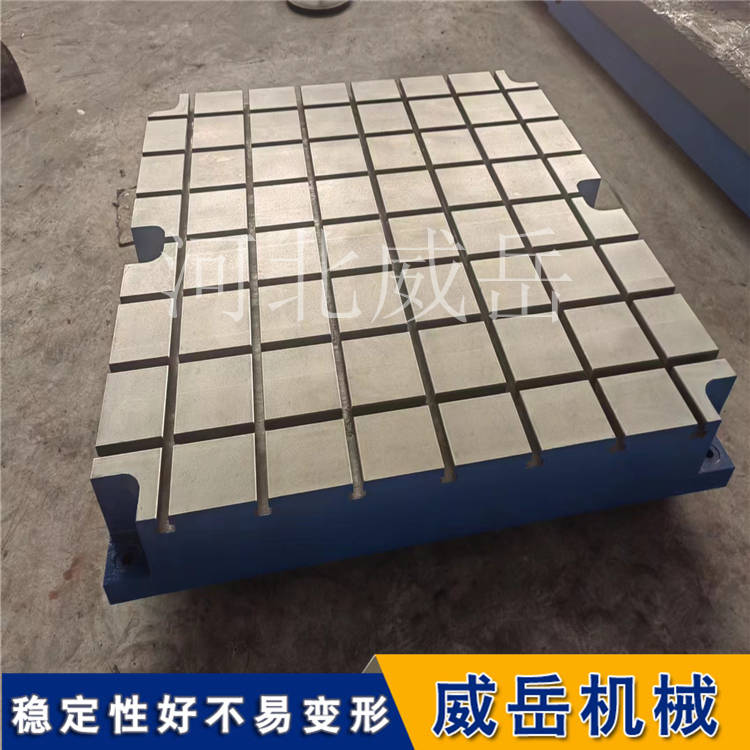
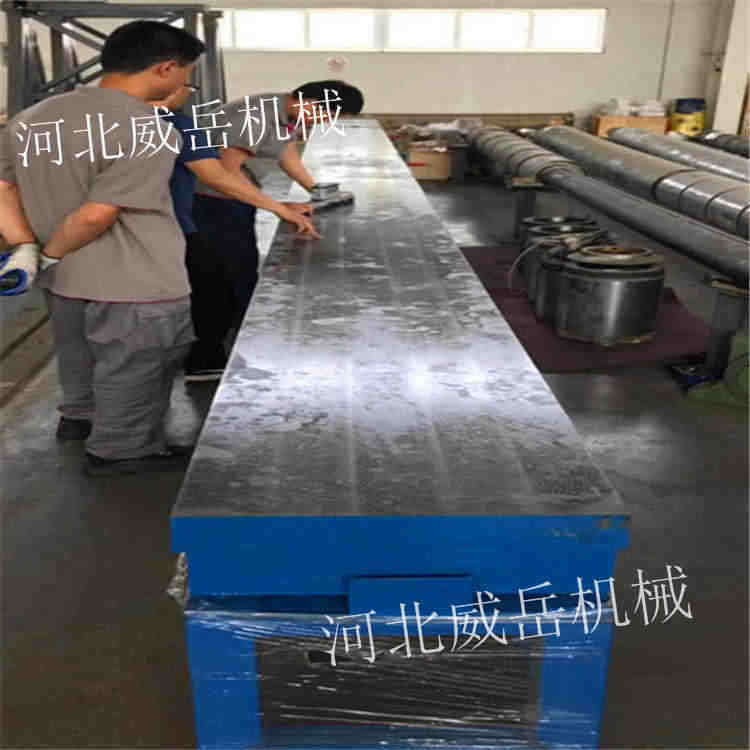
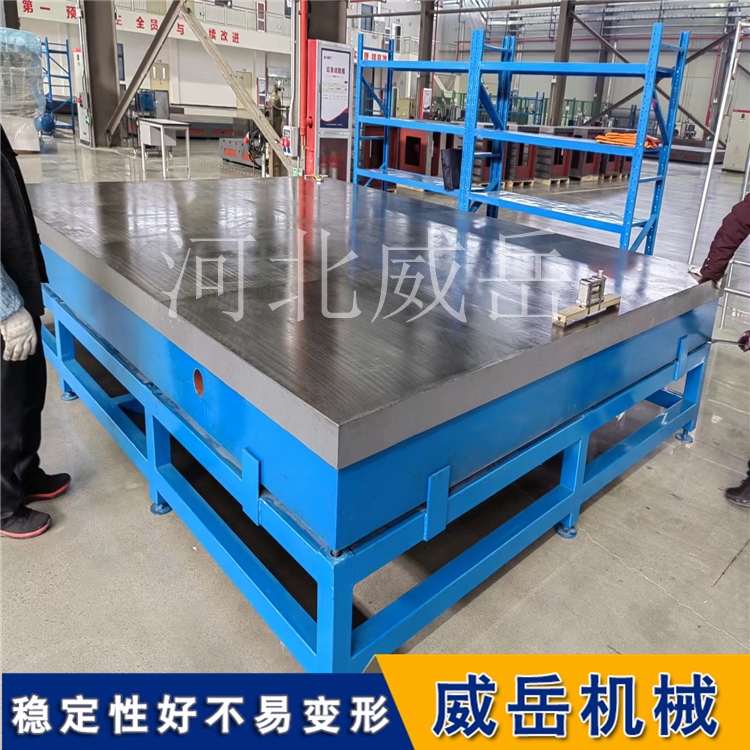
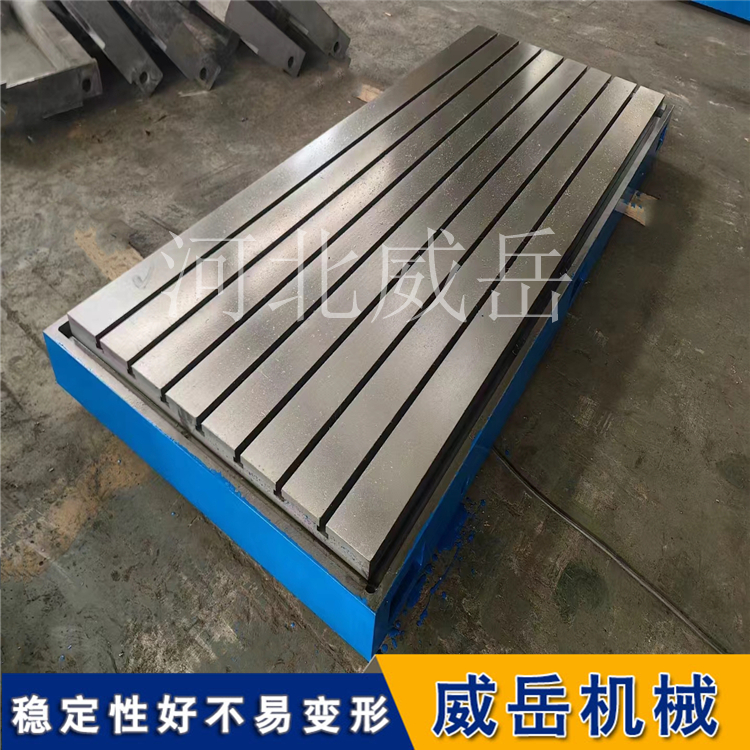
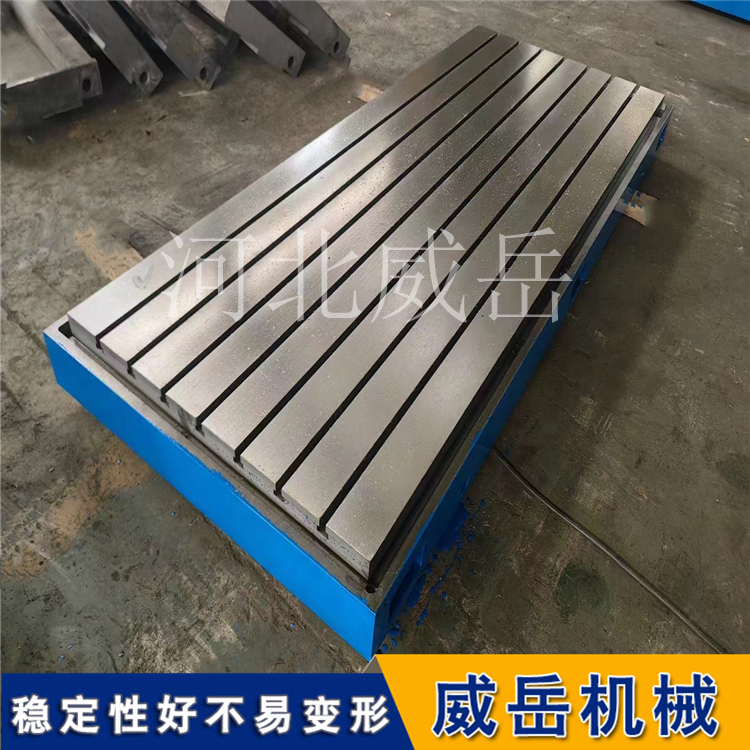
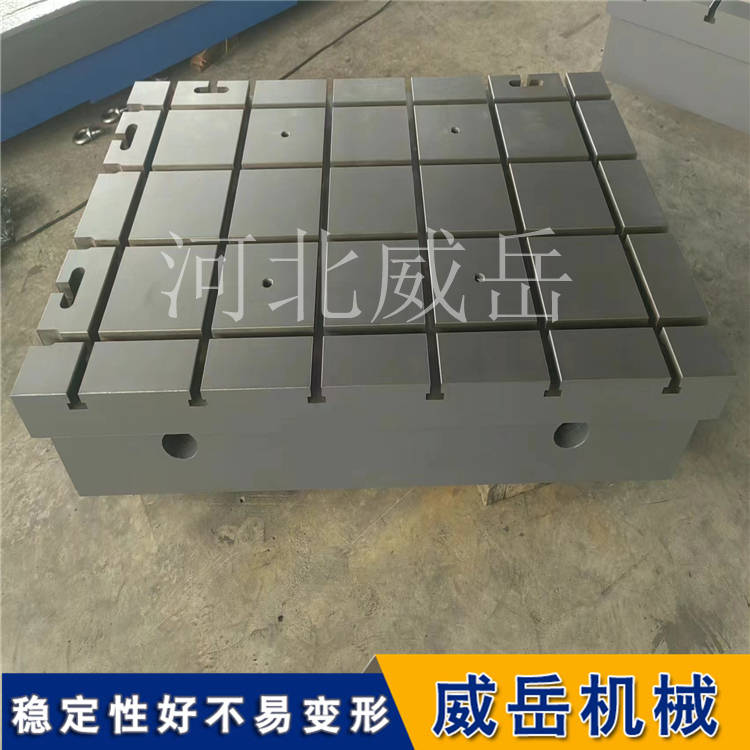
铸铁T型槽平台用于机械、发动机的动力实验,设备调试,具有较好的平面稳定性和韧性,表面带有T型槽,可以用来固定实验设备。
铸铁T型槽平台是用于工件检查或划线的平面基准器具。平台安装应调至水平、负荷均分布于各支点上,环境温度(20±5℃)使用时应避免振动。
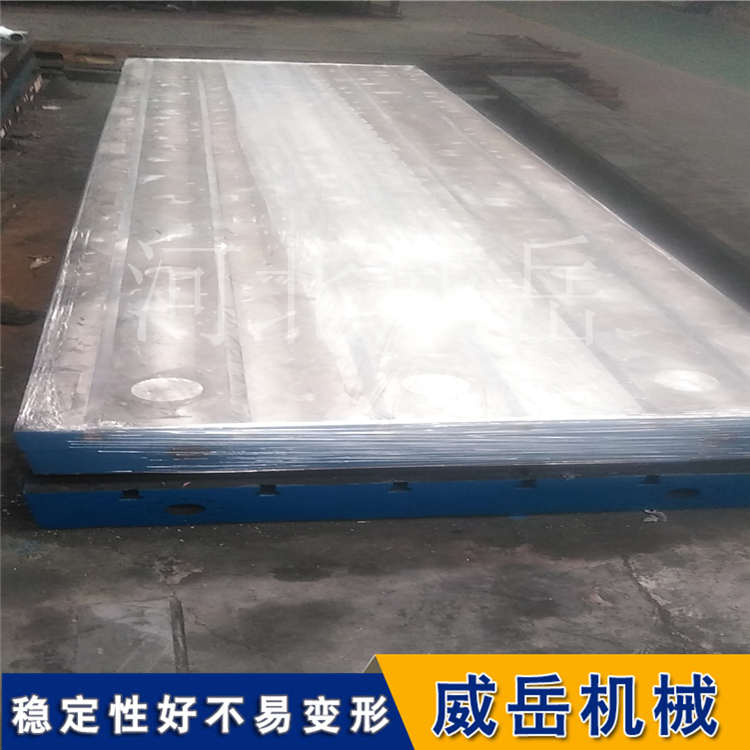
铸铁平板http://www.chinaweiyue.com/设计技术要求一般根据《机械行业标准》/T7974—2000设计,按GB4986-85标准制造平台精度等级有00、0、1、2、3、级及精刨。铸铁平板是用于工件检查或划线的平面基准器具。
铸铁T型槽平台安装应调至水平、负荷均分布于各支点上,环境温度使用时应避免振动。铸铁平板冷去过程中发作的铸造应力超越了材料在该温度下的服从强度,发作残留变形精度测量用的基准立体,在机器制作检验中也是不可短少的根蒂立体量具。适用于检验工作,精度测量用的基准平面,主要用于机械工件检验测量中的基准面,检查零件的尺寸精度或行为偏差,并可作好划线,在机械制造检验中是不可缺少的平面基准量具。铸铁平板是用于工件检查或划线的平面基准器具。
铸铁T型槽平板铸造时的注意事项:铸造碾砂过程的控制,型砂的性能将直接影响量具铸件的质量,因此,型砂应该具有良好的透气性,湿强度、流动性、可塑性和退让性等。严格按照加料顺序:旧砂-新砂-粘土-煤粉-水。混碾时间定在6~7min,混碾后进行约5h左右调匀。调匀后进行过筛、打松后再用,使型砂具有松散性,以提高透气性、流动性等。铸造浇注过程的控制。浇注前要对铸水进行孕育和扒渣处理。在浇注过程中要不断流、平稳,以避免冲砂而形成砂眼。跑火时要及时堵住漏铸水的部位,并补足铸水,以减少冷隔、浇不足等问题。铸造清理过程的控制,清理过程是量具铸件冷后从铸型中清理量具铸件,以获得表面无问题的量具铸件。
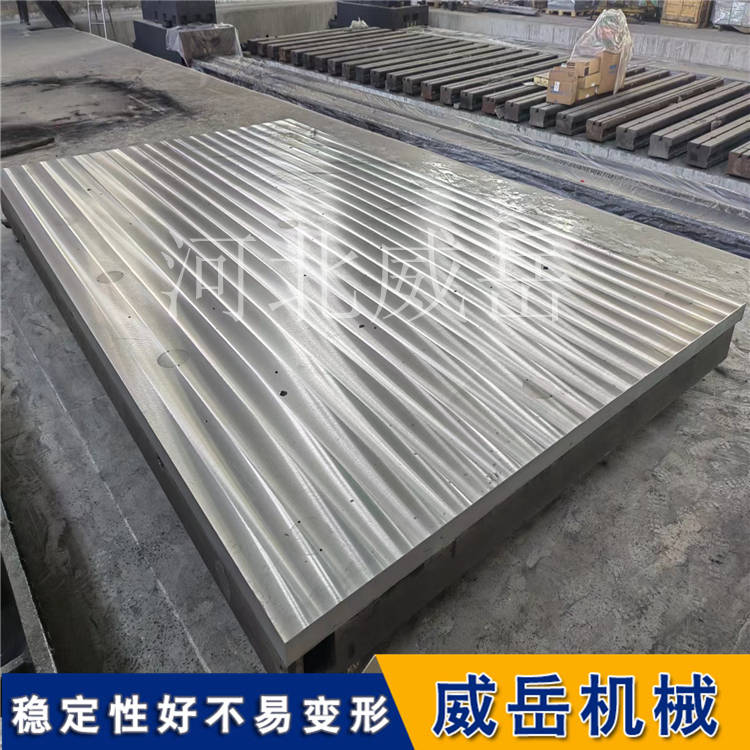
铸铁T型槽平台的刮研技术分析
1、铸铁T型槽平台粗刮:若平台表面比较粗糙、加工痕迹较深或表面生锈、不平或扭曲、刮削余量在0.005mm以上时,应先粗刮。粗刮的特点是采用长刮 ,行程教长(10mm~15mm之间), 痕较宽(10mm),刮 痕迹顺向,成片不重复。铸铁平板机械加工的 痕挂除后,即可研点,并按显出的高点刮削。
2、铸铁T型槽平台细刮:细刮就是将粗刮后的高点刮去,其特点是采用短刮法( 痕宽约6mm,长5mm~10mm),研点分散快。细刮时要朝着 方向刮,刮完一遍,刮 遍时要成45度或60度方向交叉刮出网纹。当平均研点每25㎡×25㎡上为10~14点时,即可结束细刮。
3、铸铁T型槽平台精刮:在细刮的基础上进行精刮,采用小刮 或带圆弧的精刮,痕宽约4mm,平均研点每25㎡×25㎡上应为20~25点,
4、铸铁T型槽平台刮花:刮花的作用一是美观,二是有积存润滑油的功能。一般常见的花纹有:斜花纹、燕形花纹和鱼鳞花纹等。
铸铁T型槽平台平面度的质量检查:
1、铸铁T型槽平台工作表面不应有锈迹、划痕、碰伤及其他影响使用的外观问题。
2、铸铁T型槽平台工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造问题。铸造表面应 型砂、且表面平整,涂漆牢固。各棱边应修钝。在精度等级低于“00”级的平板工作面上,对于直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应低于周围材料的硬度。在工作面上堵塞的部位应不多于四处,其相互之间的距离应不小于80mm。
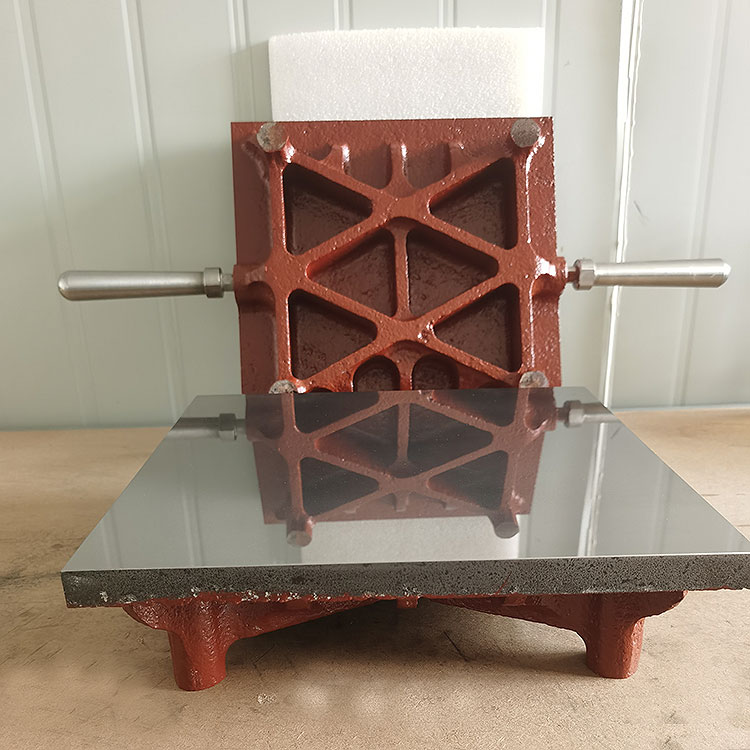
3、相对两个侧面上,应设置有安装手柄、吊环等吊装设施的螺纹孔或圆柱孔。设计吊装位置时应考虑尽量减少因吊装而引起的变动。
4、根据用户要求,在板工作面上设置螺纹孔或沟槽后,这些部位不应出现高于工作面的凸起现象。
5、应采用细颗料的灰口铸铁或合金铸铁制造。
6、铸铁T型槽平台工作面的硬度应为HB170-220。
7、铸铁T型槽平台工作面应采用刮削工艺,对于“3”级平板工作面也可以采用刨削工艺,刨削工作表面的表面粗糙度按轮廓算术平均偏差Ra值应不大于5um 8、应经过稳定性处理和去磁。
铸铁T型槽平台问题的解决办法
1.铸铁T型槽平板的基准面:可接工作图的尺寸,进行工作。
2.高度测量的基准面:将待测物与量表座同置於平台上,进行高度比较测量,後可再将其高度与标准块规相比较。
3.平行度测量的基准面:固定量表座,然後使量表指针接触在待测物表面上方,移动待测物,可检查工件面与平台面的平行度。
4.角度测量的基准面:利用平台作基准面,配合正弦杆及角度规,可进行角度量测。
5. 铸铁T型槽平台工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造问题。铸造表面应型砂、且表面平整,涂漆牢固。各棱边应修钝。在精度等级低于“00”级的平台工作面上,对于直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应低于周围材料的硬度。在工作面上堵塞的部位应不多于四处,其相互之间的距离应不小于80mm。
6.在铸铁T型槽平台的相对两个侧面上,应设置有安装手柄、吊环等吊装设施的螺纹孔或圆柱孔。设计吊装位置时应考虑尽量减少因吊装而引起的变动。 7.铸铁平板工作表面不应有锈迹、划痕、碰伤及其他影响使
8.根据用户要求,在铸铁T型槽平台工作面上设置螺纹孔或沟槽后,这些部位不应出现高于工作面的凸起现象。
9. 铸铁T型槽平台应采用细颗料的灰口铸铁或合金铸铁制造。
10. 铸铁T型槽平台工作面应采用刮削工艺,对于“3”级平台工作面也可以采用刨削工艺,刨削工作表面的表面粗糙度按轮廓算术平均偏差Ra值应不大于5um(按GB1031-83《表面粗糙度参数及其数值》)。
11. 铸铁T型槽平台应经过稳定性处理和去磁。
12. 铸铁T型槽平台工作面的硬度应为HB170-220。




免责申明:本网页所展示的有关【山东铸铁试验平台老厂现货 河北威岳 铸铁平台_量具设备】的信息/图片/参数等由中商114的会员提供,由中商114会员自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,请谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。
友情提醒:建议您通过拨打厂家联系方式确认最终价格,并索要山东铸铁试验平台老厂现货 河北威岳 铸铁平台_量具设备样品确认产品质量。如山东铸铁试验平台老厂现货 河北威岳 铸铁平台_量具设备报价过低,可能为虚假信息,请确认山东铸铁试验平台老厂现货 河北威岳 铸铁平台_量具设备报价真实性,谨防上当受骗。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎



 冀公网安备13010402002588
冀公网安备13010402002588