
铸铁平台平板,大型铸件,试验平台,焊接平台,装配平台,检验平台,钳工平台,铁...

服务热线
15350773479



联系姓名:郭星楠
联系电话:15350773479
所在地区:河北/沧州市
主营产品:铸铁平台平板,大型铸件,试验平台,焊接平台,装配平台,检验平台,钳工平台,铁...
提交后,商家将派专人为您服务
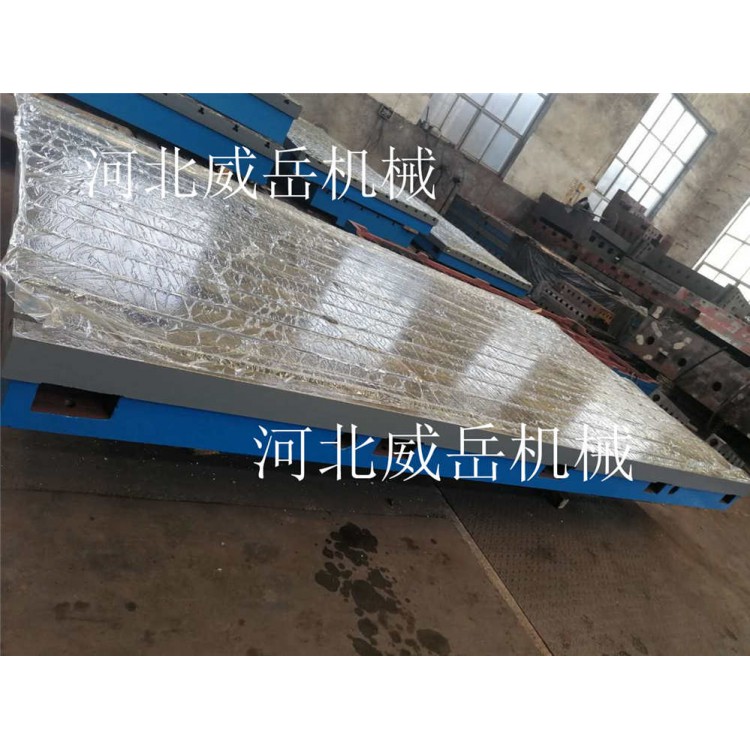
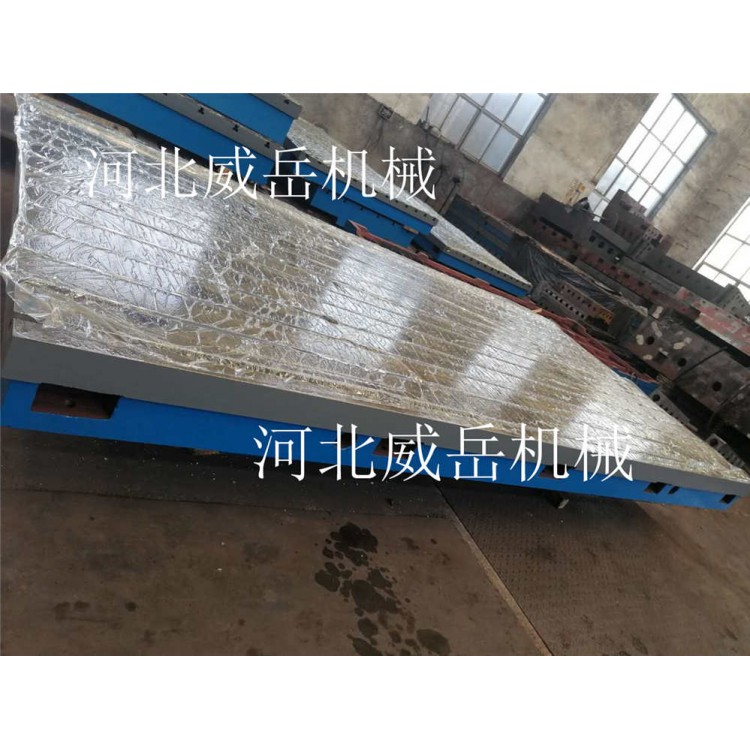
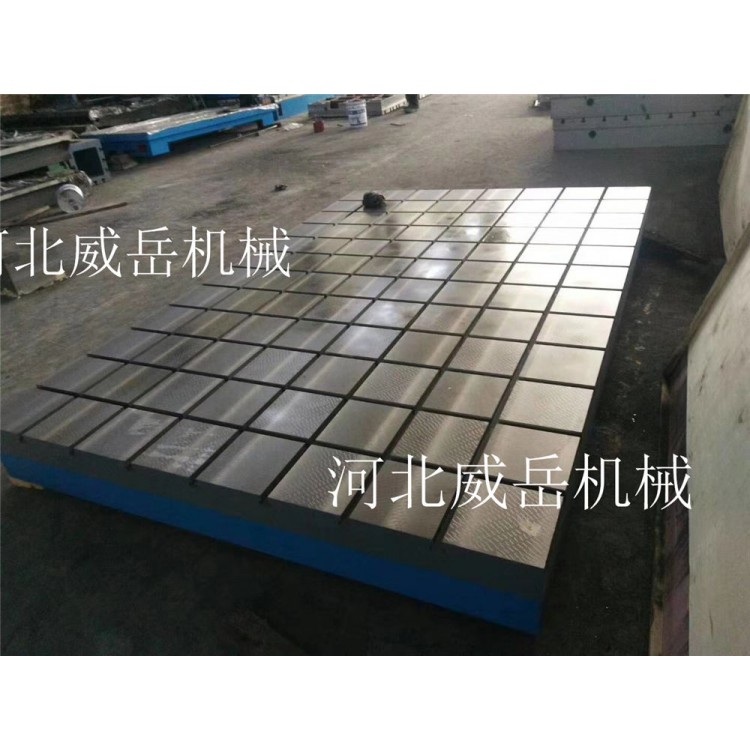
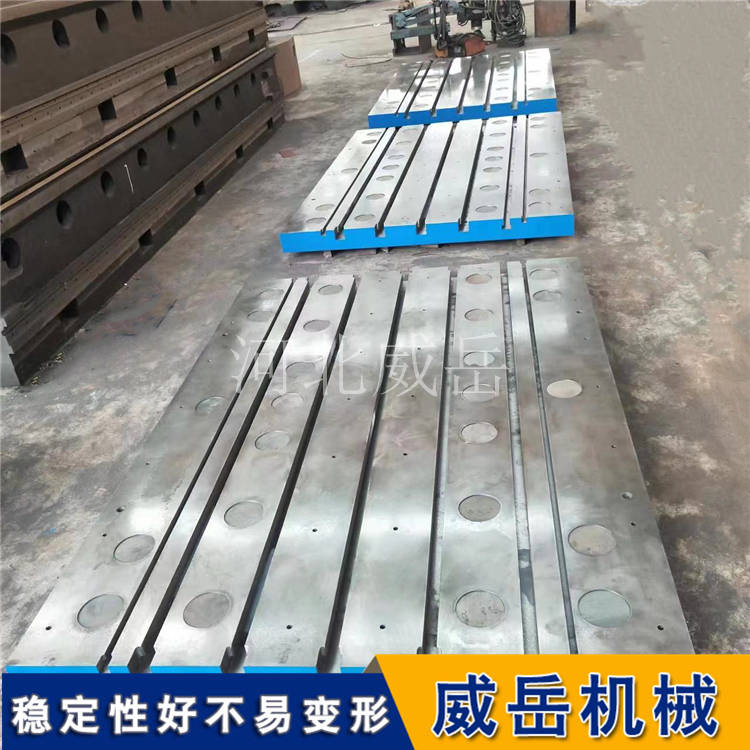
铸铁平台工作面是使用中接触多的地方,工作面按承重、精度、开槽等情况设计的厚度,铸铁试验工作台面的厚度为关键,既要保证使用还不能太厚,也就是做到性价比高;性价比高还涉及到围子和筋,围子在使用中起到支撑作用,厚度和高度都和平台支撑能力息息相关,加强筋起着拉伸作用,也要根据承重要求设计搭配加强筋的高度和厚度,加强筋的高度通常为半筋、满筋及平筋。
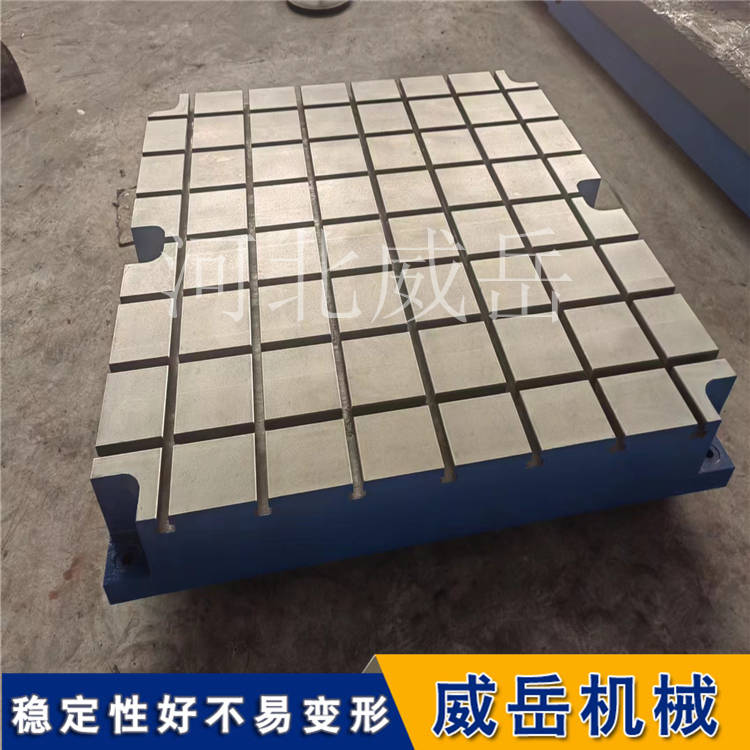
生锈影响着铸铁试验平台的精度,一旦铸铁平台表面生锈,就会腐蚀铸铁平台/铸铁平板表面,使得测量失准。有污渍和锈痕的铸铁试验平台是不合格的。 铸造生产中使用量大的原砂是以石英为主要矿物成分的蛙砂,因为蛙砂资源丰富,分布 广,易于开采,价低廉,能满足大多数铸件生产的要求,但是并不是所有的蛙砂都可以供铸造生产使用。
铸铁试验平台http://www.chinaweiyue.com/根据GB/T9442—1998《铸造用蛙砂》规定,铸造用蛙砂的分级情况以及牌号 方法如下:
1、按二氧化蛙含量及含泥量分级。
2、按颗粒形状分类,铸造用蛙砂的颗粒形状根据粒形系数分级,典型的圆形砂、钝角形砂和尖角形砂的粒形。
3、粒度铸造用蛙砂的粒度采用铸造用试验进行分析,其筛号与筛孔的尺寸应符合规定。
4、牌号铸造用精选砂、擦洗砂、水洗砂中泥分的质量分数应分别在0.2、0.3、1.0以下。袋装烘干蛙砂中中水的质量分数应不大于0.3。 铸铁平板毛坯件凝固的原则是采用方法,保证铸铁平板毛坯件各部分(不论它的尺寸和结构)近乎同时凝固,从而减小各部分的温差。同时凝固因铸铁平板毛坯件凝固后,各部分冷热均匀,热应力小,铸件不容易变形和产生裂纹,可不设置冒口或者冒口很少,切割冒口的工作量较小。而对于液态收缩大的铸铁平板毛坯件往往在截面中形成缩松,降低了铸件的塑性和致密性。
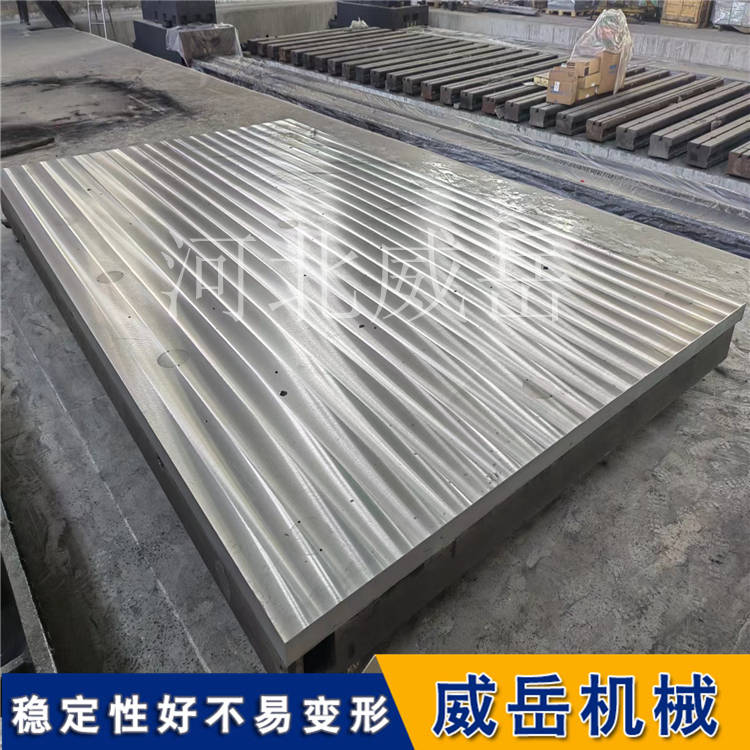
在铸铁试验平台加工中,机械加工精度误差是不可避免的,只有对影响铸铁试验平台误差的因素进行详细的分析,才能采取相应的预防措施减少铸铁平台加工误差,提高机械加工效率。
加工铸铁试验平台时原始误差减少法:生产时,若发现有误差,就应先找到影响加工误差的主要因素,然后想办法去掉或减少这些因素。原始误差均分法:若定位误差大时,可以采用分化某些误差的办支。就是把原始误差按其大小均分N组,每组毛坯误差范围就缩小为原来的1/n,然后按各组分别调整加工。
原始误差均化法:对于加工精度要求很高的零件,可以采均化法。从对中找出差异,然后进行相互修正或互为基准加工,使工件被加工表面的误差不断缩小和均化。原始误差补偿法:人为地造出一种新的误差来抵消工艺系统中的原始误差,当原始误差是负值时人为的识破差就取正值,反之,取负值,并尽量使两者大小相等。
原始误差转移法:对工艺系统的原始误差,在条件下,可以使其转移到加工误差的方向或其他不影响加工精度的方面去。
铸铁试验平台铸造工艺的历史悠久,随着国内发展越来越快,农业生产、生活中各式各样的铸铁件都发挥着不同的作用,工业改变后,随着各类机器的发明,铸造行业也成为了工业发展的基础性行业,随着出现的就是蒸汽机、铁路、纺织机等。在进入20十九后,工业的发展是突飞猛进,伴随着科技的进步,也对铸造工艺起到了很大的推动,先进的技术逐渐带图古老的做工习惯,开始了手工和半手工的工作方式,促使工作可以很快的完成。
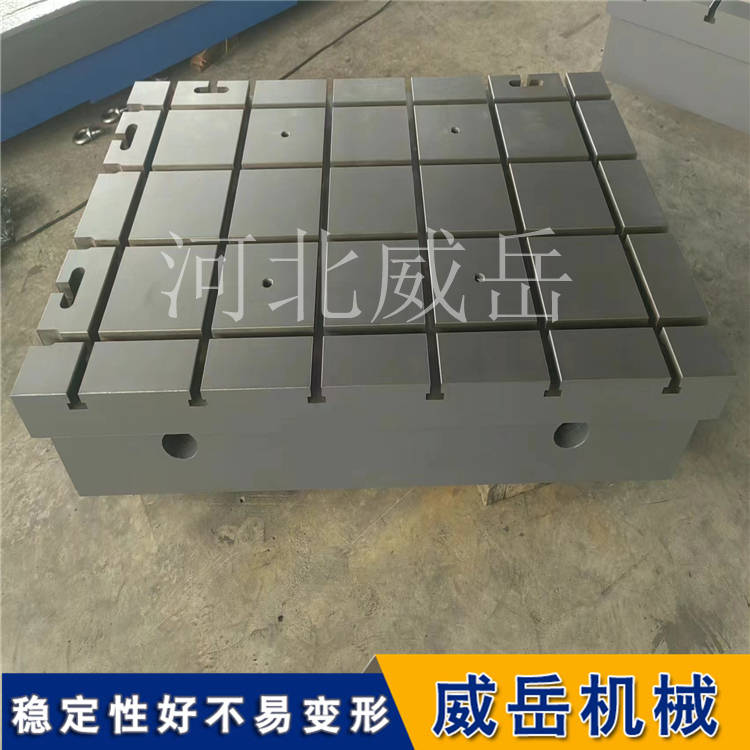
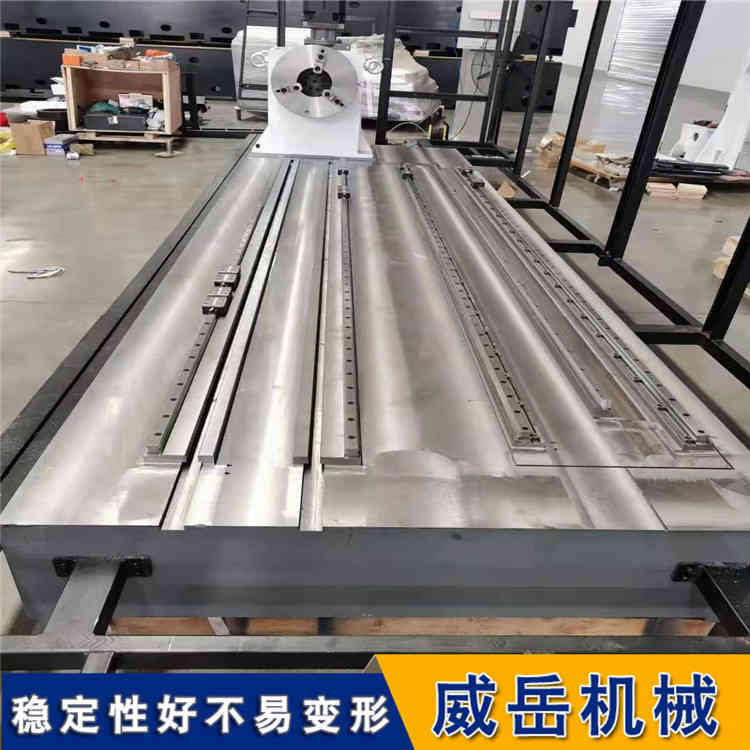
铸铁试验平台适用工作条件:温度:5℃~50℃,相对湿度:20~85。
铸铁试验平台重量公差:以占铸件公称重量的百分比 的铸件变动的允许范围。 铸铁平台重量公差等级:确定铸件重量公差大小程度的级别。GB/T11351-1989《铸件重量公差》规定:铸件重量公差的代号用字母“MT” ,重量公差等级分为16级,由MT1至MT16.
铸铁试验平台重量偏差:铸件实测重量与公称重量的差值占铸件公称重量的百分比。
铸铁试验平台常见铸造问题的防止方法:
1、气孔特征:铸件中的气孔是指在铸件内部,表面或接近表面处存在的大小不等的光滑孔洞。孔壁往往还带有氧化色泽,由于气体的来源和形成原因不同,气孔的表现形式也各不相同,有侵入性气孔,析出性气孔,皮下气孔等。
2、侵入性气孔这种气孔的数量较少,尺寸较大,多产生在铸件外表面某些部位,呈梨形或圆球形。主要是由于铸型或砂芯产生的气体侵入金属液的未能逸出而造成。 防止措施: 1、改变型砂的透气性,选择合适的型空紧实度,合理安排出气眼位置以利排气,确保砂芯通气孔道通。 2、适当提高浇注温度,开排气孔和排气冒口等,以利于侵入金属液的气体上浮排出。
3、控制型砂或芯砂中发气物质的含量,湿型砂的含水量不能过高,造型与修模时脱模剂和水用量不宜过多。
4、砂芯要保证烘干,烘干后的砂芯不宜存放太长时间,隔天使用的砂芯在使用前要回炉烘干,以防砂芯吸潮,不使用受潮、生锈的冷铁和芯撑等。铸铁平台砂子的来源到底有几条途径呢?应该说大体上有六条途径,也就是六个来源。
1个来源是浇注速度过快,铸铁平台金属液冲击力太大造成砂粒从型壁上或者芯子上脱落下来。
2个来源是全箱操作者不仔细造成的。比如下芯前后型内的浮砂不能吹干净,或者明出气孔孔壁以及型内的虚砂、尖砂没有及时清理下来,或者是型内、浇冒口上的虚砂、尖砂没有吹下来,结果合箱后或者浇注过程中又掉落下来;或者搬运、压箱受到震动、撞击造成砂子脱落下来。
3个来源是合箱后有外来的砂子从明冒口、明出气孔或者直浇口上落入引起的。
4个来源是砂型或者砂芯的表面低,型壁上或者砂芯上的砂子经不住高温金属液的冲蚀而剥落下来。
5个来源是由于浇冒注系统设计不合理,造成浇冒系统发生了掉砂、冲砂、挤砂以及涂层脱落等下来的。
6个来源是铸型型腔内发生了掉砂、冲砂、挤砂以及涂层脱落引起的砂子,比如芯头间隙预留太小造成挤砂等。
创立时间
公司类型
注册资本
经营模式
主营:供应BOSCH LEGRIS FESTO SICK CKD ODE PARKER NORGREN AB
创立时间
公司类型
注册资本
经营模式
主营:仪器仪表的研发、零配件销售、批发;电子仪器的研发;检测设备、教学仪器、科学检测仪器、玻璃仪器、实验室耗材、通用仪器仪表、电子产品、汽车用品、制冷设备、电子仪器、智能产品、工业自动化设备、玻璃制品销售;化工产品检测服务、零售;成套电器控制设备;电器设备、日用百货、润滑油的零售。







免责申明:本网页所展示的有关【江苏铸铁试验平台2020年现货配支架 T型槽平台 铸铁平台_量具设备】的信息/图片/参数等由中商114的会员提供,由中商114会员自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,请谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。
友情提醒:建议您通过拨打厂家联系方式确认最终价格,并索要江苏铸铁试验平台2020年现货配支架 T型槽平台 铸铁平台_量具设备样品确认产品质量。如江苏铸铁试验平台2020年现货配支架 T型槽平台 铸铁平台_量具设备报价过低,可能为虚假信息,请确认江苏铸铁试验平台2020年现货配支架 T型槽平台 铸铁平台_量具设备报价真实性,谨防上当受骗。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎

 冀公网安备13010402002588
冀公网安备13010402002588