
铸铁平台平板,大型铸件,试验平台,焊接平台,装配平台,检验平台,钳工平台,铁...

服务热线
15350773479

联系姓名:郭星楠
联系电话:15350773479
所在地区:河北/沧州市
主营产品:铸铁平台平板,大型铸件,试验平台,焊接平台,装配平台,检验平台,钳工平台,铁...
提交后,商家将派专人为您服务
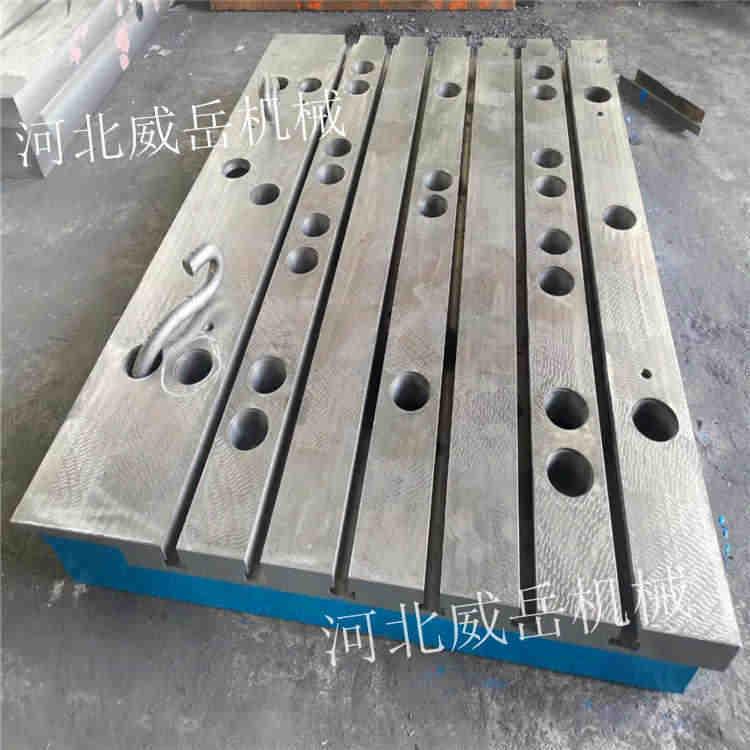
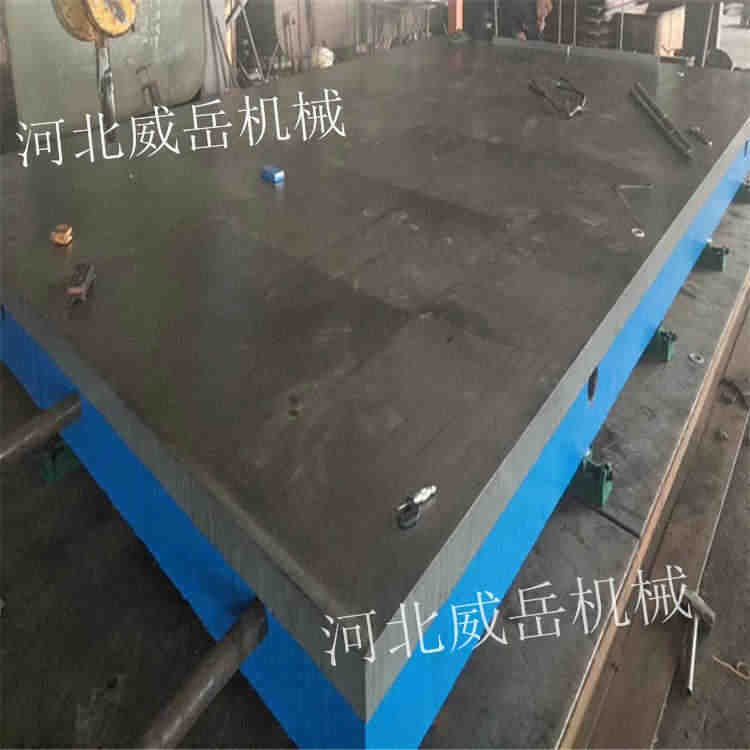
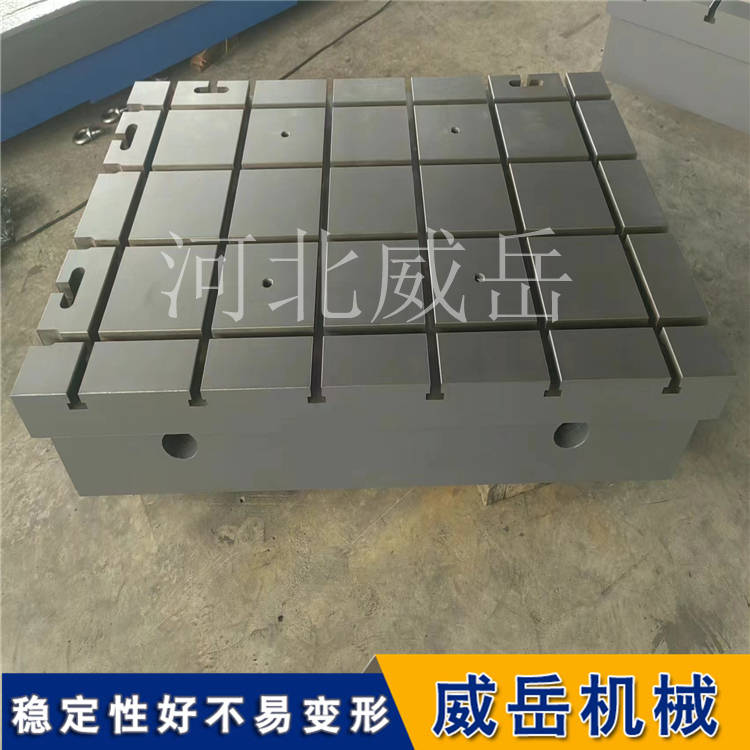
铸铁平台在造型制芯时容易造成的一些问题铸铁平台在造型制芯时容易造成的一些问题:
一. 在铸件http://www.chinaweiyue.com/的表面上,一层铁和铸件之间夹有一层型砂,用外观检查或机械加工可以发现。
原因分析:铁液进入砂型后,是型面层的水分向内迁移,在离型面3-5mm的地方形成高水分带,该处的强度大大的降低,易引起铁液潜入,或由于硅砂粒高温膨胀的应力使表面层鼓起,铁液钻入,形成夹砂。 1.浇铸的位置不当,对于水平浇铸的大平面铸件(铸铁焊接平台),有时由于铁液断续覆盖大平面的某处而产生夹砂。
2.型砂的紧实度过硬或紧实不均匀。
防止的方法:
1.尽量使大平面朝下或置于侧面,减少铁液对上平面的烘烤面积和烘烤时间。
2.对于铸铁焊接平台这样的大平面铸件,浇铸系统可分散布置,并适当的加大内浇口的截面,缩短浇铸的时间或倾斜浇铸。
3.型砂的紧实度不宜过紧,要求均匀,并加强透气。
4.手工造型时,局部的薄弱处,可插钉子加强。
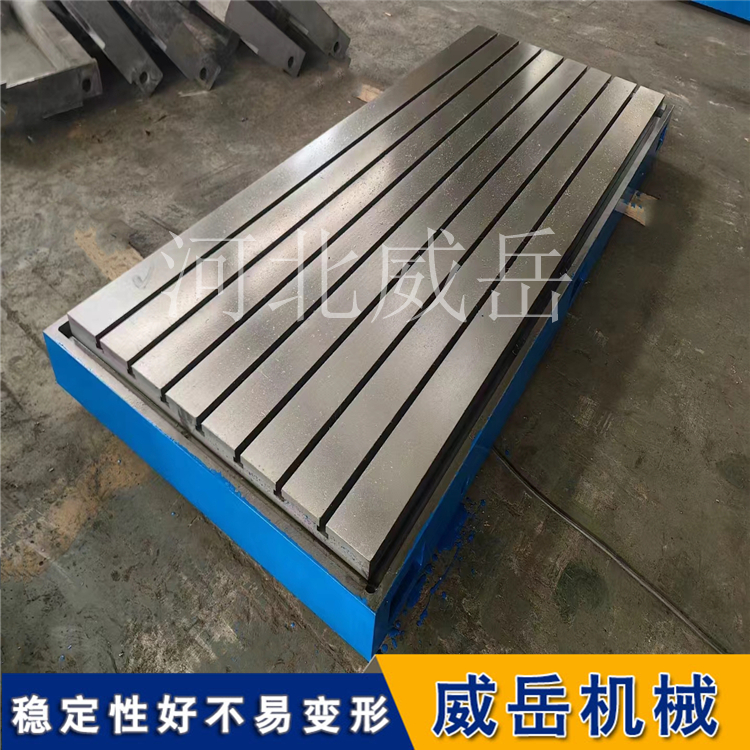
二. 铸铁焊接平台由于造型制芯时造成的砂眼问题特征: 铸件的空含有砂粒,用外观检查,机械加工或者磁力探伤可以发现。
原因分析:
1.造型和合箱时的落砂,未清砂干净。
2.湿型在浇注前的停留时间过长,使干燥部分或凸出部位脱落。
3.由于模型的结构设计不太好,发生粘模,而砂型又
未修理好,或对铸件拐弯处未捣圆角。
4.浇注系统的位置不合适,如直对砂芯,或浇口太小,铁液的冲刷力大,破坏局部砂型。
防止的方法:
1.合箱前,将型腔内的落砂清扫干净,仔细合箱,并及时盖住浇冒口,以免重新掉入砂粒。
2.合理选择芯头和芯座之间的间隙,以免合箱时压碎。
3.缩短湿型在浇铸前的停留时间。
4.合理选择起模斜度和圆角,手工造型时,可压出圆角。成批的生产中,模样应涂刷分型剂,以免粘模,并注意修理好损坏部位。
5.浇铸系统位置和大小合适。
三. 铸铁焊接平台由于造型制芯时造成的气孔问题特征: 局部的气孔,铸件的局部地方,出现的孔表面较干净光滑的单个气孔或蜂窝状气孔。
原因分析:
1.砂型紧实度过高,降低了透气性。
2.浇注系统设置不合理,使排气不通或产生涡流,卷入气体。
3.砂型排气不好,或通气道堵塞。
防止的方法:
1.浇注系统的设置应考虑型腔内排气通畅及平稳流入铸型。
2.起模和修型时,不宜刷水过多。
3.砂芯排气要求通畅,合箱时,注意封死芯头间隙,以免铁液钻入,堵塞通气道。
4.芯撑和冷铁干净,无锈。
5.砂型的紧实度要求均匀,不宜过紧。
6.对于铸铁焊接平台这样的大平面铸件,可采用倾斜浇铸,出气孔处稍高,以利排气。
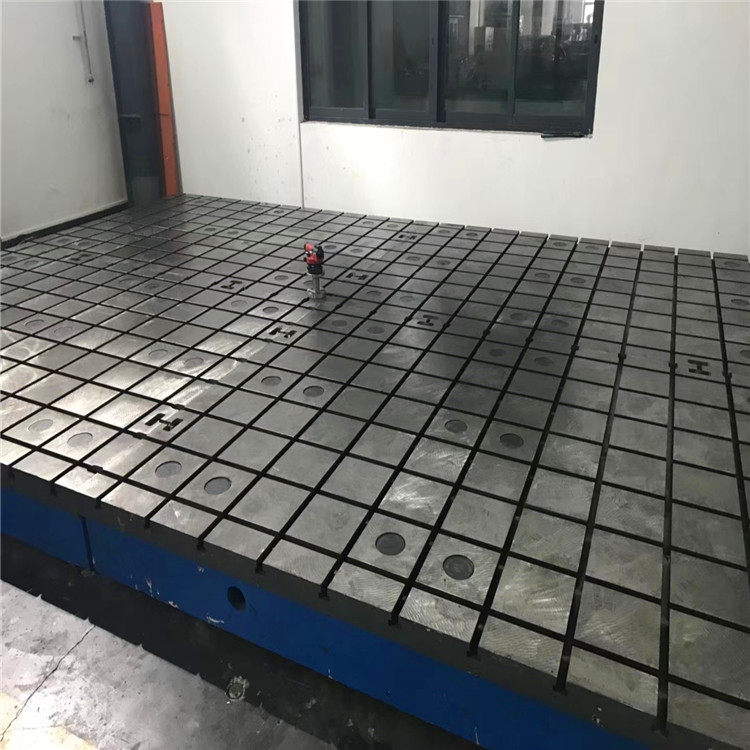
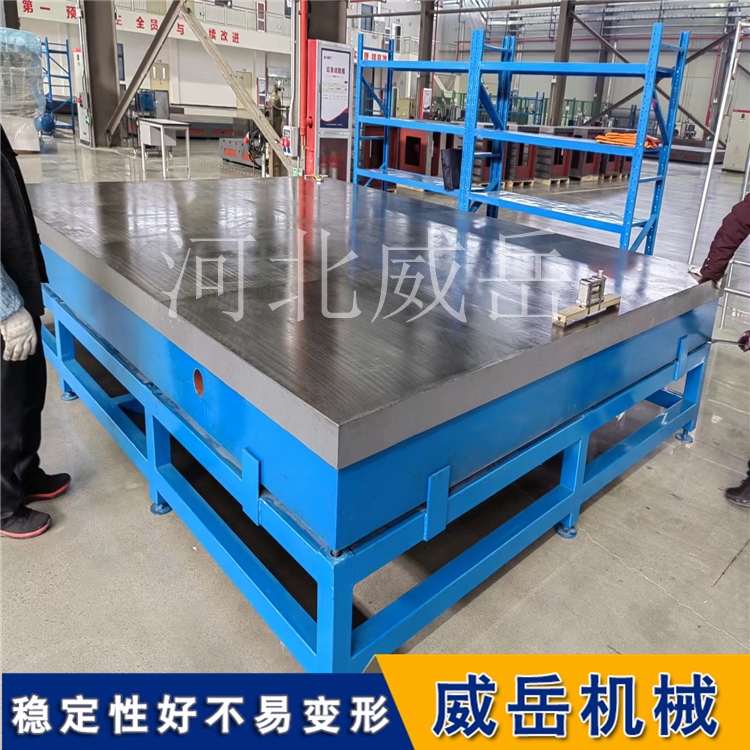
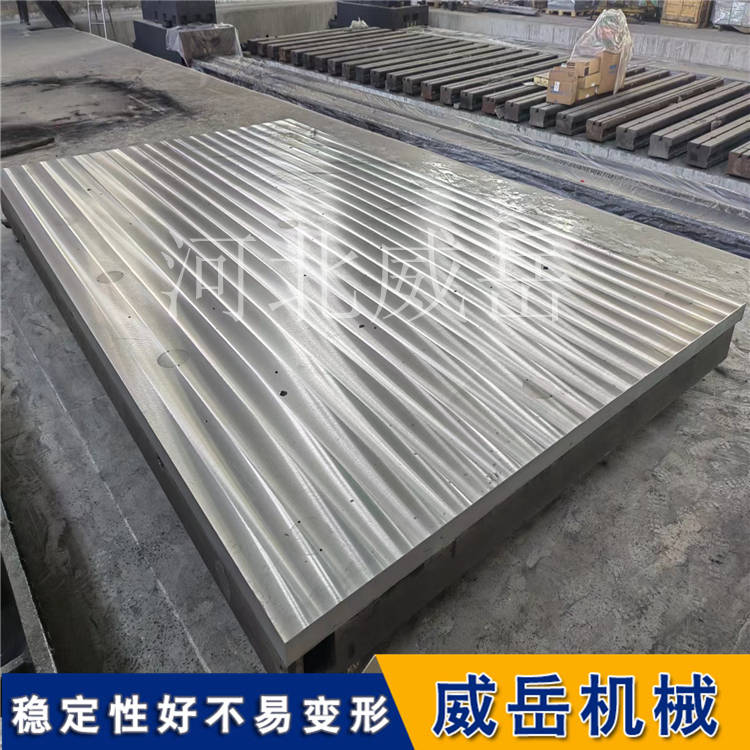
铸铁焊接平台贮存方法与清理一般使用和保存铸铁平台得当的话,其作业面的精度可以维持两年以上的时间,如果精度变化已经影响了工件的正常使用们可以采用调试或者刮研的手法进行正,铸铁焊接平台的理想使用寿命合一到50年以上,一般到10到20年是问题不大的。
关健在于在铸铁焊接平台平板的使用过程中不要长时间处于湿润、腐蚀、过高或过低的温度环境条件下,这样能很大限度上保证铸铁焊接平台的使用寿命和工件作业质量。
先,正确的使用和贮存方法直接关乎铸铁平台的精度保持,在阳光的高温暴晒下使用铸铁焊接平台进行工件操作是被严格禁止的。其次,同样铸铁平台也不适宜在气温较低的情况下放置,铸铁平台的基面要与地面保持距离,避免和地面直接接触,这样可以显著降低生锈的几率,适当也要涂抹一些防锈油。
再次,铸铁焊接平台至于高温的环境中发生变形的几率也会变大,适宜的温度在15到25摄氏度之间为好。
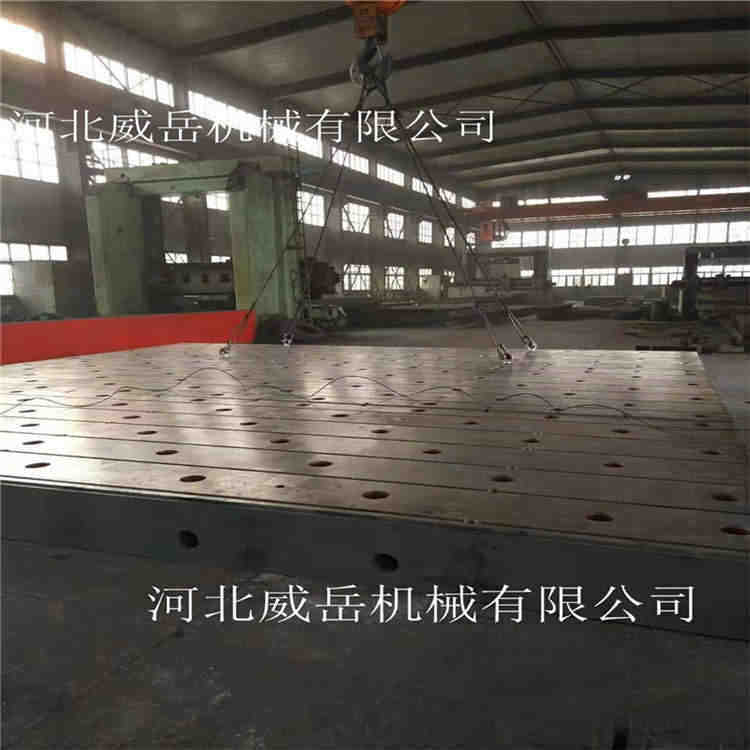
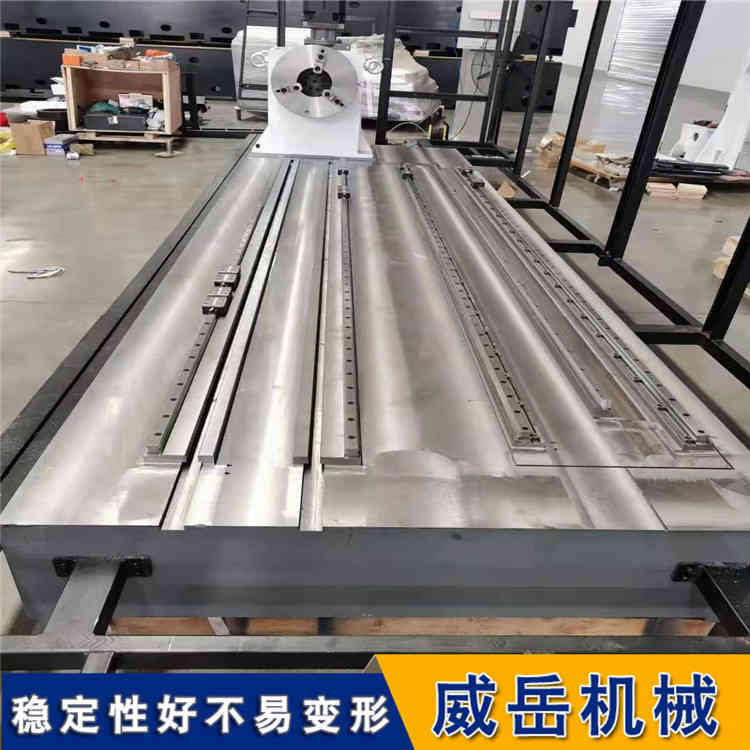
铸铁焊接平台的检定规程要求
1、经检定符合铸铁焊接平台检定规格要求的铸铁平台,发给检定;不符合本规程要求的,发给检定结果通知书,铸铁平台的检定周期根据使用的具体情况确定,一般为一年。根据被检铸铁平台准确度等级,选用检定工具,用对角线法检定铸铁平台工作面的平面度。
2、用表面粗糙度比较样块比较检定铸铁平台工作面与侧面的表面粗糙度,用分度值为2′的角度规进行检定侧面夹角。
3、根据铸铁平台检定规程要求,目力观察和试验外观及表面质量,用检定工具(准确度不低于被检铸铁平台的铸铁平板或平尺)以涂色法检定刮制铸铁焊接平台的接触点数。
铸铁焊接平台裂痕:产生原因:收缩应力和顶出或整缘时受力裂开造成。解决方法:
1、可以加大圆角;
2、检查是否有热点出现;
3、增压的时间轻微改变;
4、增加或者缩短合模的时间;
5、增加拔模角;
6、增加顶出销;
7、检查模具是否有错位、变形
8、检查合金部分;铸铁平台使用前,调整是比不可少的,调整可提升该部件在统一热用上的可观呈现性,相比较于其它运用技术来说,其铸铁平板则
应该符合这个选购了,那么在此以下我们就一起来了解一下,有关铸铁平板在应用时必用的调整方法。用水平仪检定时,平板本身为测量基面,其放置应稳定;用自准直仪检定时,仪器与平板不在同一刚体上。仪器支架牢固性尤为重要。所以检定规程要求检定场地应牢固稳定,检定地点应避免振动。
往往正确的调整方法才是为关键的,因为这一点是保证铸铁焊接平板良好运用的重要因素,相比较于其它应用现状来说,其铸铁焊接平板的可观应用特点则需要符合这一特点,毕竟这些方面都是提升铸铁平板良好运用的重要因素。
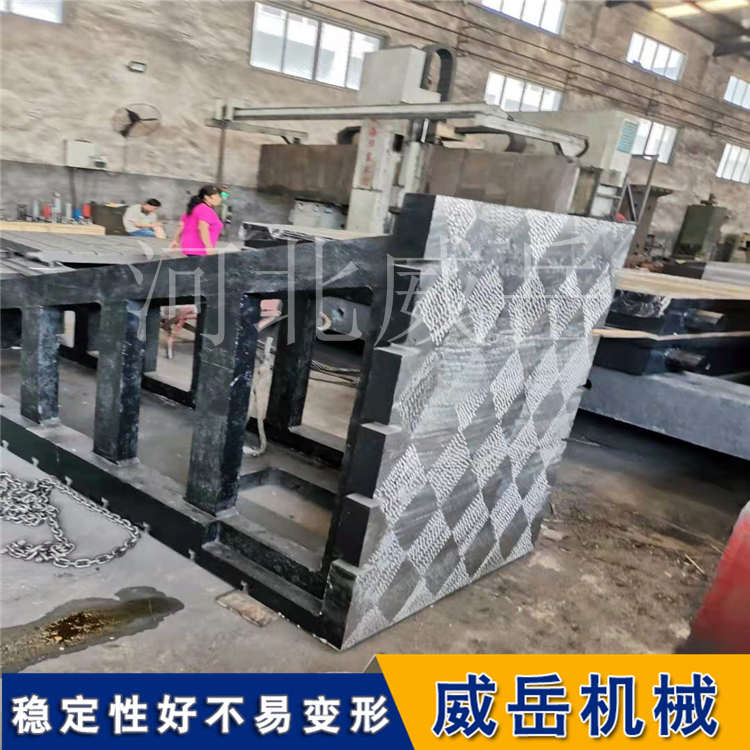
铸铁焊接平台进行抛丸清理的理想温度好是接近环境温度,但每家铸造厂的冷时间不尽相同,因此铸铁焊接平台铸件进入抛丸室的温度差别也很大。抛丸机在设计时,应考虑到用户生产可能的高温度,假设客户需要对如此 端高温的铸件进行清理,设计的抛丸机就符合这样的要求,如此才能减少日后的维修,停机和其他包括操作等问题。
一般铸造厂用的抛丸机可处理表面温度高度100°;C左右的铸件。在这样的温度下,就不适宜用橡胶履带输送式抛丸机,而要选择用钢履带式或锰钢履带输送式抛丸机。铸铁平板(铸铁平台)铸造完成后,要对铸件进行清砂处理。清砂形式有清砂及抛丸清砂。清砂费用低,有些局部处理的不是很干净。抛丸清砂费用高,表面清理的干净。





免责申明:本网页所展示的有关【北京铸铁焊接平台半成品配图纸 T型槽平台 铸铁平台_量具设备】的信息/图片/参数等由中商114的会员提供,由中商114会员自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,请谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。
友情提醒:建议您通过拨打厂家联系方式确认最终价格,并索要北京铸铁焊接平台半成品配图纸 T型槽平台 铸铁平台_量具设备样品确认产品质量。如北京铸铁焊接平台半成品配图纸 T型槽平台 铸铁平台_量具设备报价过低,可能为虚假信息,请确认北京铸铁焊接平台半成品配图纸 T型槽平台 铸铁平台_量具设备报价真实性,谨防上当受骗。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎


 冀公网安备13010402002588
冀公网安备13010402002588