
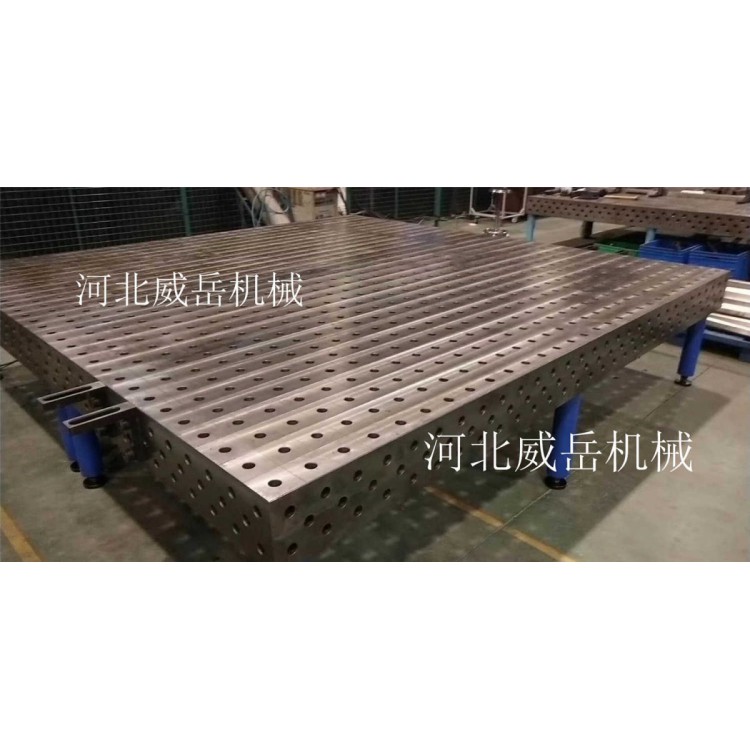
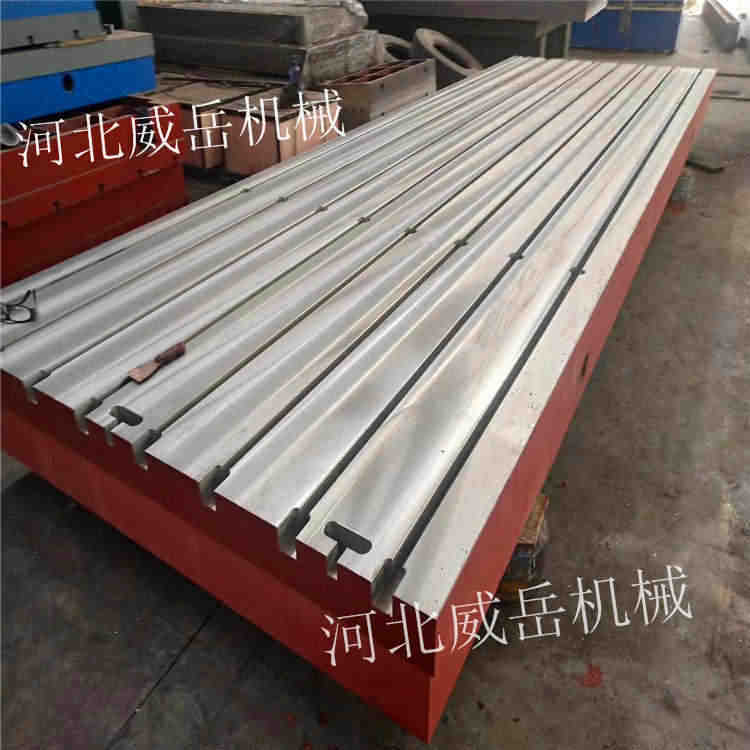
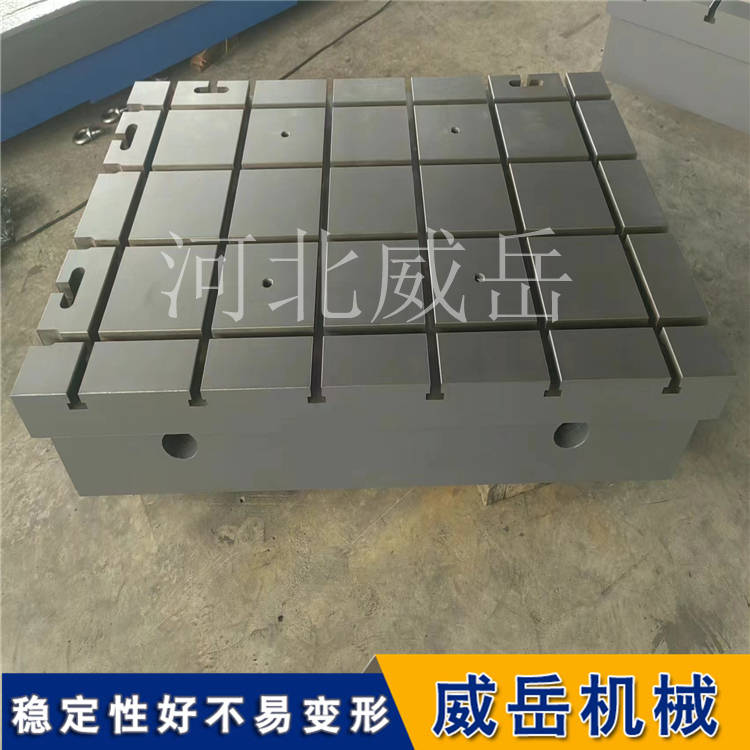
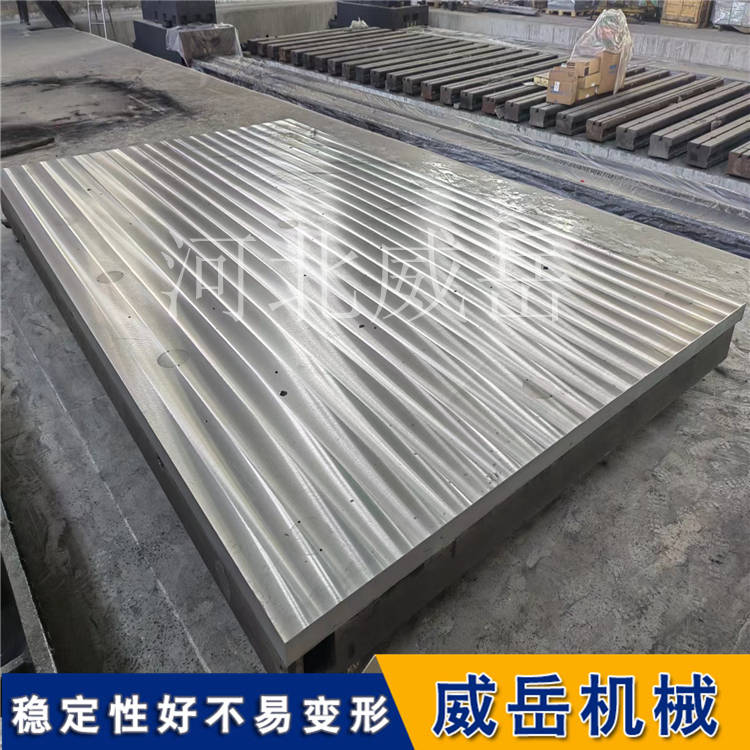
铸铁平台平板,大型铸件,试验平台,焊接平台,装配平台,检验平台,钳工平台,铁...

服务热线
15350773479




联系姓名:郭星楠
联系电话:15350773479
所在地区:河北/沧州市
主营产品:铸铁平台平板,大型铸件,试验平台,焊接平台,装配平台,检验平台,钳工平台,铁...
提交后,商家将派专人为您服务
铸铁机床铸件产生问题的原因:
1、缩孔原因
机床铸件http://www.chinaweiyue.com/在冷凝过程中收缩,得不到金属溶液的补充而产生的孔洞,一般位于铸件的热节处。
应对方法:可利用冒口与冷铁配合,进行补缩,去掉缩孔。
2、渣孔原因
渣料太稀,出钢前未扒净。浇注时,挡渣不好。炉嘴上的杂质未清理干净。
应对方法:合理设计浇注系统,或使用铸造纤维过滤网。选择合适的熔剂,严格控制质量。采用倾斜浇注。
3、垮砂原因
由于铸型表面在内力、外力或自重的作用下造成破坏而引起。
应对方法:①提高型砂强度。②根据铸件结构,设计或选用合适的旧砂箱。③分型面上下要修光对称。
4、粘砂原因
由于涂料、型砂颗粒、干砂振实造型及负压浇注和浇注温度失控在浇注后金属液与型砂相互粘结在机床铸件表面形成的问题。
应对方法:采用防粘砂涂料,均匀涂覆,在易产生粘砂部位适当增加涂层厚度。型砂中粘结剂含量要适当,不宜过高。适当降低浇注温度、浇注速度和浇注高度,降低上型高度和浇口杯高度,以减小金属液动压力、静压力及对铸型的热冲击。
5、多肉原因
模具原因,砂型起破,砂型损坏,吃砂量不够
应对方法:①应用较细的面砂,并适当增加粘结剂和混砂时间,以提高面砂强度。
②要求型砂紧实度均匀,并有足够的吃砂量。
6、冷隔原因
铸铁机床铸件浇注温度或铸型温度低,内浇道面积小,浇注速度慢,浇注时断流。
应对方法:提高浇注温度,扩大内浇道面积,提高浇注速度,防止断流。
7、损伤原因
①铸件结构不好;②铸件在搬运装卸过程中受撞击而损坏;③铸件在机械加工时夹紧力和切削力过大;④浇道,冒口,出气冒口截面积过大,与铸件本体连接处无缩颈或缩颈尺寸太大;⑤圆角过小;⑥敲除冒口方法不当;⑦铸件强度和韧性差;⑧铸件内部有较大残留应力或已有裂纹。
应对方法:①改进机床铸件结构,避免薄弱结构,避免壁厚悬殊过大和尖角过渡;②小心清理,存放,运输铸件;③正确设计冒口;④敲除冒口的方向和方法要正确;⑤提高合金力学性能。
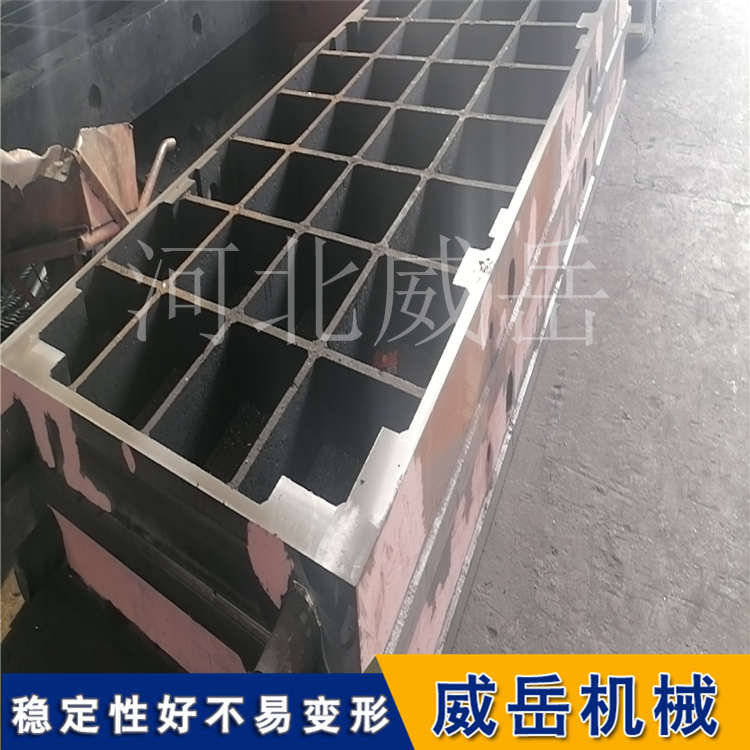
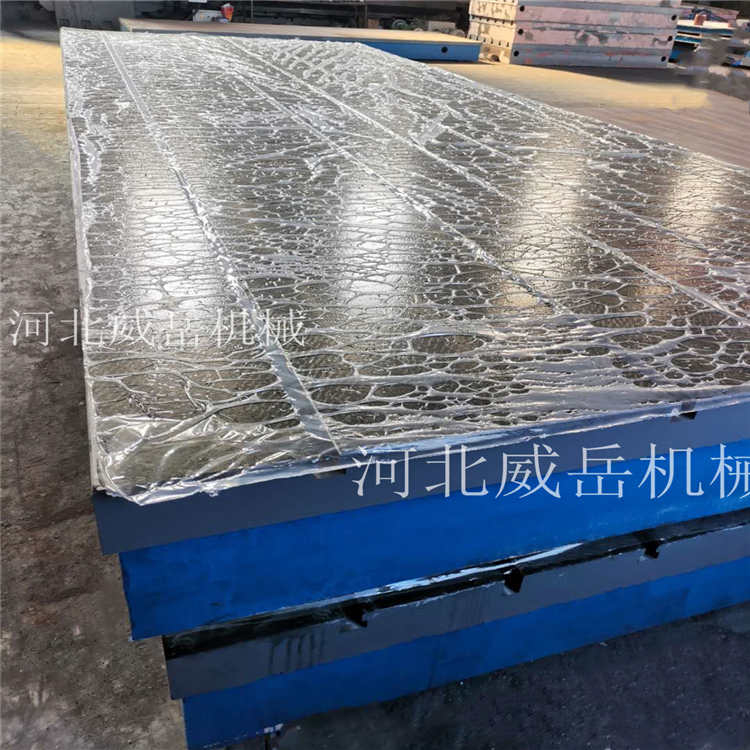
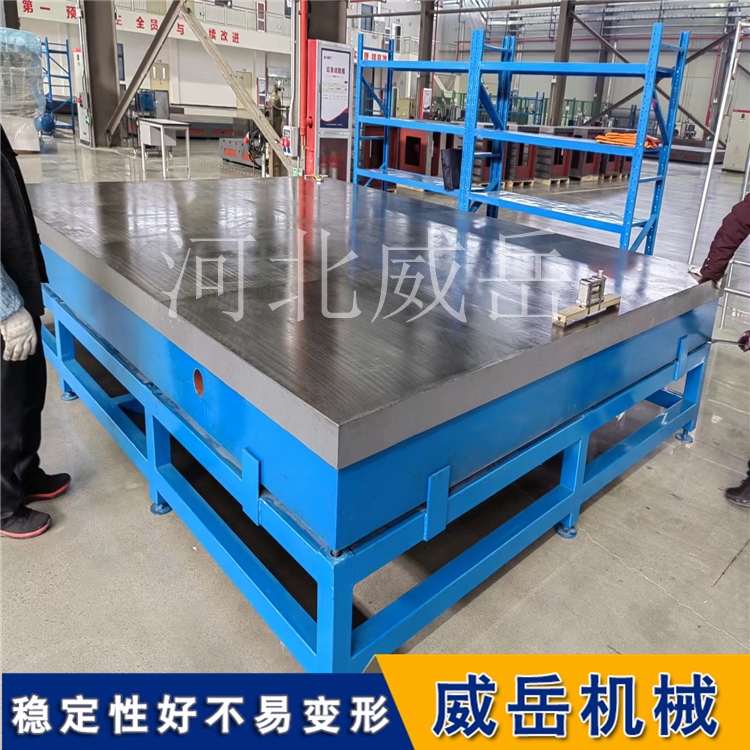
铸铁机床铸件浇注准则:
1、大型机床铸件清理。床身铸件清理实质就是对铸件的美容,所谓清理就是使铸件表面质量得以提高。
对于小件,先用六角滚筒进行一次粗清理,再用抛丸清理转台对其二次精处理,用自带除尘设备的砂轮机精整,合格后刷防锈漆入库。对于中、大件先用震动落砂机去涂大块砂团,然后送入抛丸清理室抛丸清理,然后用手提砂轮机精整,合格刷防锈漆入库。
2、铸铁熔炼及浇注铁水质量对铸件表面质量影响,主要表现在两个方面:一是铁水中杂质的含量,特别是氧化铁含量,它易在铸件表面产生夹渣或渣气孔;二是铁水中气体含量,气体含量高易使铸件在表面或皮下产生气孔。我们采取的主要措施是提高铁水温度,建立完善的冲天炉检测系统,保证冲天炉处于正常状态。
3、铸铁机床铸件“高温静置,低温浇注”是浇注的控制准则,以降低铸件的气孔、缩孔及表面粘砂问题。提高铸造技术水平,改变出口机床铸件表面质量
4、合理确定铸铁机床铸件分型面尽量减少分型面,以减少因分型面所形成的飞边、表面凹凸等铸造表面问题;提高坭芯的整体性,减少坭芯之间的接合数目,减少坭芯之间或坭芯与型之间的配合间隙,以提高大型铸件的表面凹凸度及轮廓清晰度。
5、铸铁机床铸件工艺参数的选择工艺参数对铸件尺寸精度以及轮廓清晰度有较大的影响。经过多次工艺试验,对每一工艺参数都认真选择。
6、铸铁机床铸件地应用铸造工艺成果,提高铸造工艺水平,以减少铸造问题,特别是机床铸件表面问题。






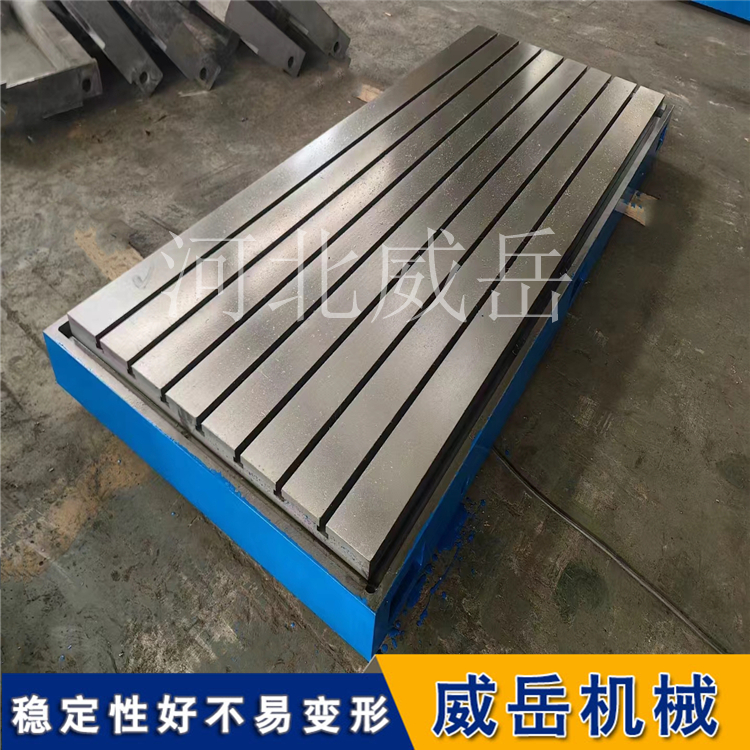
免责申明:本网页所展示的有关【厂家供应铸铁机床铸件2乘5米刨床加工 可开槽 铸铁平台_量具设备】的信息/图片/参数等由中商114的会员提供,由中商114会员自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,请谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。
友情提醒:建议您通过拨打厂家联系方式确认最终价格,并索要厂家供应铸铁机床铸件2乘5米刨床加工 可开槽 铸铁平台_量具设备样品确认产品质量。如厂家供应铸铁机床铸件2乘5米刨床加工 可开槽 铸铁平台_量具设备报价过低,可能为虚假信息,请确认厂家供应铸铁机床铸件2乘5米刨床加工 可开槽 铸铁平台_量具设备报价真实性,谨防上当受骗。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎


 冀公网安备13010402002588
冀公网安备13010402002588