
铸铁平台平板,大型铸件,试验平台,焊接平台,装配平台,检验平台,钳工平台,铁...

服务热线
15350773479





联系姓名:郭星楠
联系电话:15350773479
所在地区:河北/沧州市
主营产品:铸铁平台平板,大型铸件,试验平台,焊接平台,装配平台,检验平台,钳工平台,铁...
提交后,商家将派专人为您服务
铸铁平台浇注不足是铸造过程中比较普遍的问题,出现浇不足问题,铸件基本上报废了,没有任何弥补的措施,给铸造企业带来严重的损失,为减少铸件报废率,为小编大家整理了一下铸铁平台铸件浇不足的措施,希望能够对大家有所帮助。
铸铁平台浇不足铸型部位铸件缺肉一部分,成为一个不完整的铸件,缺肉部位呈圆形,上面有些毛刺,铸铁平台直浇口顶部与浇不足铸件部位,二者基本上相平齐。浇不到铸件部位呈圆角 亮,常出现在远离或隔离内浇口部位的薄壁处。直浇口形似浇满铸型状。
亮,常出现在远离或隔离内浇口部位的薄壁处。直浇口形似浇满铸型状。
分析一下铸铁平台浇不足形成的原因
1、平台重量估计不足或计算失误,浇注时铁水不够浇不足。
2、包内剩余铁水重量估计不足,铁水温度低,粘包严重,浇注时铁水不够浇不足。
3、浇注系统结构,开设和设置部位不当。如直浇口太小或高度不足,静压力小,内浇口数量少,截面积小,设置部位距离远等,浇注时铁水流量慢,浇不到。
4、浇注速度慢,使铁水流量缓慢,造成浇不足。
5、浇包内炉渣未扒干净,浇注铸铁地轨时炉渣混入铁水中进入浇口内,堵塞浇注系统,使铁水流量减弱,后铁水浇不进去,中途断浇。
6、另外还有浇注时,中途因停电或设备故障,浇注中断,造成浇不足,这需要铸造企业做好定期的设备检查与维护。
找到了原因,要“对症下药”,接下来,讲一下如何预防铸铁平台浇不足问题。
1、正确估计和计算铸铁平台重量
铸铁平台密度为7.2kg/dm3浇注一个铸件要多出10~20的铁水才行,浇冒口例外,否则不能去浇,以防缺水。
2、正确估计浇包中的铁水重量,重量不足或铁水温度低,切勿浇注。
3、根据铸铁平台结构和技术要求,设置正确合理的浇注系统,浇注时铁水顺利平稳地浇满铸型。
4、浇注时应先慢浇,对准浇口杯后要快浇,待铸型将浇满时稍浇慢些,当冒口处慢慢升起铁水时,切勿误认为铸型浇满。
5、出铁水后,浇包中炉渣要扒干净,必要时搅拌后扒渣干净,盖上稻草灰,拦渣后浇注,避免炉渣进入浇口内。
6、中途因故停炉,浇包中的铁水或炉内出来的铁水温度过低,不能浇注倒入回铁槽。
铸铁平台在生产过程中,会出现重量的偏差。往往铸铁平台的设计考虑到铸造误差和机械加工的误差,铸铁平台的重量误差一般不得超过10,超过10时,要对铸铁平台的质量做进一步的鉴定才可以确定此铸铁平台是否可以投入使用
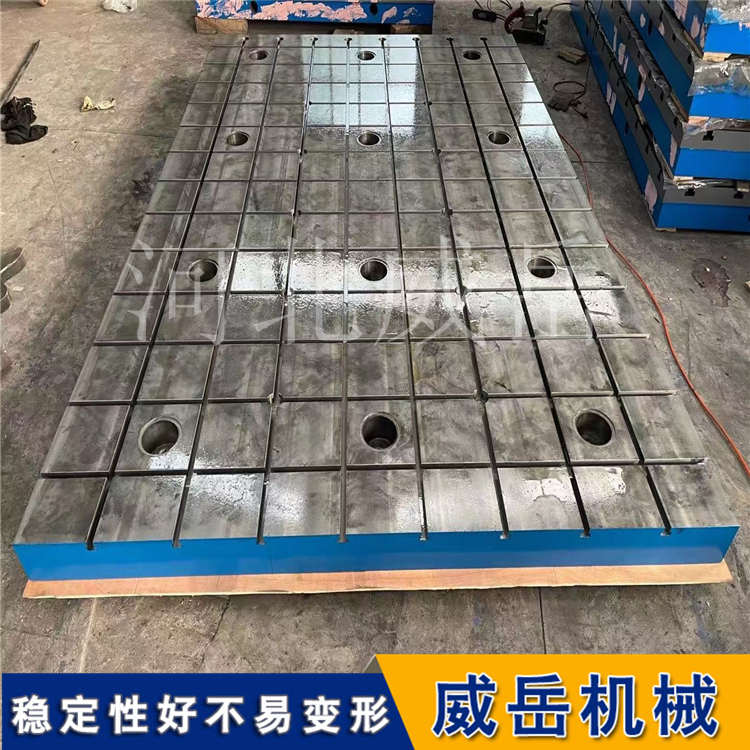
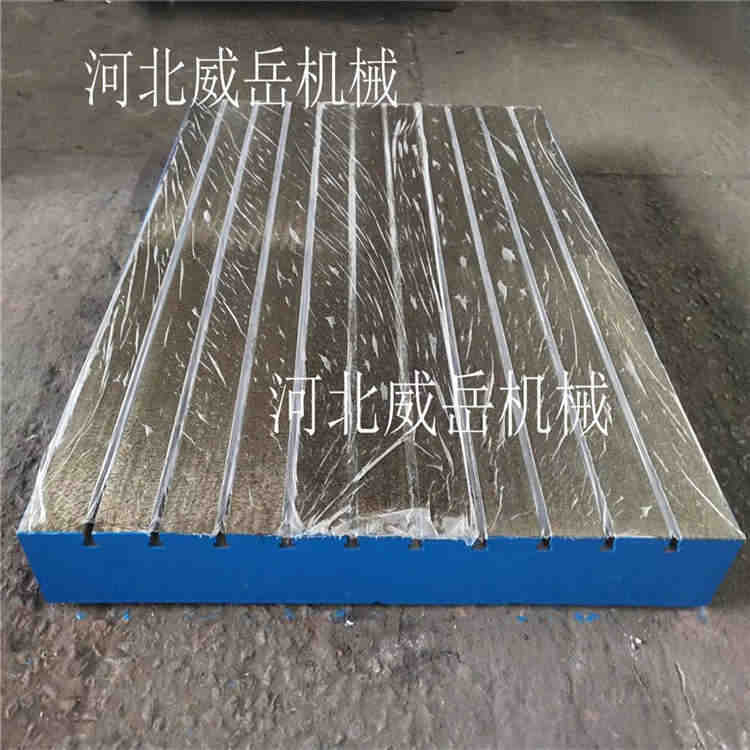
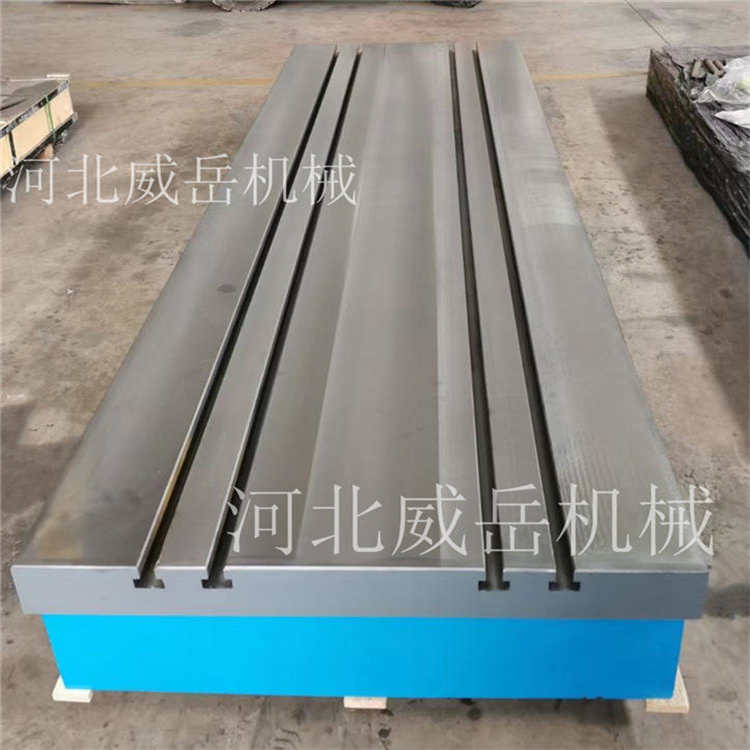
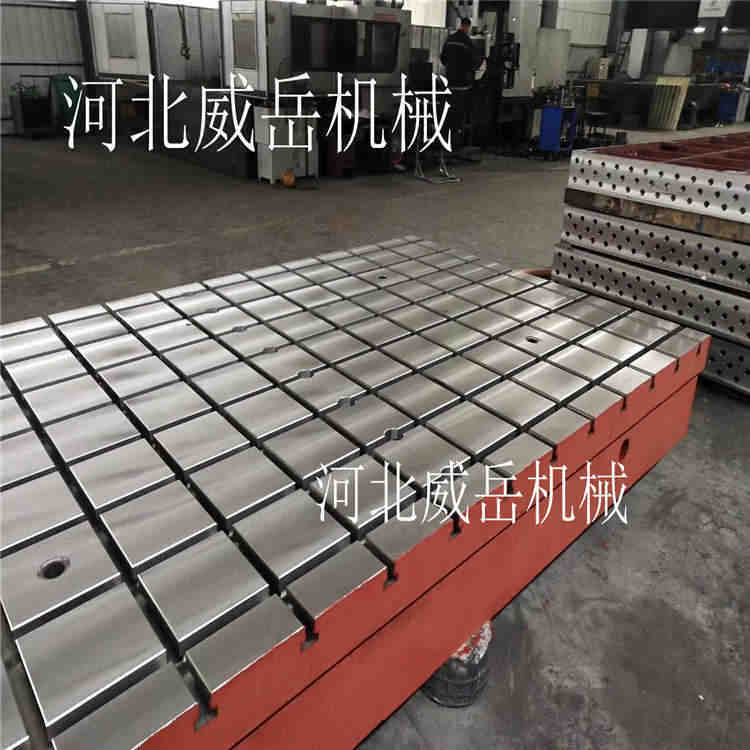
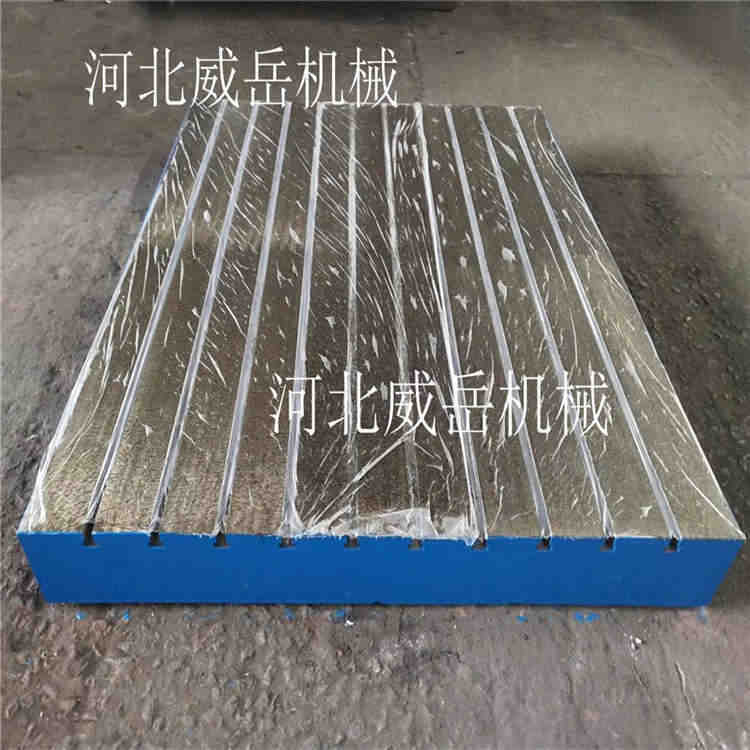
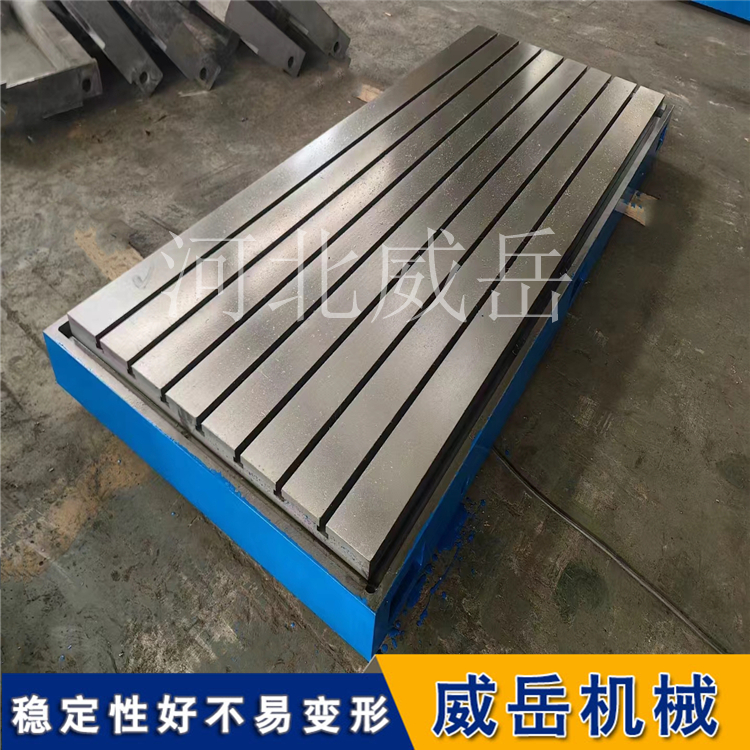
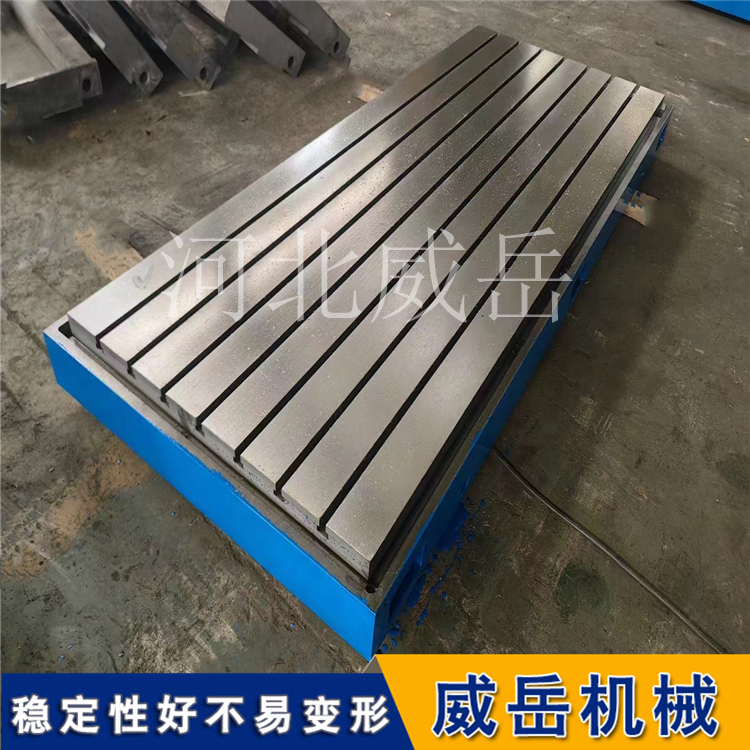
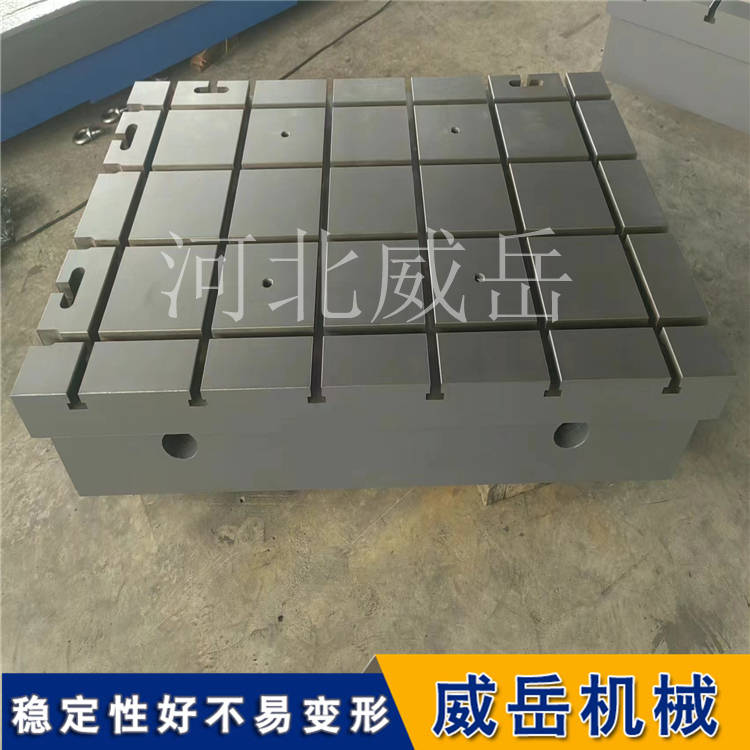
铸铁平台产品制成筋板式和箱体式,工作有长方形,材料HT200,工作面采用刮研工艺,工作面上可加V型、T型、U型槽和圆孔、长孔等。平台是用于工件检测或划线的平面基准器具,平台安装应调至水平、负荷均分布于各支点上,环境温度使用时应避免振动。
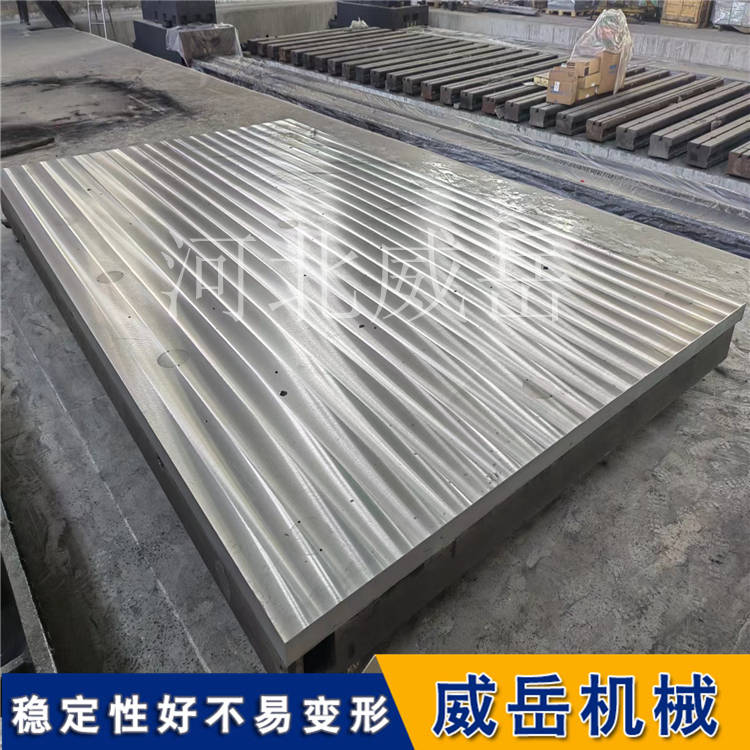
铸铁平台的质量好坏,与浇注的铸件有直接的关系。在浇注铸铁平台平台铸件时要按照浇注法,进行操作,这样才能铸铁平台的初期质量。下面我河北威岳铸造来为您仔细讲解一下浇注的过程。
首先是浇注的操作:浇注的操作需要注意,铁液量的估计,浇注前要计算好每个铸型需要的铁液量,不能少,也不要太多。要提前部署好浇筑的路程,千万留神不要挡渣,外浇空要一直保持充满状态,防止熔渣与气体等进入铸型内。
二点浇注的温度:铸铁平台的浇注温度:浇注温渡过高,铁液在铸型中紧缩量变大,易产生缩孔、裂纹及粘砂等流弊;温渡过低则铁液流动性差,又简单出现浇不足、冷隔与气孔等流弊。符合的浇注温度应根据铸件的大小、形状及壁厚来肯定。对形状繁杂的薄壁铸铁件,浇注温度为1400左右;对形状较简单的厚壁铸铁件,浇注温度为130O左右即可。http://www.chinaweiyue.com/
三点浇注的速度:铸铁平台的浇注速度:浇注速度太慢,金属液冷快,易产生浇不足、冷隔以及夹渣等流弊;浇注速度太快,则会使铸型中的气体来不及排出而产气孔。同时,易组成冲砂、抬箱与跑火等。
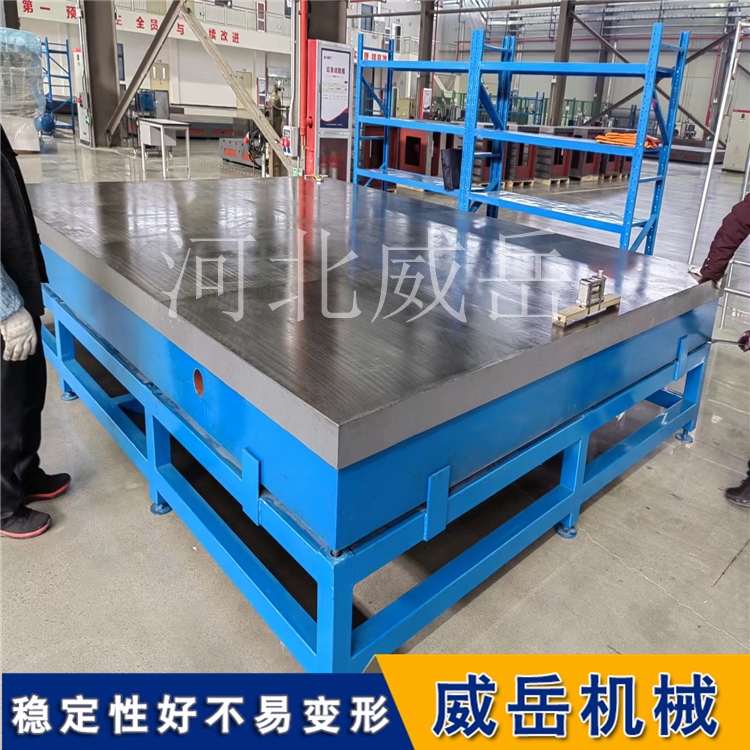
我公司一直不断创新,自主研创高质量、高精度、高耐磨度,稳住扎实步伐!



免责申明:本网页所展示的有关【温州铸铁平台生产厂家保平面度_其他量具】的信息/图片/参数等由中商114的会员提供,由中商114会员自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,请谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。
友情提醒:建议您通过拨打厂家联系方式确认最终价格,并索要温州铸铁平台生产厂家保平面度_其他量具样品确认产品质量。如温州铸铁平台生产厂家保平面度_其他量具报价过低,可能为虚假信息,请确认温州铸铁平台生产厂家保平面度_其他量具报价真实性,谨防上当受骗。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎



 冀公网安备13010402002588
冀公网安备13010402002588