
铸铁平台平板,大型铸件,试验平台,焊接平台,装配平台,检验平台,钳工平台,铁...

服务热线
15350773479





联系姓名:郭星楠
联系电话:15350773479
所在地区:河北/沧州市
主营产品:铸铁平台平板,大型铸件,试验平台,焊接平台,装配平台,检验平台,钳工平台,铁...
提交后,商家将派专人为您服务
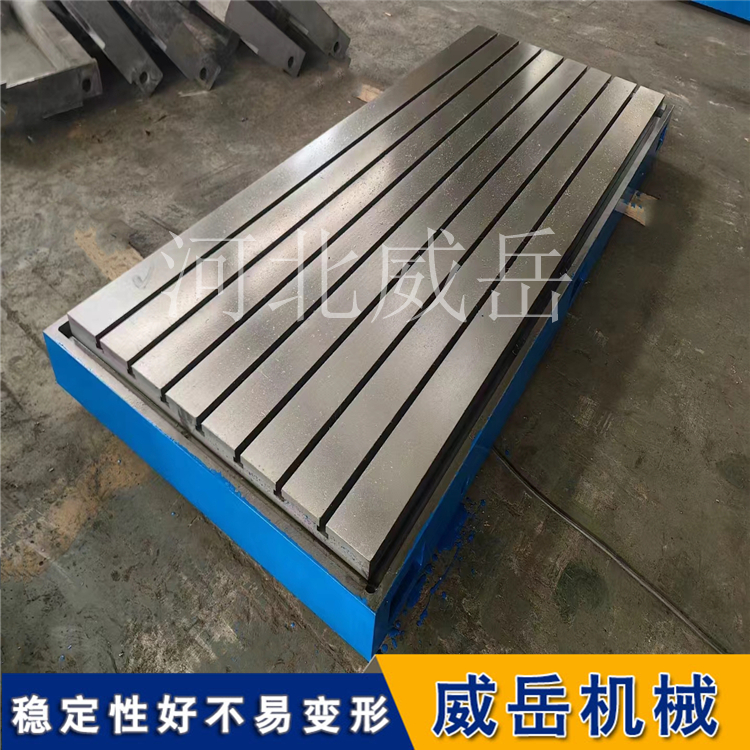
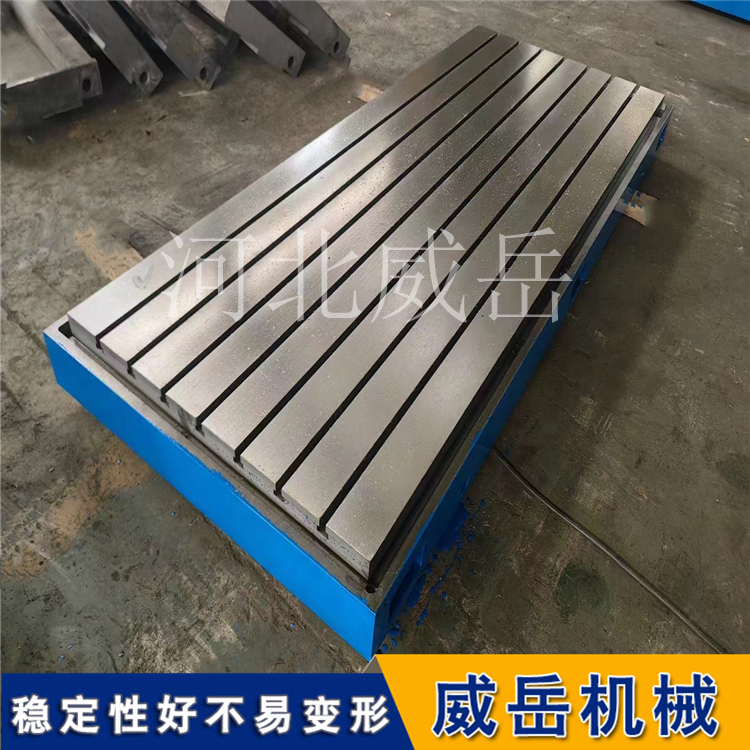
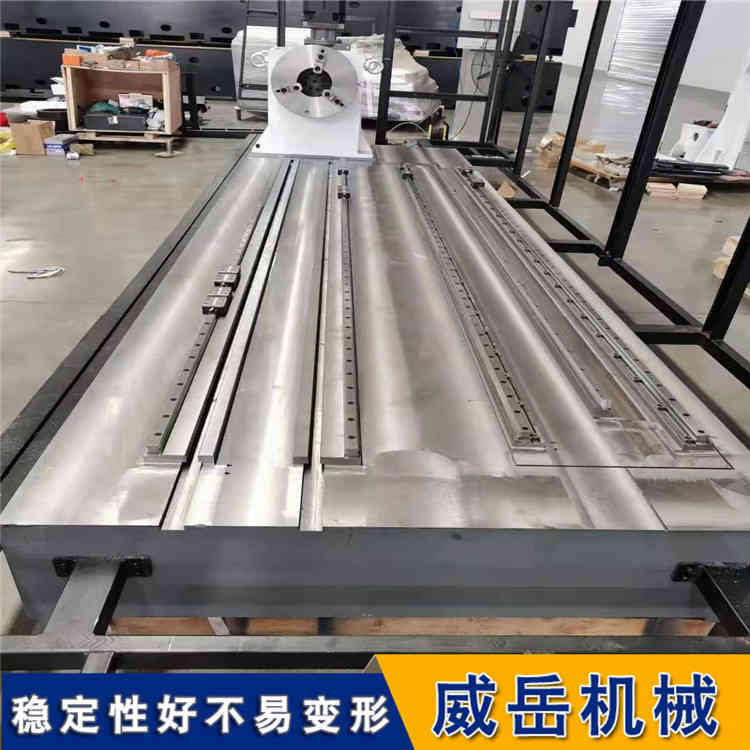
铸铁T型槽平台的T型槽作用就是配合螺栓和螺杆对工件进行固定,方便焊接和装配等工作,T型槽的尺寸要根据使用螺栓的尺寸来定,T型槽的规格尺寸一般都是按客户需要定制的,而T型槽的加工是有它自己的加工方法的。
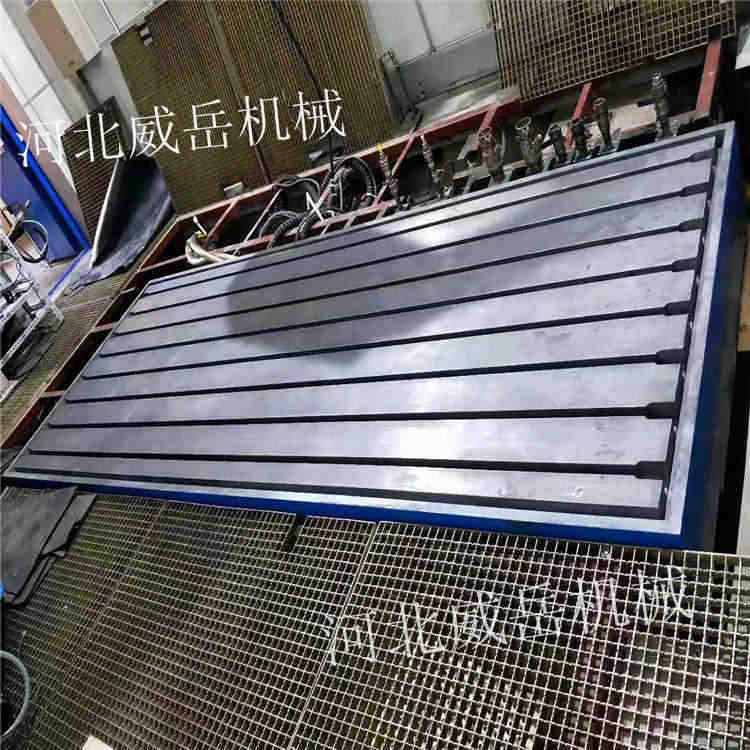
T型槽在加工时按照在铸铁平台的端面和上平面已经画好的加工线 找正和装夹平板。用切槽刀刨出直角槽。如果T型槽较小(槽宽小于100mm),顶部直角槽精度要求不高,可在一次走刀中切出,使其宽度等于T形槽槽口的宽度。如果T形槽较小和槽口精度要求较高或T形槽较大时,粗刨和精刨两次刨出直角槽。我公司生产配重铁
找正和装夹平板。用切槽刀刨出直角槽。如果T型槽较小(槽宽小于100mm),顶部直角槽精度要求不高,可在一次走刀中切出,使其宽度等于T形槽槽口的宽度。如果T形槽较小和槽口精度要求较高或T形槽较大时,粗刨和精刨两次刨出直角槽。我公司生产配重铁
刨侧面左右凹槽。加工前,用铸铁直角尺或铸铁方尺检查弯头切刀切削刃与铸铁平板顶面是否垂直(允许倾斜一个小度角ε,一般取ε=25'~30',以抵抗切削抗力使刨刀刀杆产生的弯曲弹性变形),若不垂直,则应重新调整刀到保证垂直为止。然后用弯头切刀分别刨削左右侧面的凹槽。倒角。用两个主偏角均为45°的尖头刨刀倒角。
铸铁T型槽平台在加工T型槽的时候要注意切削用量要求,并且要用手动走刀,以免损坏刀和工件。在刨削T型槽过程中要注意刀的非切削部分不要与铸铁T型槽平台发生摩擦或碰撞,以免造成事故或产生废品。
每次切削行程的终了、回程开始之间,要切刨刀抬出槽处。因此,前后越程都应该适当放大,以便有较充足的进间和空间抬刀或落刀。
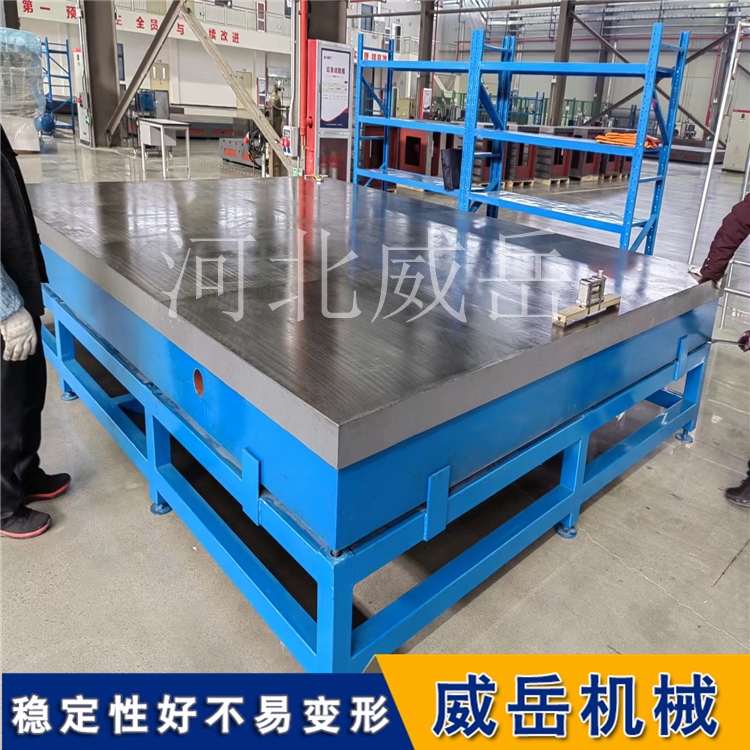
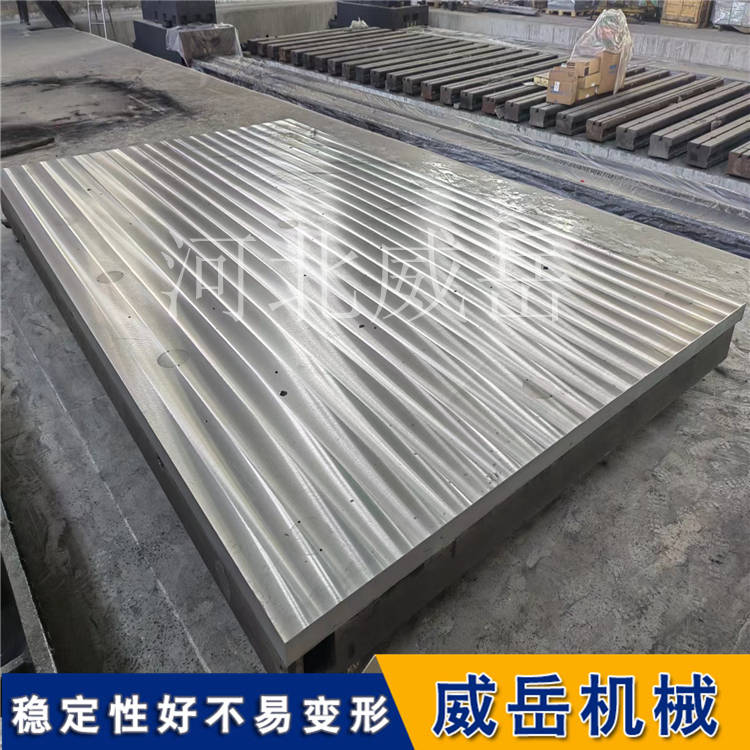
一般国标精度的铸铁平台都是采用人工刮研的方法做到的,而刮研技术是利用刮刀、基准表面、测量工具和显示剂,以手工操作的方式,边研点边测量,边刮研加工,使工件达到工艺上规定的尺寸、几何形状、表面粗糙度和密合性等要求的一项精加工工序。下面小编给大家介绍铸铁平板刮研三部曲——步粗刮时要注意的事项。
1、使用粗刮刀,刮削的刀迹要宽,约15mm左右,吃刀要深,约0.01mm左右,否则将浪费刀锋,降低工作效率。
2、刀迹要连成一片,不可重复,否则会造成某些地区特别低凹的现象。
3、粗刮时高出的点很少,而高出的点只是代表高起的部分高的一点,所以刮时不仅要刮去高的点,周边的部分也要刮去。
4、粗刮的一般要求,刮到每25mm2有3~4个点子就行。刮削平板时用力大中间容易落刀。用边小四周边上不容易落刀,所以在刮削时要注意避免发生这一情况。
6、粗刮的好坏,也就是说粗刮的平整性如何,这对整个刮研铸铁平板的过程起着重要的作用。如果粗刮时产生低凹0.02mm,就得中刮3~4遍才能去掉,这一点对初学刮工的工人特别重要。http://www.chinaweiyue.com/
如果认为刮的好坏,只在于细刮时点子的多少(当然细刮时点的多少是重要的)那就错了。一个好的熟练的刮研工,以少的工时完成合格的质量,如果达不到时间上的要求,就称不上熟练的刮研工。要做到节少时间,就将粗刮的基础打好。
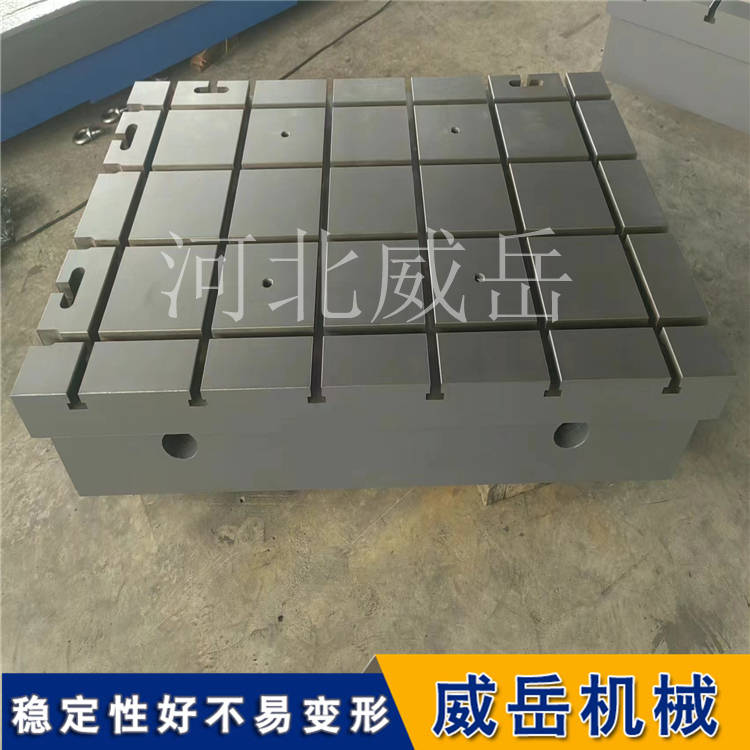
经过这一系列的工序下来后T型槽平板的大致尺寸就完成了,下来就是要完成外观处理和人工对铸铁T型槽平台的工作面进行铲刮了。
后出来的成品T型槽平台工作面不得有严重影响外观和使用的砂孔、气孔等。
创立时间
公司类型
注册资本
经营模式
主营:机床设备及配件、机床垫铁、除尘设备及配件、试验台、工作台、岩石平板、量具、塞环规、五金工具、阀门生产、销售







免责申明:本网页所展示的有关【广州铸铁T型槽平台 铸铁平台 信誉保证_其他量具】的信息/图片/参数等由中商114的会员提供,由中商114会员自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,请谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。
友情提醒:建议您通过拨打厂家联系方式确认最终价格,并索要广州铸铁T型槽平台 铸铁平台 信誉保证_其他量具样品确认产品质量。如广州铸铁T型槽平台 铸铁平台 信誉保证_其他量具报价过低,可能为虚假信息,请确认广州铸铁T型槽平台 铸铁平台 信誉保证_其他量具报价真实性,谨防上当受骗。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎



 冀公网安备13010402002588
冀公网安备13010402002588