
铸铁平台平板,大型铸件,试验平台,焊接平台,装配平台,检验平台,钳工平台,铁...

服务热线
15350773479

联系姓名:郭星楠
联系电话:15350773479
所在地区:河北/沧州市
主营产品:铸铁平台平板,大型铸件,试验平台,焊接平台,装配平台,检验平台,钳工平台,铁...
提交后,商家将派专人为您服务
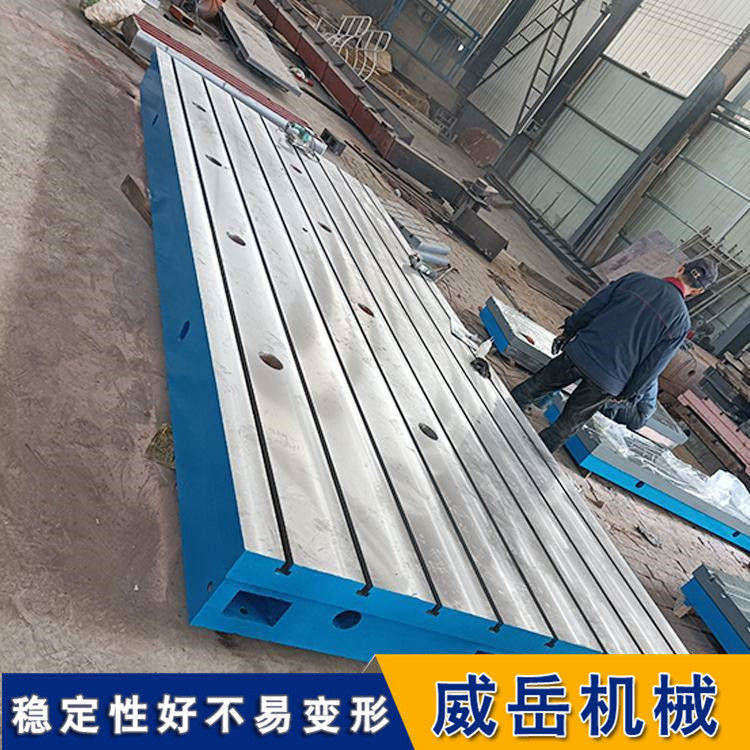
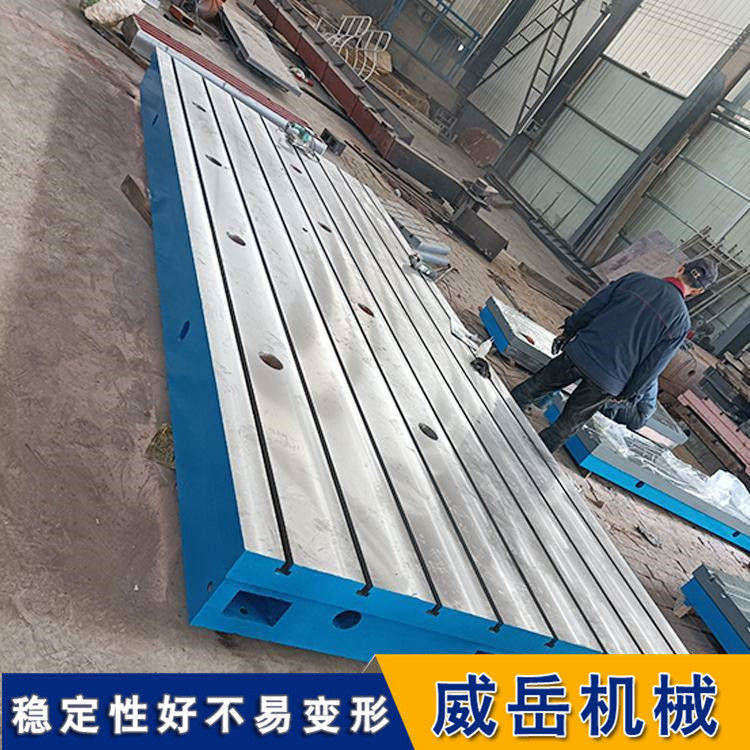
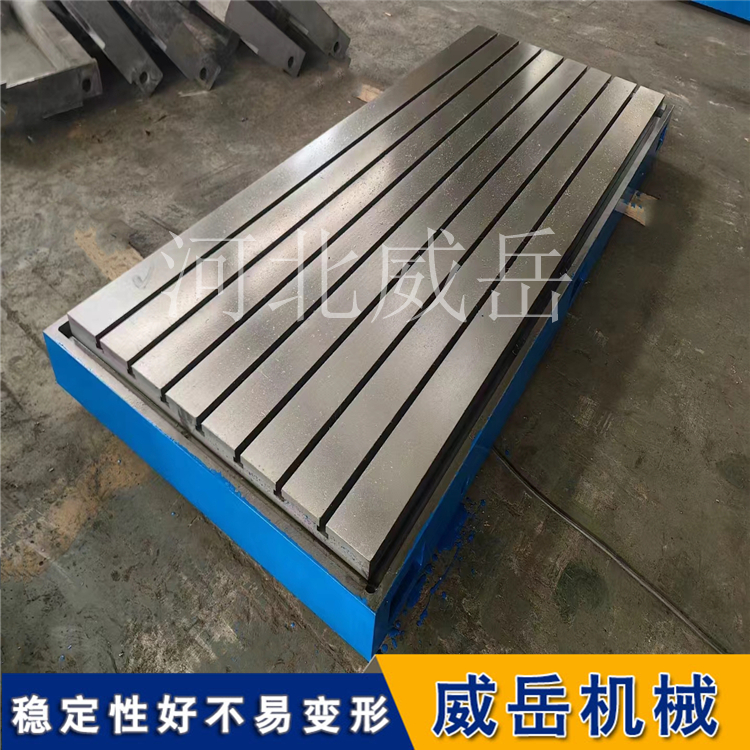
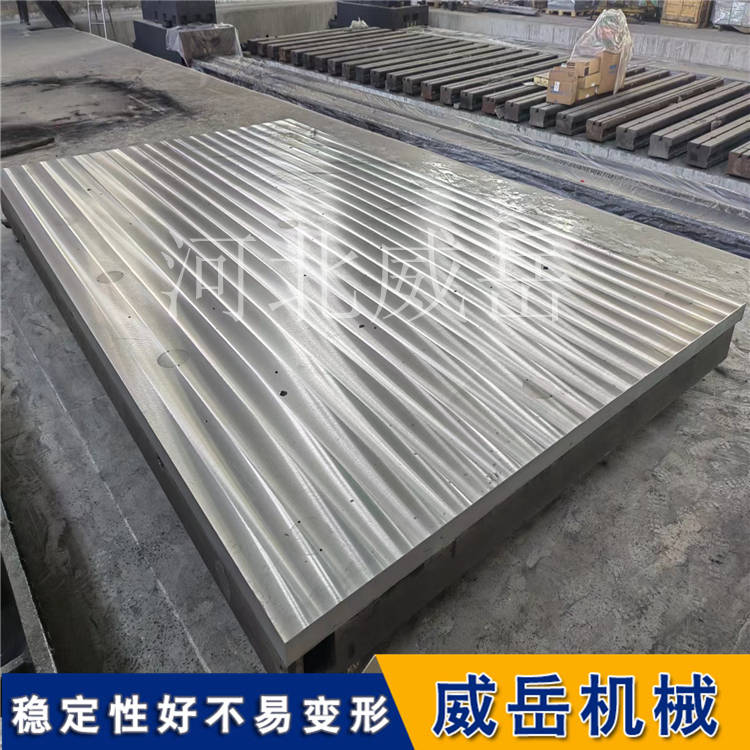
铸铁焊接平台目前评定小条件平面度误差数据主要来自对角线法或环线法的测量值。这些测量值都应使用小条件原则的判别准则予以鉴别。若与差别准则不符,要进行数据处理,经处理得出的数据,也要用差别准则进行鉴别,直至符合准则时为止。因为符合小条件原则的评定基具体方位,不能在测量之前或测量当中预先得知,只能在取得原始数据之后进行评定,所以符合小条件原则的平面度误差值的评定过程包括鉴别和处理两个步骤。数据处理的实质是评定基面的变换,通过基面的变换可将已有测量值转换为符合小条件的平面度误差值。
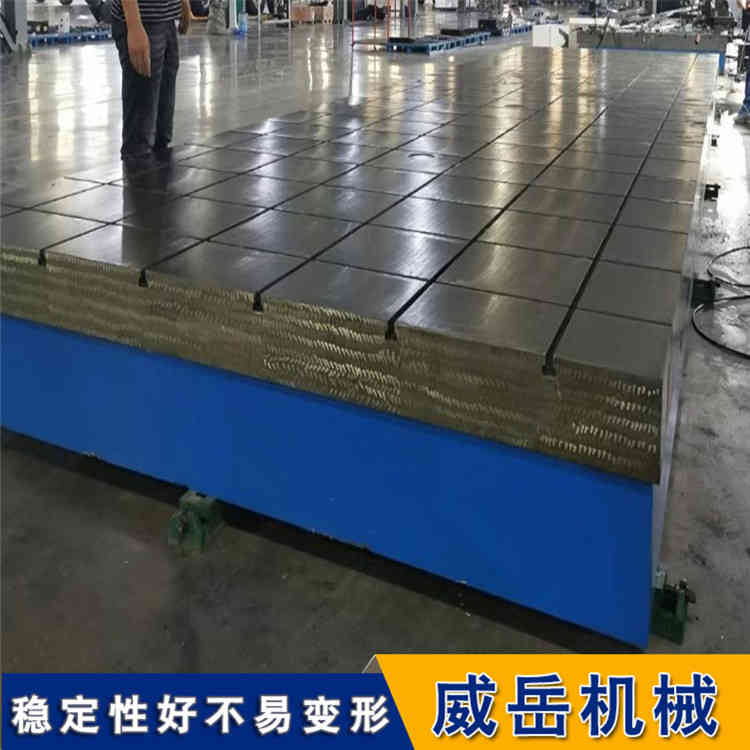
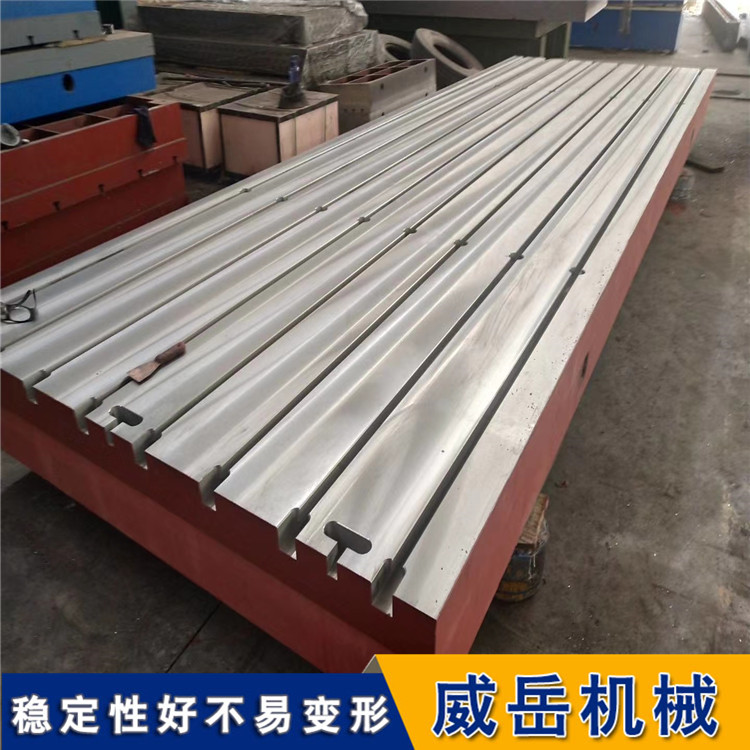
铸铁焊接平台的表面质量采用米字型布线布点进行对角线测量法进行检验。标准为2级铸铁焊接平台在每边为25mm平方的范围内不少于20点。0级、1级铸铁焊接平台在每边为25mm平方的范围内不少于25点。3级铸铁焊接平台在每边为25mm平方的范围内不少于12点。
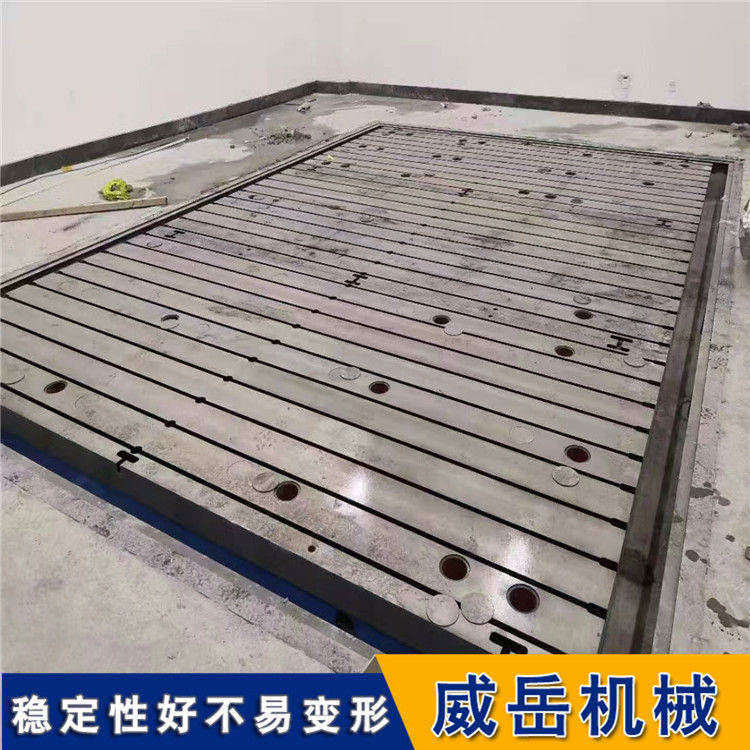
铸铁焊接平台对角线测量法有如下特点:
1、测量精度较高。该法易掌握、使用方便,得到了广泛应用。
2、测量截面较少,且每个截面都有的代表性,测点为特征点,便于反映被检铸铁焊接平台平面总的弯曲态势及其平整性。
3、焊接平台测点分布规则给用基面变换求取小区域法平面度带来方便。
4、这种按对角线截面为基面进行平面度评定的方法称为对角线法,该法实际上只是将观测结果统一到同一个基准面上,而没有避免由于多余观测产生的重复点的重复误差,这种保留矛盾的计算方法是不够合理的,因此该法需检验与控制其重复误差的大小。
研磨材料的选用一般选用刚玉、碳化硼、金刚石粉、氧化铬、氧化铁等。
行粗研,几何形状基本合格后,再用较小压力和较高速度精研。
4、焊接平台选用合适磨具,以免磨具耗损太快。
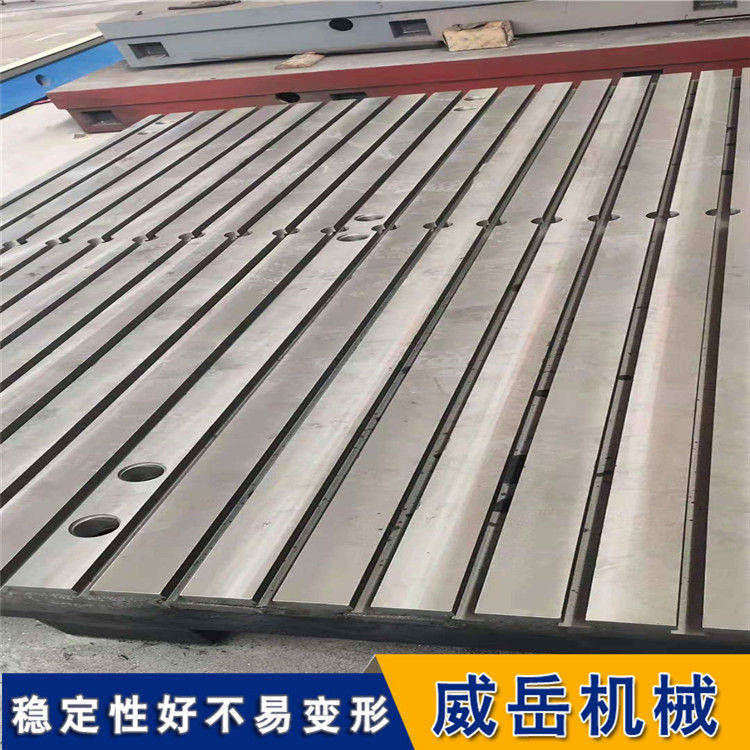
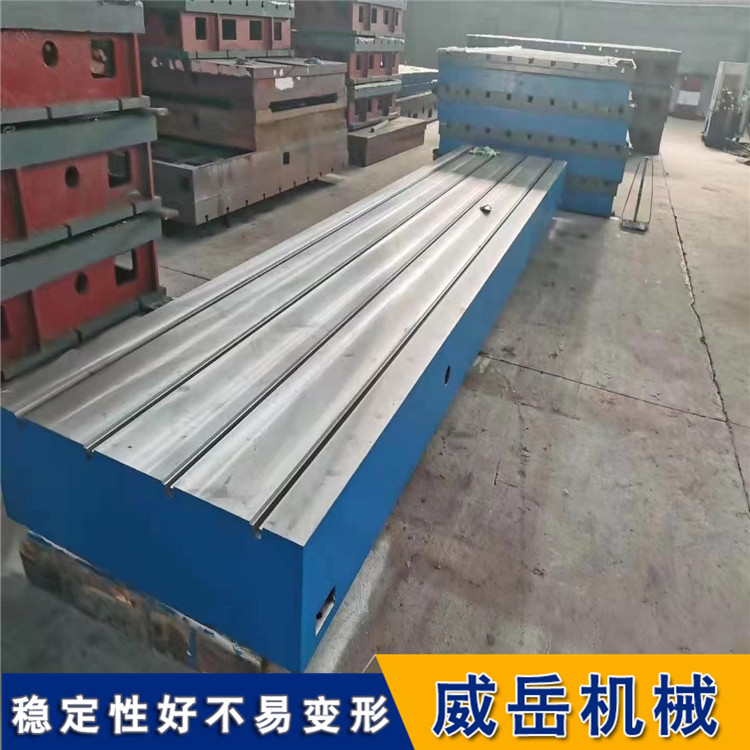
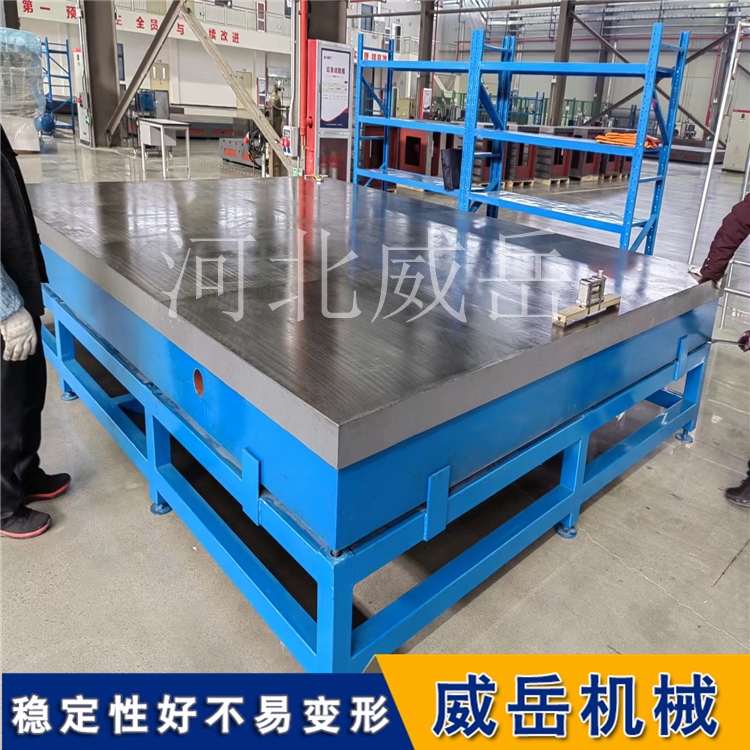
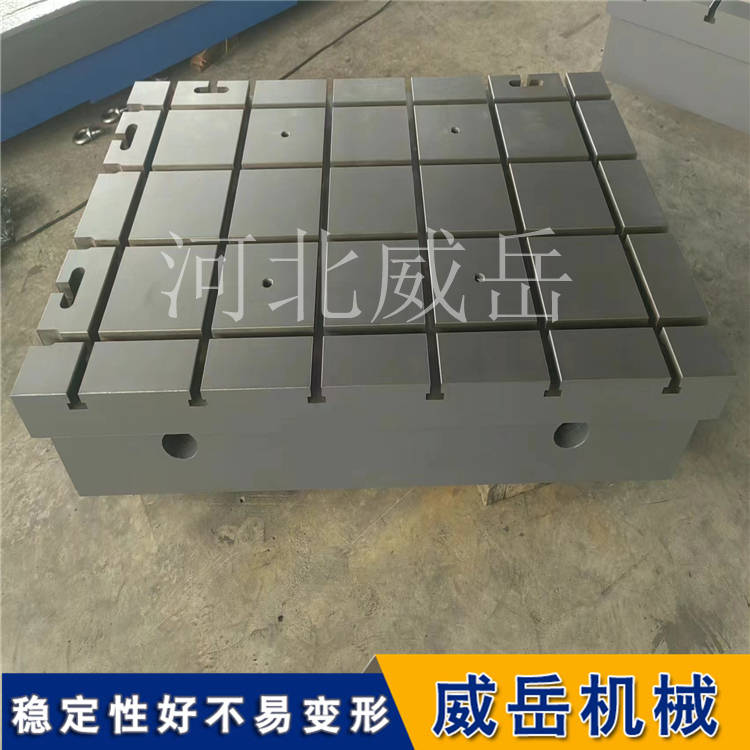
焊接在进行刮研铸铁平板操作时,将平面刮刀刀柄顶住胯骨,双手握住刀,使平面刮刀与铸铁焊接平台被刮表面形成的切削角度并对刀头施加压力,使平面刮刀刀刃吃紧平面。这时当人的胯骨和腰部给刀柄以推力,使刀刃切入铸铁焊接平台金属表面并使刀刃在深入向前中切去研磨的黑点,然后将双手压力立即转换提升力,把刀头快速提起离开铸铁平板表面,完成挖掘式的刀迹成形切削过程,并刮去一层薄的金属。
铸铁焊接平台精刮是在细刮基础上进行的,精刮的任务是进行提高刮研表面质量,兼顾、核定形位误差。精刮要磨好平面刮刀,要锋利,落刀要稳要轻,特别要避免刀角划伤铸铁焊接平台表面,精刮刀迹宽5~7mm,甚至更窄更短,视刮削平面大小而变化。刀迹建议采用左扭转法或右扭转法,刮削铸铁焊接平台时用力宜小,刮花则例外。当黑点增加到每任意方20~25点时,即宣告精刮结束,其铸铁焊接平台平面度应为0.01mm/500mm2以下。
联系人威岳机械谢女士15350773479





免责申明:本网页所展示的有关【铸铁焊接平台,常规打孔焊接平台,铸铁平台,直径三米_其他量具】的信息/图片/参数等由中商114的会员提供,由中商114会员自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,请谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。
友情提醒:建议您通过拨打厂家联系方式确认最终价格,并索要铸铁焊接平台,常规打孔焊接平台,铸铁平台,直径三米_其他量具样品确认产品质量。如铸铁焊接平台,常规打孔焊接平台,铸铁平台,直径三米_其他量具报价过低,可能为虚假信息,请确认铸铁焊接平台,常规打孔焊接平台,铸铁平台,直径三米_其他量具报价真实性,谨防上当受骗。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎



 冀公网安备13010402002588
冀公网安备13010402002588