

联系姓名:安先生
联系电话:19939108188
所在地区:河南
主营产品:矿山机械、工程机械、包装专业机械、机械配件。
提交后,商家将派专人为您服务

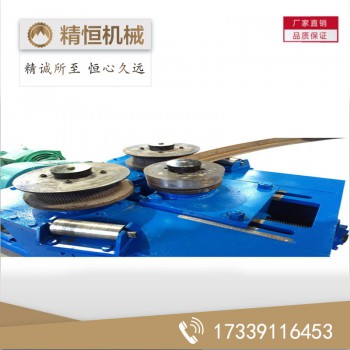
从型材弯曲机进入国内的市场开始,到今天我们可以将型材弯曲机在国内的发展历程划分为两个阶段,它们分别是简单的型材弯曲机阶段、高精度型材弯曲机阶段。随着型材弯曲机的快速发展,型材弯曲机的发展方向逐渐向数控化和逐步高端化,从长远看,促进了市场的发展需求。 型材弯曲机是一种专用于卷弯角钢、槽钢、工字钢、扁钢、方钢、圆钢等各种异型钢材的加工设备,可一次上料完成卷形、校正工序。专业设计生产的型材弯曲机具有设计先进、产品质量稳定可靠、操作使用方便等特点,特别适合于野外移动施工,产品规格型号。该机的两下辊为主传动辊,也可三个辊为主传动辊,两个边辊围绕固定回转中心作弧线升降运动,两侧设有托辊装置,有得于保证非对称截面型材卷制质量。型材弯曲机可进行型材端部的预弯通过调节导辊,可对非对称型卷制过程中产生的扭曲进行校正,所有动作均由电器控制柜上的按钮来完成,位移数字显示,显示精度0、1mm。根据型材截面的形状可完成不同形状的卷制。型材弯曲机的优点是卷制型材的精度好、工作效率高。在每天使用型材弯曲机前一定要注意几个地方是否出现损坏比如:芯轴、挡块、转盘、防护罩等比较薄弱的地方,确定检测无误后在经过空机运转预热确定正常后在开始进行作业。在型材弯曲机作业的时候需要将钢筋弯曲的一头插在转盘固定在设备间隙内,另一端紧靠在机身固定处用手压紧然后检查机身是否固定,确定以后在运行钢筋弯曲机设备。在型材弯曲机使用的时候一定要严谨加工超过机械规定之内的钢筋直径、数量以及工作运转速度。
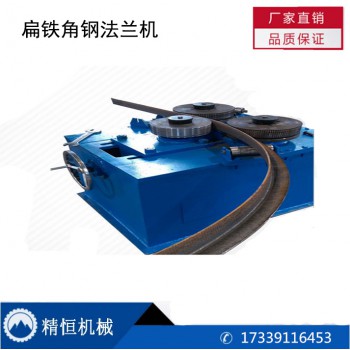
角钢法兰,分为两种:一种是角钢向外卷(角钢正卷,开口向外),一种是角钢向内卷(角钢反卷,开口向内)。实际操作过程中,能做到两条边垂直为90°,并且不翻边的有一定难度,这是由其物理特性决定的。角钢向外卷角钢向外卷(角钢正卷,开口向外):角钢或角铁在进行卷弯的时候,外边被拉伸,而里边垂直的边被挤压,所以外边被延伸,里边被挤压,造成受力既不均匀,又是受的相反的力,从而造成加工后的角钢产生不是90°垂直,而且很可能有褶皱产生。这种现象一般出现在5号以上角钢比较明显。3号角钢及4号角钢如果加工的尺寸在600mm以上,褶皱现象不是很明显。
型材弯曲机是一种专用于各种异型钢材的加工设备,适用于卷弯角钢、槽钢、工字钢、扁钢、方钢、圆钢等各种异型钢材。型材弯曲机可一次上料完成卷圆、按圆工序,广泛用在石油、化工、水电、造船及机械制造等行业。型材弯曲机可配置结构先进通用或专用模具,而且操作方便、效率高。型材弯曲机是目前国内外较为先进的型材成型设备,结构先进,工作可靠,体积小,功能齐全,型材弯曲机的两下辊为主传动辊,也可三个工作辊为主传动辊,两个边辊围绕回转中心作弧线升降运动,两侧设有托辊装置,有利于保证非对称截面型材卷制质量。
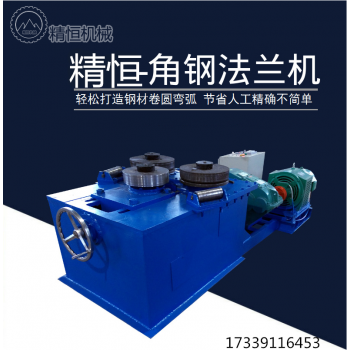
F6型卷圆机是对称式三辊型材卷圆机,集机电一体,将电动机输出的较高转速通过传动装置、联轴器、减速机、齿轮等转换为所需的大转矩低转速,带动位置固定的两主动辊实现旋转运动,为型材行走提供扭矩。被动辊通过手轮前进、后退实现位移,为卷制型材提供所需的加压力,位移量由数字标尺实时显示。三个工作辊成等腰三角形分布,通过移动被动辊位置实现这三个点形成的弧线达到所需弯曲半径,即调整所弯型材的曲率。借助被动辊的压紧及两主动辊的旋转运动,使型材经过多道次连续弯曲,产生永久性的塑性变形,用于常温状态下将型材卷制成圆形、弧形、螺旋形等工件。

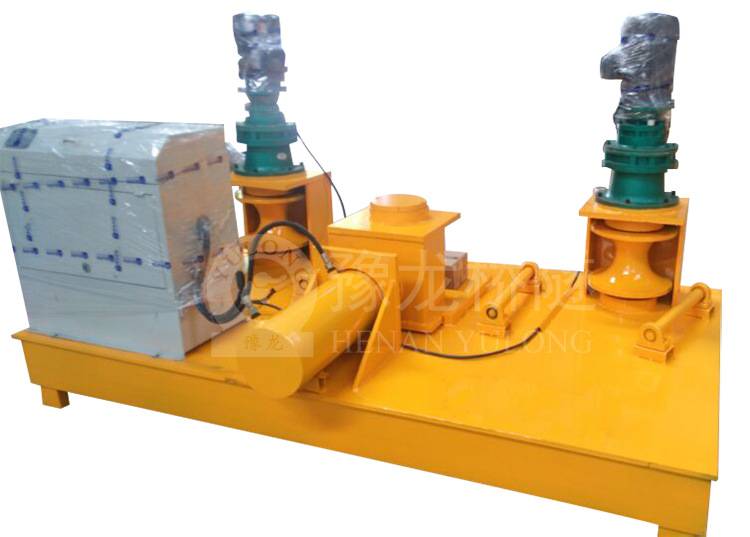
性能描述:弯卷不同规格槽钢、扁钢 、节能、节材.结构及工作原理:设备主要由主机、液压站、电控柜三大部分组成。由电动油泵输出的高压油,经高压油管送入工作油缸或马达内、高压油推劝工作油缸或马达内柱塞,产生推力和扭矩,通过模具部件弯曲型材。保养电路:注意电路板清洁,定时清理强弱电箱灰尘,保持电箱干爽,防止受潮。油路:检查油路各部位有无漏油现象,及时处理。防止活塞杆刮伤和油质变质。机械:机台传动部位检查有无磨损现象,检查每个黄油嘴有无堵死现象,并注黄油。其他注意事项:液压油建议一年更换一次并清理油箱油泥,水冷却器及时清理防止油温上涨造成油质加速老化,当然无小事,电路门开关,油路泄压阀,机械挡块,机台警示灯在保养的时候一定要检查是否正常工作.工作原理:成型机的工作原理与打针用的注射器相似,它是借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(即粘流态)的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程。注射成型是一个循环的过程,每一周期主要包括:定量加料—熔融塑化—施压注射—充模冷却—启模取件。取出塑件后又再闭模,进行下一个循环。

等边角钢厂家在生产过程或加工工艺方面的操作,可能引发以下的钢质缺陷:折叠:沿钢材长度方向表面有倾斜的近似裂纹的缺陷,称折叠。通常是由于钢材表面在前一道锻、轧中所产生的突出尖角或耳子,在以后的锻、轧时压入金属本体叠合形成的。折叠一般呈直线状,亦有的呈锯齿状,分布于钢材的全长,或断续状局部分布,深浅不一,深的可达数十毫米,其周围有比较严重的脱碳现象,一般夹有氧化铁皮。划痕:在生产、运输等过程中,钢材表面受到机械性刮伤形成的沟痕,称划痕,也称刮伤或擦伤。其深度不等,通常可看到沟底,长度自几毫米到几米,连续或断续分布于钢材的全长或局部,多为单条,也有双条和多条的划痕。等边角钢生产厂家针对以上的问题会有可行性的解决方案,并且在生产过程中会尽量的避免钢质缺陷问题的产生。
角铁法兰弯弧成型机安装使用:1、设备摆放平稳,四轮受力均匀。 2、设备使用前,先检查传动箱侧面油标所显示的油位,如果油位低于油线时,须从箱体盖上向箱体内注润滑油,直到达到油线位置。3、夏季注入40号机械油,冬季可注入20号机械油。正常使用半年后,换油一次,可保证设备正常运转和延长命。 4、操作人员了解并掌握该设备的结构及工作原理和保养检查点。 5、压轮进给时,先将上面圆螺母松开,进给到达一定位置后,再将圆螺母拧紧固定;被压轮进给时应将工件完全退出。6、摆线针减速机使用40号机械油。








免责申明:本网页所展示的有关【河北带钢法兰机操作步骤 精恒卧式角钢法兰成型机使用方法_机械设备】的信息/图片/参数等由中商114的会员提供,由中商114会员自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,请谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。
友情提醒:建议您通过拨打厂家联系方式确认最终价格,并索要河北带钢法兰机操作步骤 精恒卧式角钢法兰成型机使用方法_机械设备样品确认产品质量。如河北带钢法兰机操作步骤 精恒卧式角钢法兰成型机使用方法_机械设备报价过低,可能为虚假信息,请确认河北带钢法兰机操作步骤 精恒卧式角钢法兰成型机使用方法_机械设备报价真实性,谨防上当受骗。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎












 冀公网安备13010402002588
冀公网安备13010402002588