



联系姓名:王文琴
联系电话:18838270257
所在地区:河南/郑州市
主营产品:磨料磨具、研磨材料、抛光材料、超硬材料以及其他金刚石制品
提交后,商家将派专人为您服务
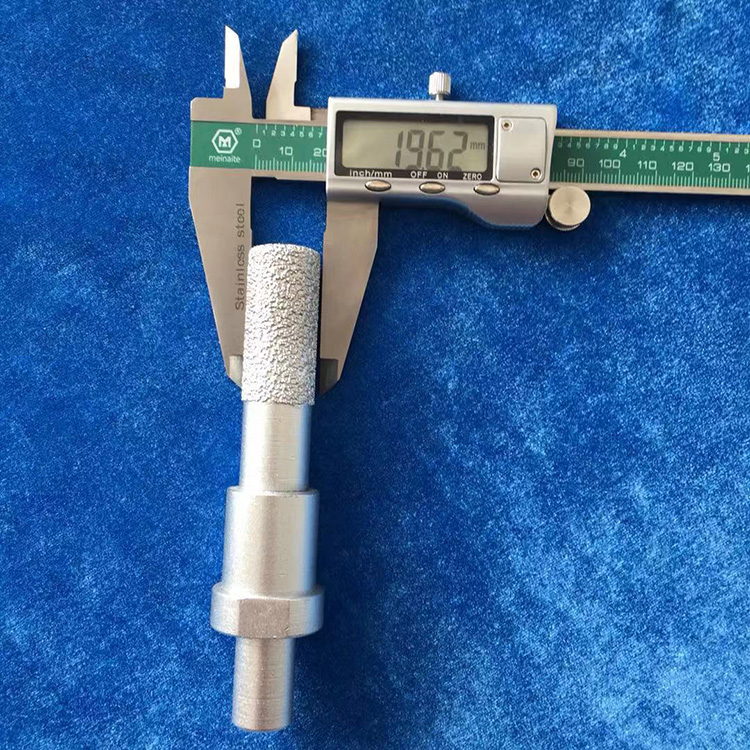
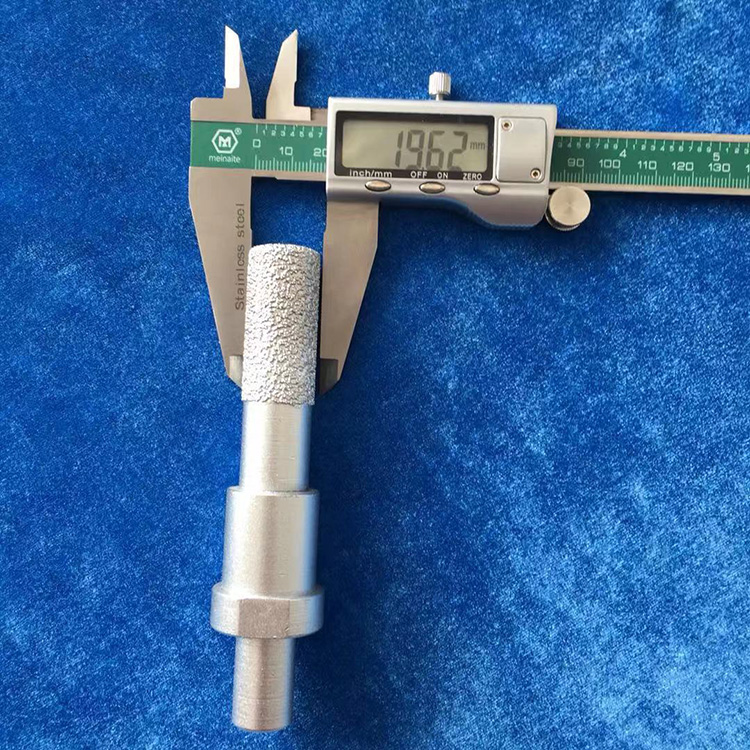
金刚石表面金属化问题在上世纪70年代就引起了国内外金刚石工具制造界的高度重视。不少人致力于在烧结过程中实现金刚石表面金属化的研究,在胎体材料中添加或在金刚石表面预粘上强碳化物金属粉末(这种金刚石在未加热前,并未与镀层发生化学反应,只能属于金刚石包衣),以期望它们在烧结过程中实现对金刚石的化学键结合。尽管文献已论证了一些金属例如钨(未被氧化)在较低温度下(800℃左右)就能在金刚石表面形成WC层,但从实现金刚石表面预金属化所用的工艺来看,需在真空条件下、600℃以上加热1小时才能得到理想的结合力。以目前常用的孕镶金刚石切削工具的烧结条件来看,在非真空或低真空中不超过900℃加热5分钟左右,是不大可能使金刚石表面生成金属化层的。因为无论活性金属原子(Ti、V、Cr等)向金刚石表面富集还是界面反应达到结合剂与金刚石冶金结合都是原子扩散过程,根据热压所用温度及这样短的时间内,这个过程是极不充分的。在固相烧结条件下(有时有少量低强度低熔点的金属或合金液相),胎体对金刚石的化学键结或冶金结合力是十分弱的或根本不会形成。
金刚石表面预金属化并非终目的,而仅是期望与胎体金属实现化学冶金结合的措施之一。镀覆后的金刚石在烧结成锯(钻)齿后,其折断面上暴露出的金刚石均失去了镀层,而脱落了金刚石的残留坑表面十分光滑,这种现象似乎说明了金刚石与胎体还未能达到化学包镶的水平。因而即使实现了金刚石的表面预金属化,传统的固相粉末冶金烧结法也不可能实现金刚石与胎体材料间的牢固结合。











免责申明:本网页所展示的有关【钎焊金刚石_金刚石砂轮】的信息/图片/参数等由中商114的会员提供,由中商114会员自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,请谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。
友情提醒:建议您通过拨打厂家联系方式确认最终价格,并索要钎焊金刚石_金刚石砂轮样品确认产品质量。如钎焊金刚石_金刚石砂轮报价过低,可能为虚假信息,请确认钎焊金刚石_金刚石砂轮报价真实性,谨防上当受骗。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎






 冀公网安备13010402002588
冀公网安备13010402002588