


联系姓名:罗经理
联系电话:13725899881
所在地区:广东/东莞市
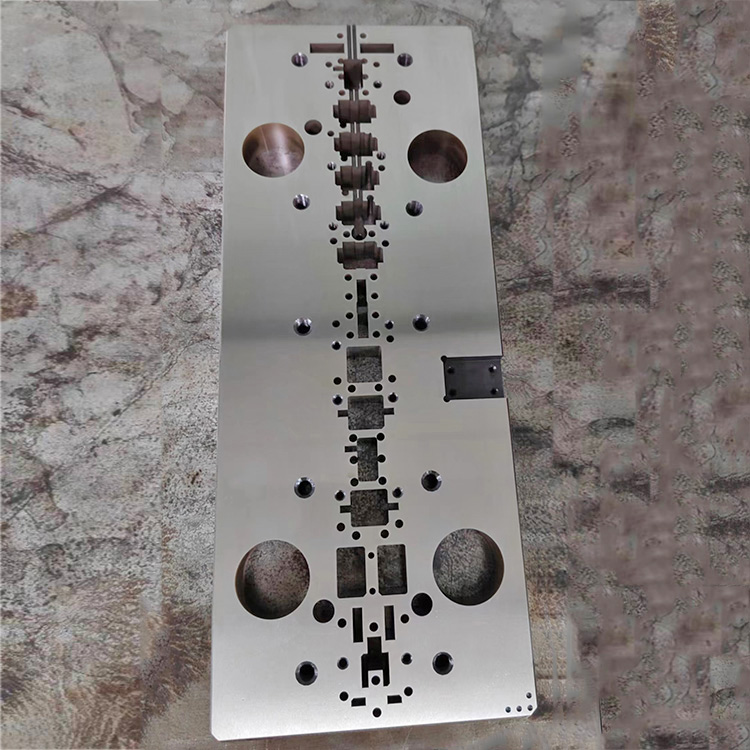
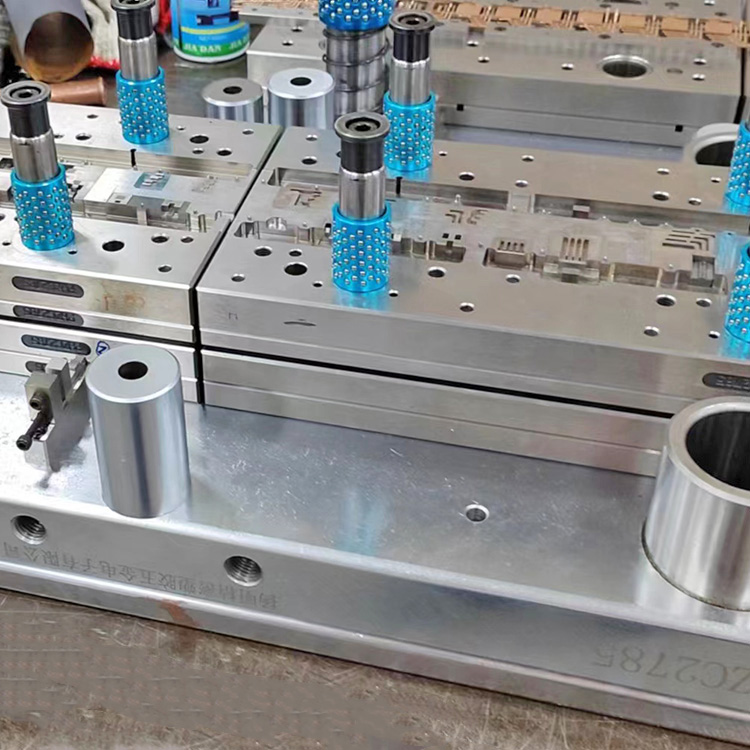
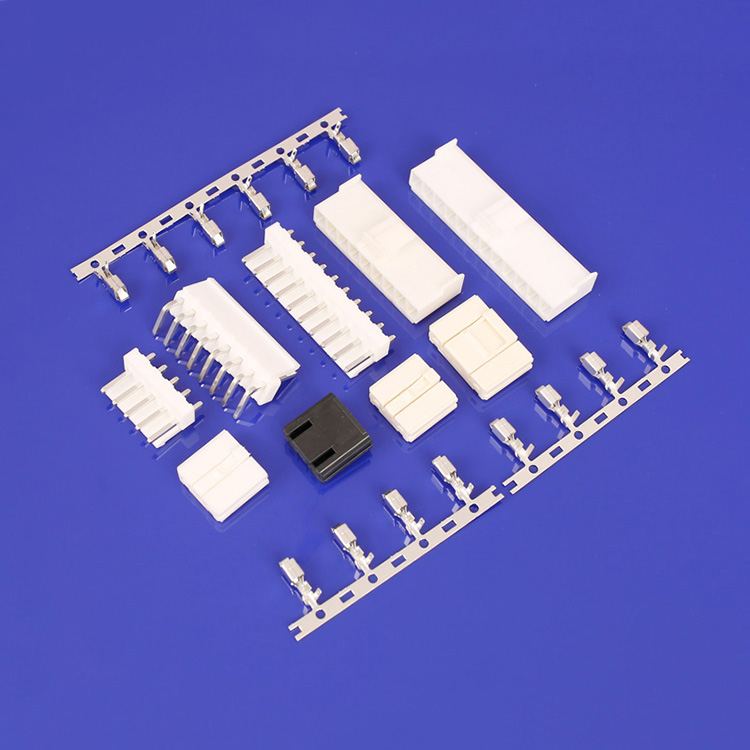
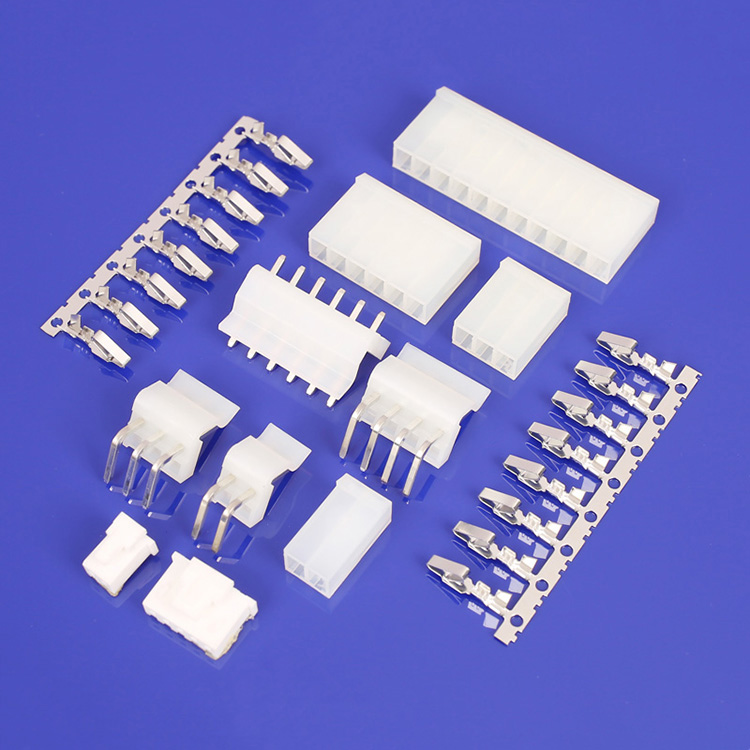
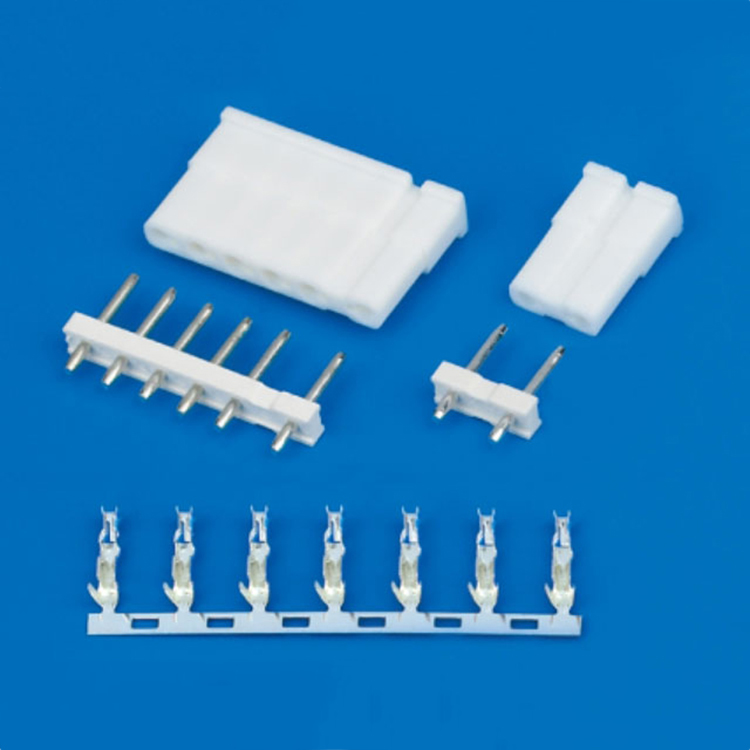
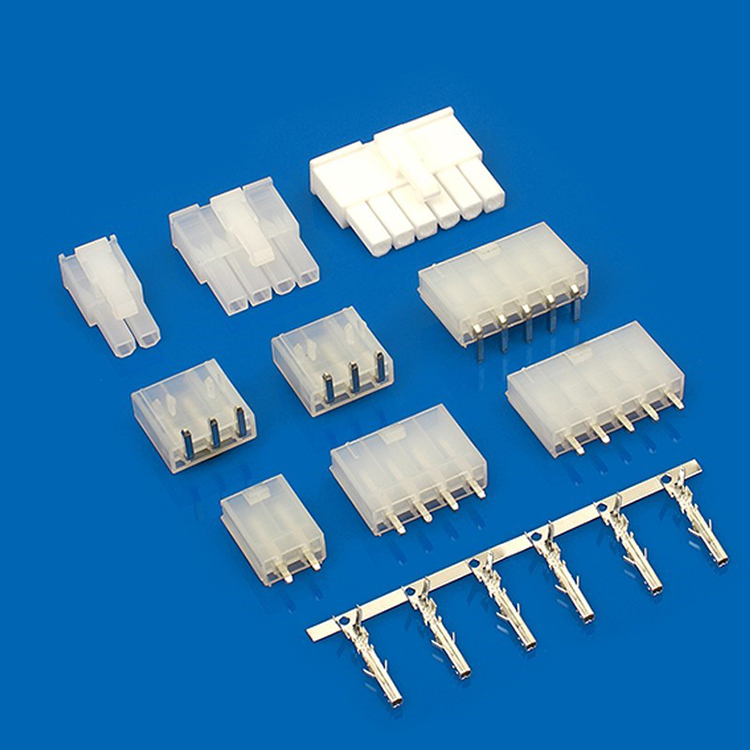
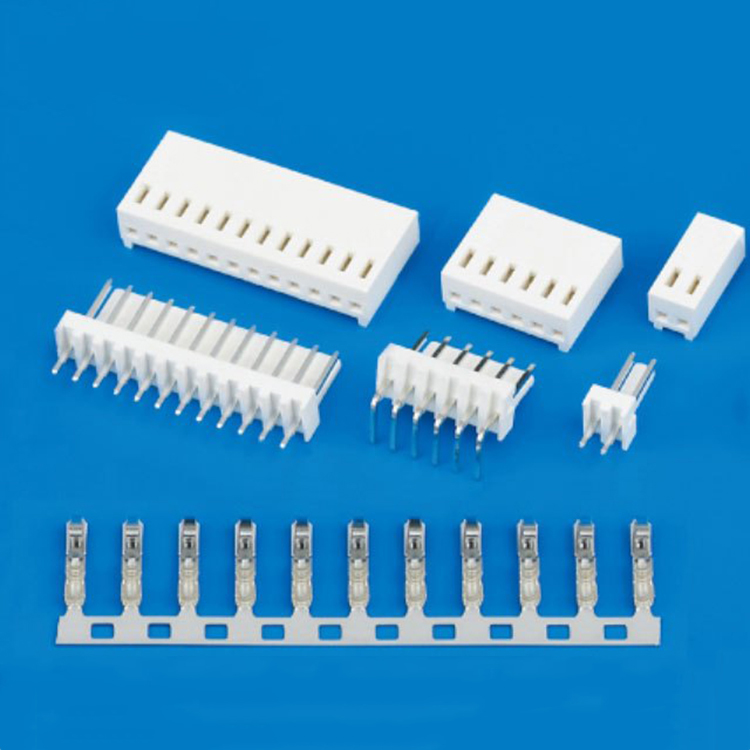
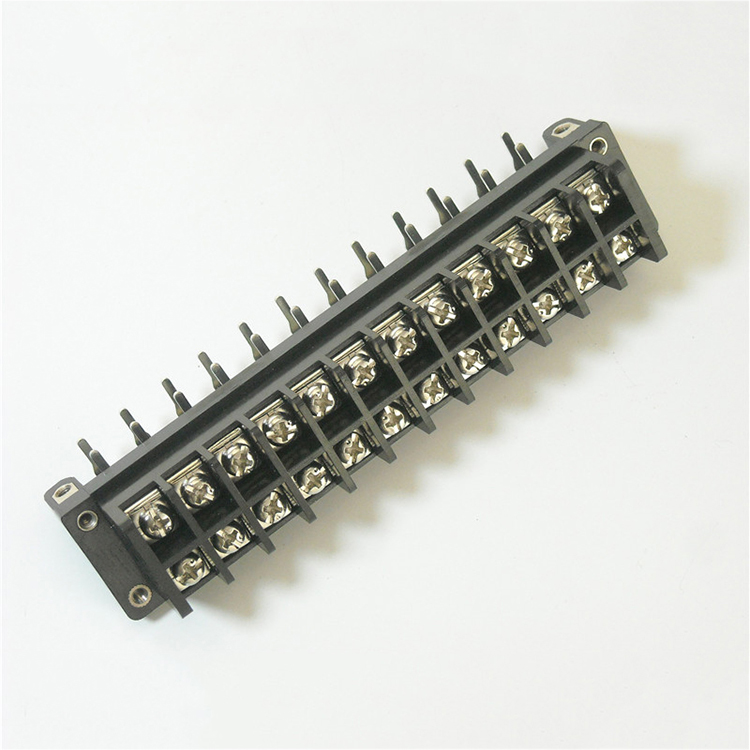
主营产品:模具、连接器、精密零件
提交后,商家将派专人为您服务
1、刀具材料选择
因精密零件加工厂加工时切削力大、切削温度高,刀具材料应尽量选择强度高、导热性好硬质合金。
对于此类材料淬火零件的加工,可以采用CBN(立方氮化硼)刀片,CBN硬度仅次于金刚石,硬度可达7000~8000HV,因此耐磨性很高,与金刚石相比,CBN突出优点是耐热性比金刚石高得多,可达1200℃,可承受很高的切削温度。此外其化学惰性很大,与铁族金属在1200~1300℃时也不起化学作用,因此非常适合加工不锈钢材料。其刀具寿命是硬质合金或陶瓷刀具的几十倍。
2、刀具几何参数
刀具几何参数对其切削性能起重要的作用,为使切削轻快、顺利,硬质合金刀具宜采用较大的前角,以提高刀具寿命。一般粗加工时,前角取10°~20°,半精加工时取15°~20°;精加工时取20°~30°。主偏角的选择依据是,当工艺系统刚性良好时,可取30°~45°;如工艺系统刚性差时,则取60~75°,当工件长度与直径之比超过10倍时,可取90°。
3、前刀面刃磨时粗糙度值要小
精密零件加工厂家告诉你,为避免出现切屑粘刀现象,刀具的前、后刀面应仔细刃磨以保证具有较小的粗糙度值,从而减少切屑流出阻力,避免切屑粘刀。
4、刀具刃口应保持锋利
刀具刃口应保持锋利,以减少加工硬化,进给量和背吃刀量不宜过小,以防止刀具在硬化层中切削,影响刀具使用寿命。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎



















 冀公网安备13010402002588
冀公网安备13010402002588