


联系姓名:杜经理
联系电话:13556787891
所在地区:广东/东莞市
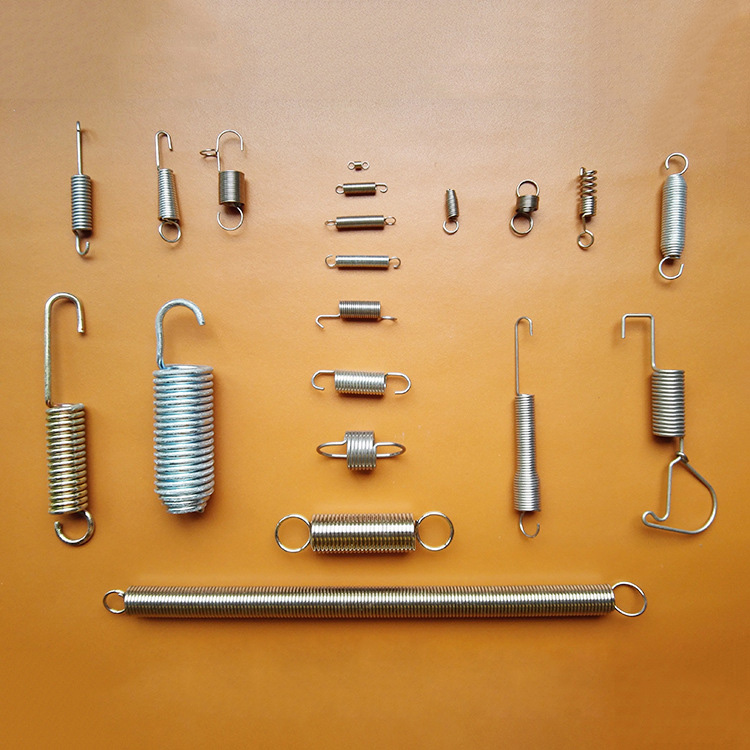
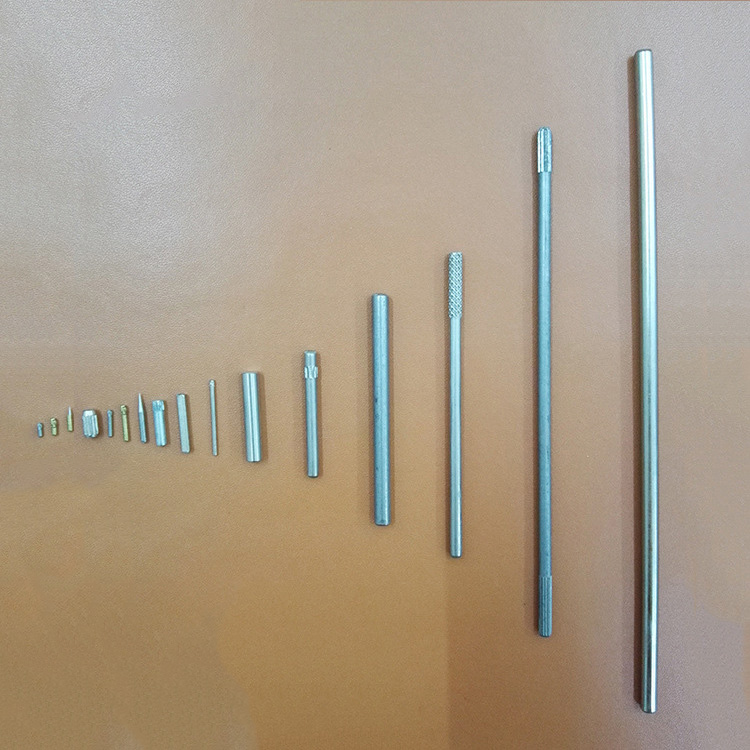
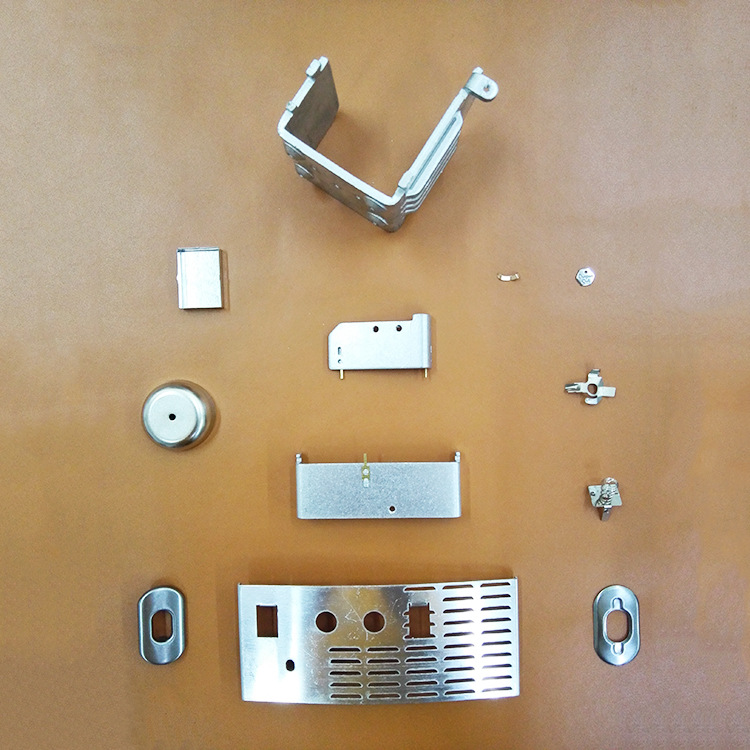
主营产品:主营:弹簧、铆钉、销轴、螺丝、车床件等产品
提交后,商家将派专人为您服务
一、去应力退火
采用冷卷工艺卷制的弹簧,普遍选用铅浴等温淬火冷拔钢丝(碳素弹簧钢丝、琴钢丝)和油火回火弹簧钢丝。这些弹簧,不需淬火处理,须进行去应力退火。通常简称回火、也称消除应力回火或去应力回火。
目的:
①消除金属丝冷拔加工和弹簧冷卷成形的内应力;
②稳定弹簧尺寸,未经去应力退火的弹簧在后面的工序加工中和使用过程中会产生外径增大和尺寸不稳定现象;
③提高金属丝的抗拉强度和弹性极限;
④利用去应力退火来控制弹簧尺寸。
注:在材料直径相同的条件下,有些材料的强度高,韧性稍差,则温度可取高一些。 拉簧与扭簧的第2次回火应比第1次低约20℃,保温时间也可缩短些。
二、去应力退火
扭转弹簧去应力退火温度和保温时间对弹簧的初拉力有很大的影响,温度低、时间短,则保留的初拉力大;反之则保留的初拉力小。图3-10是退温度与初拉力之间关系的实验值。一般可在200-300℃的范围内选取,保温20-30分。如需保留较大的初拉力,温度可低至180℃。应指出的是初拉力应以卷簧力主,去应力退火温度只起到辅助作用。
注:经抛丸处理后的弹簧的去应力退火温度一般在180-220℃,保温时间为20-30分。不得高于250℃回火。
如用回火的方法来调整尺寸时,其温度应比一般介绍温度高20℃左右。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎






























 冀公网安备13010402002588
冀公网安备13010402002588