


联系姓名:唐经理
联系电话:13530436518
所在地区:广东/东莞市
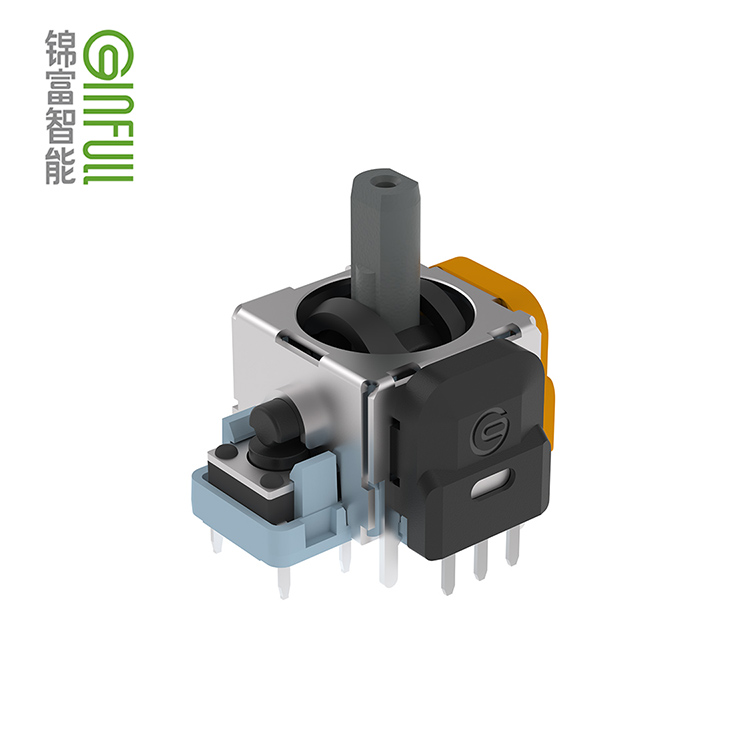
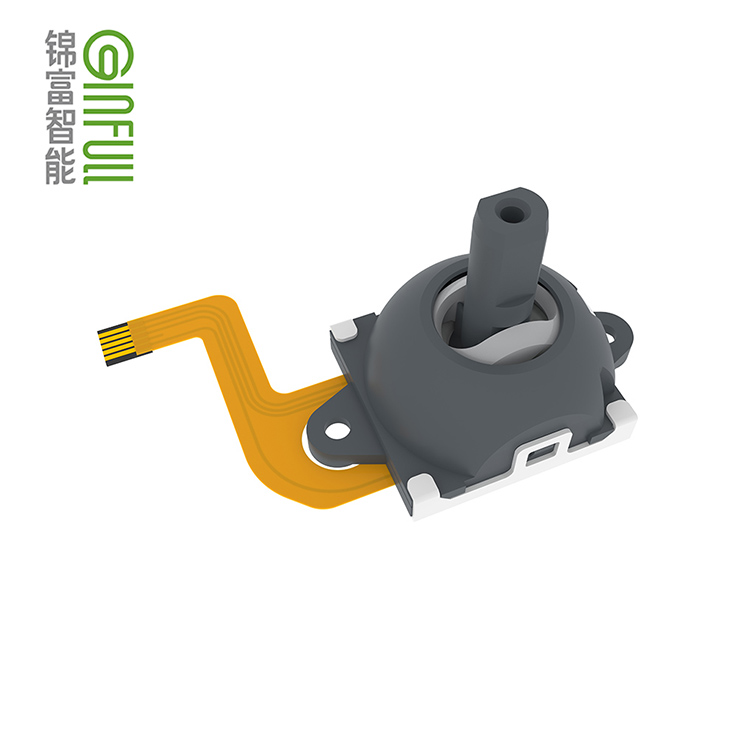
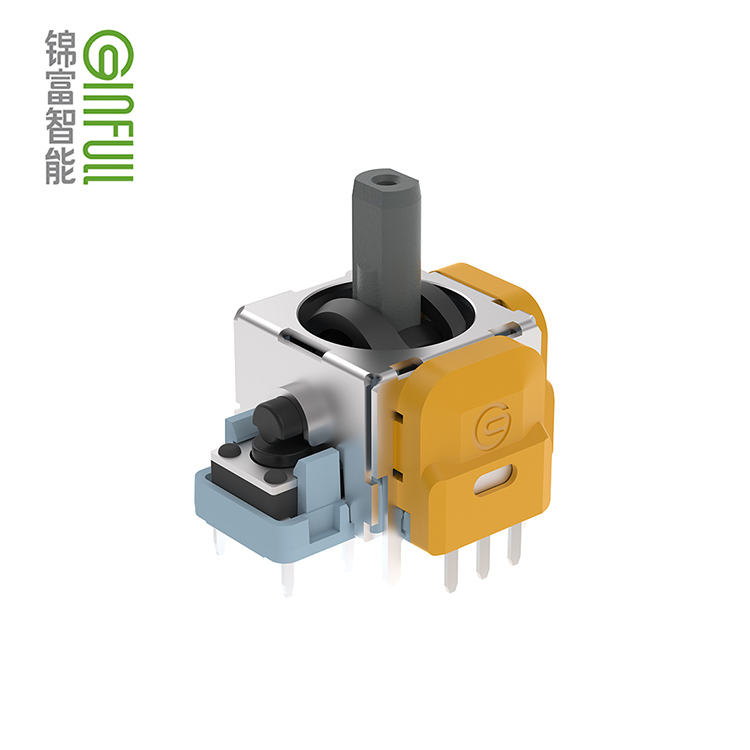
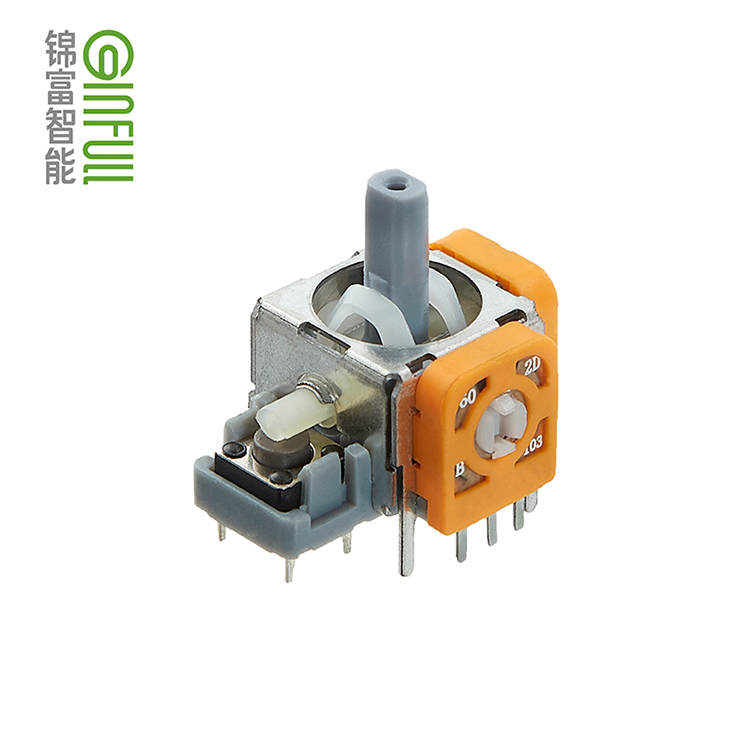
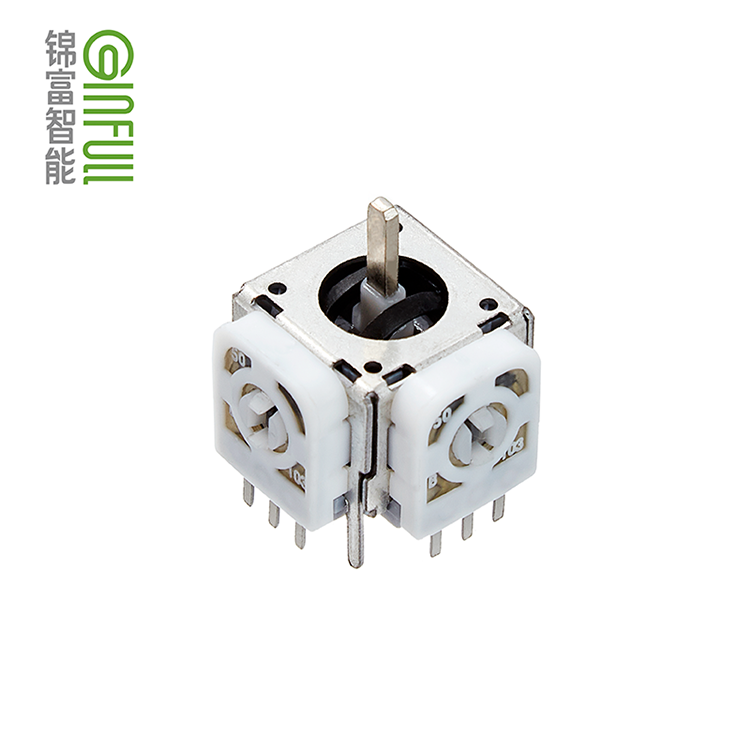
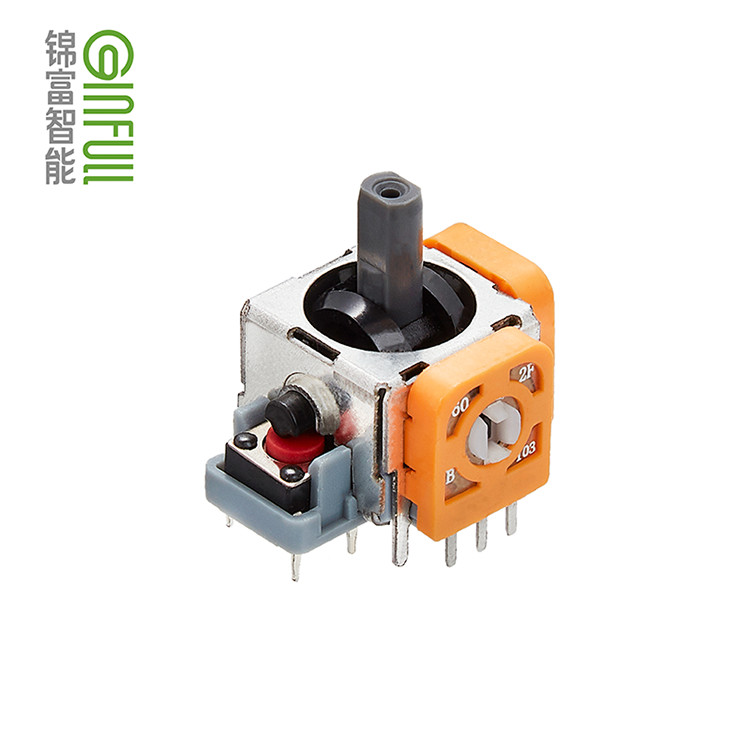
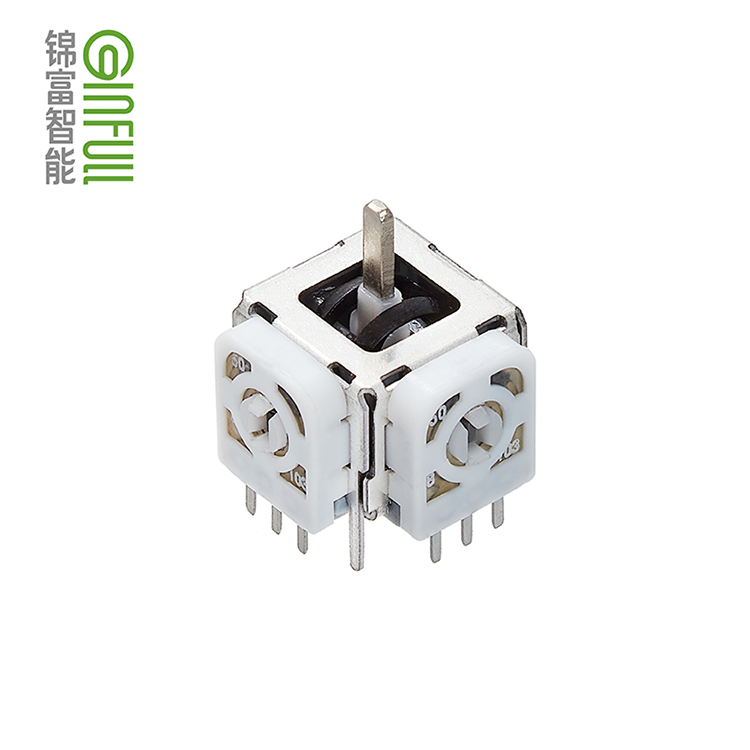
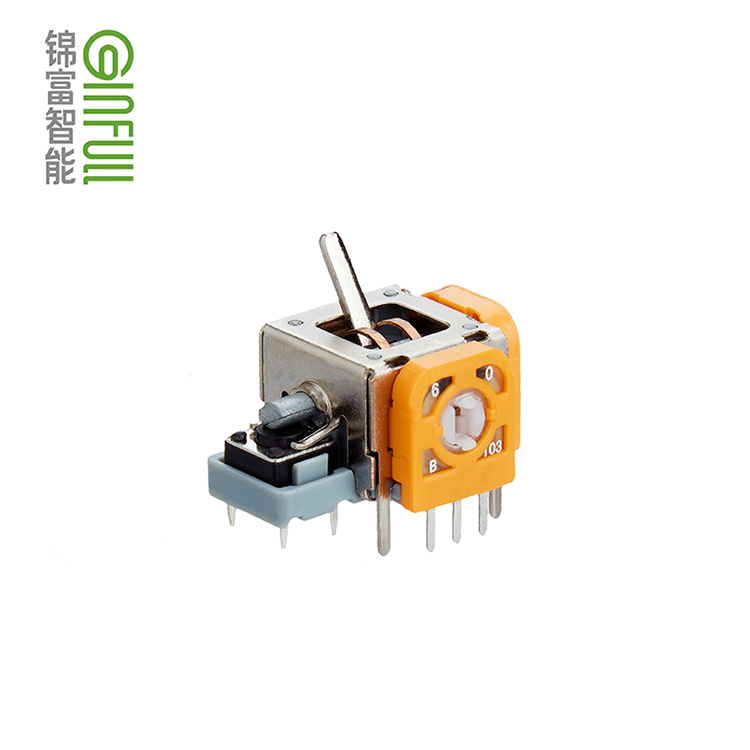
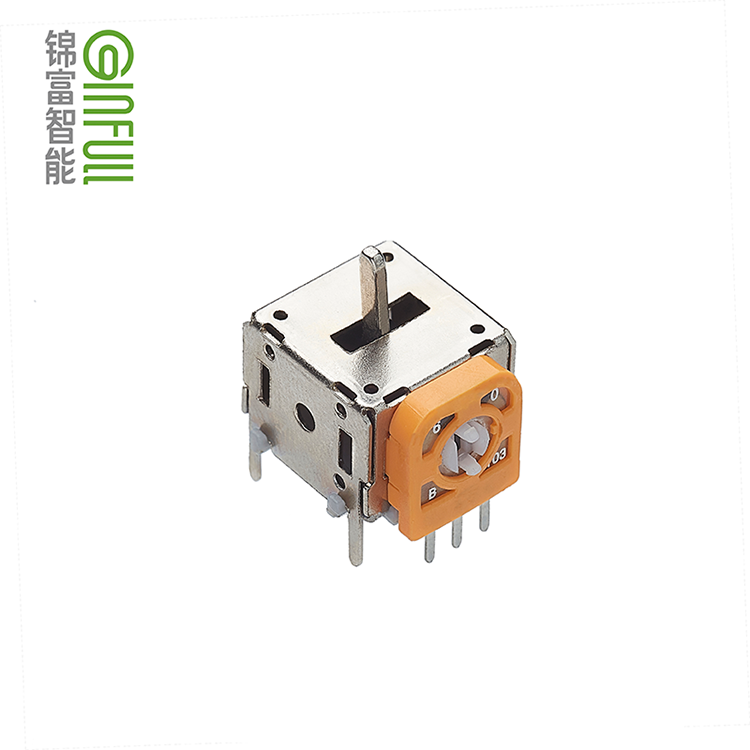
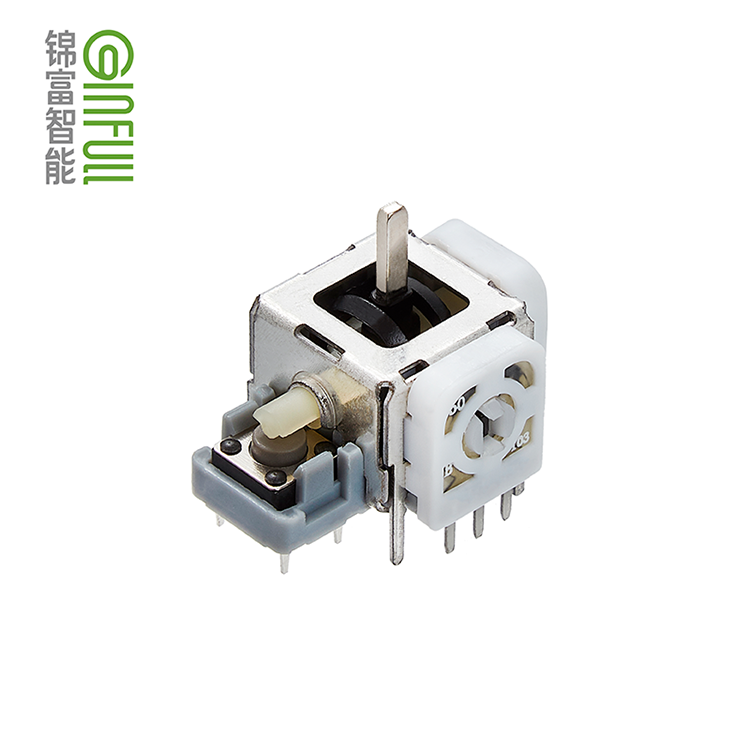
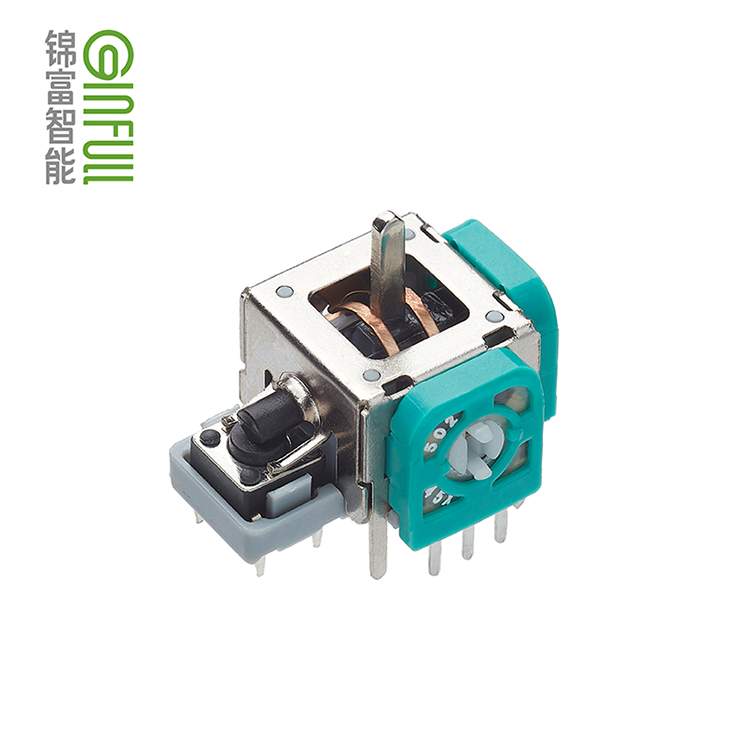
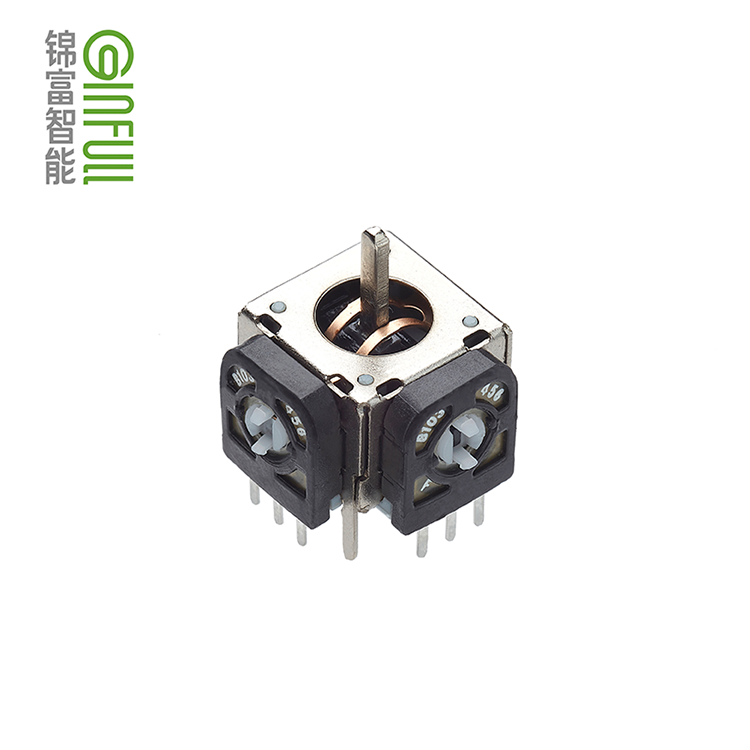
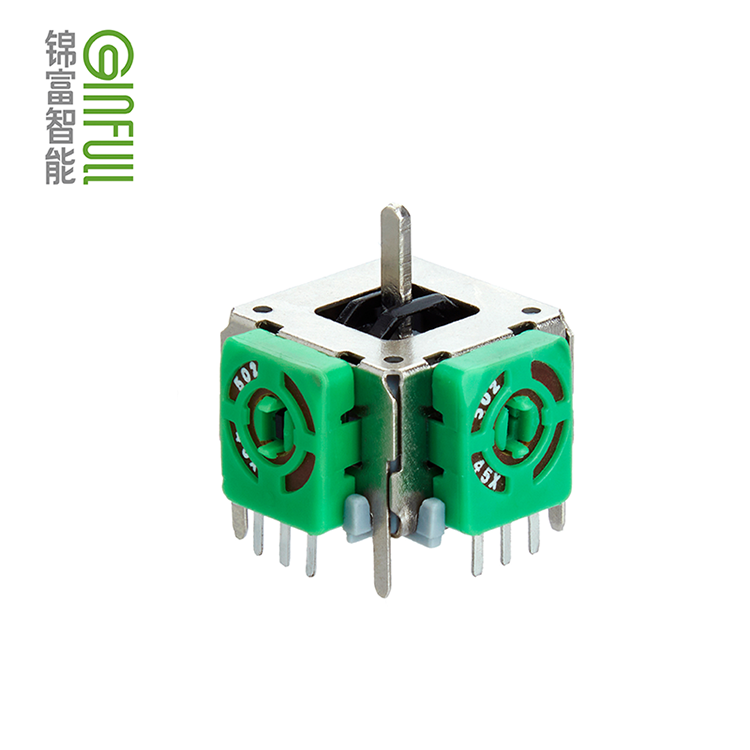
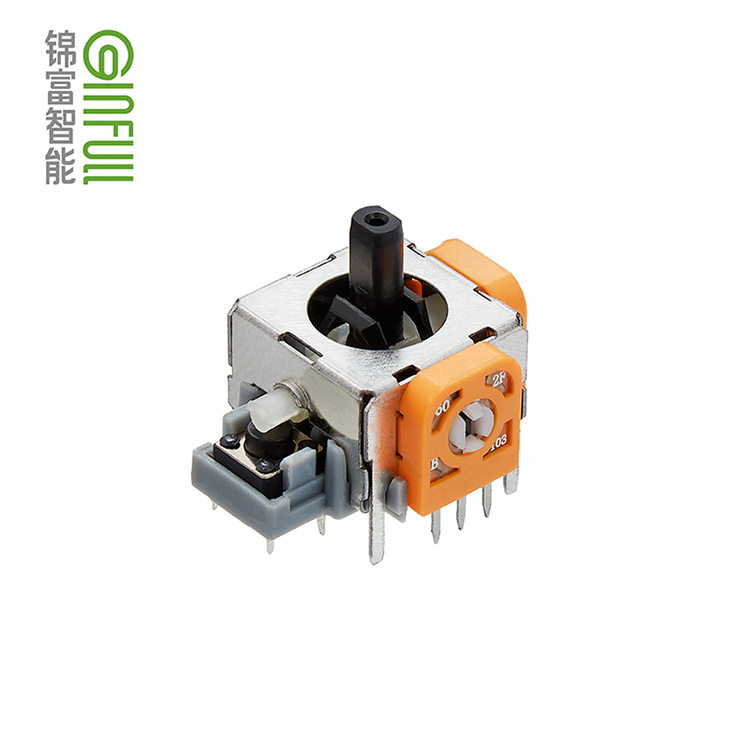
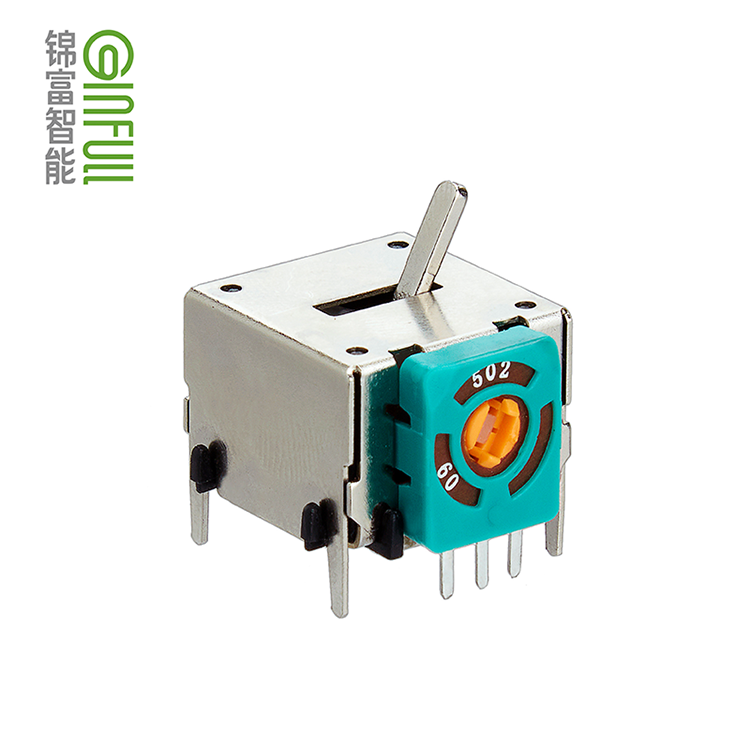
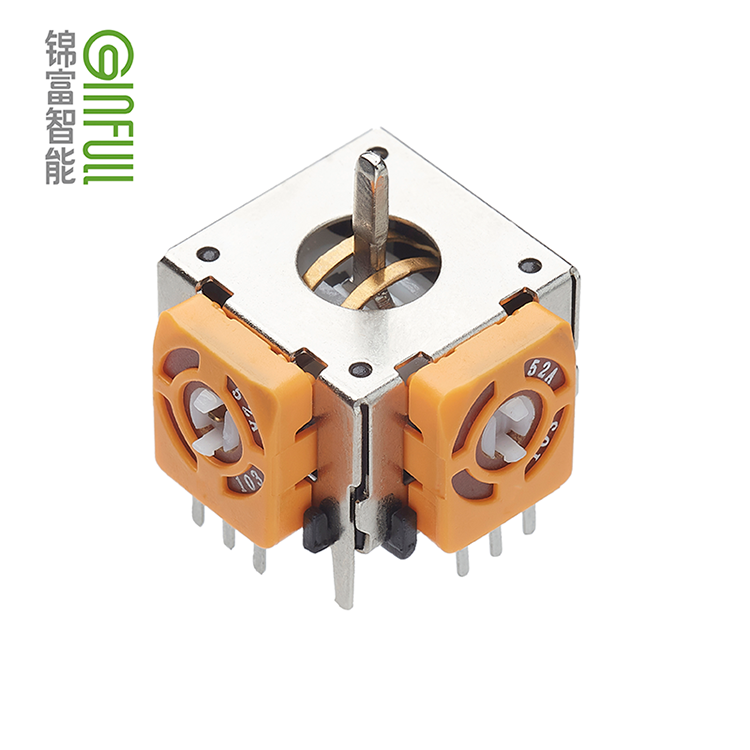
主营产品:电位器、编码器、摇杆、模具、印刷
提交后,商家将派专人为您服务
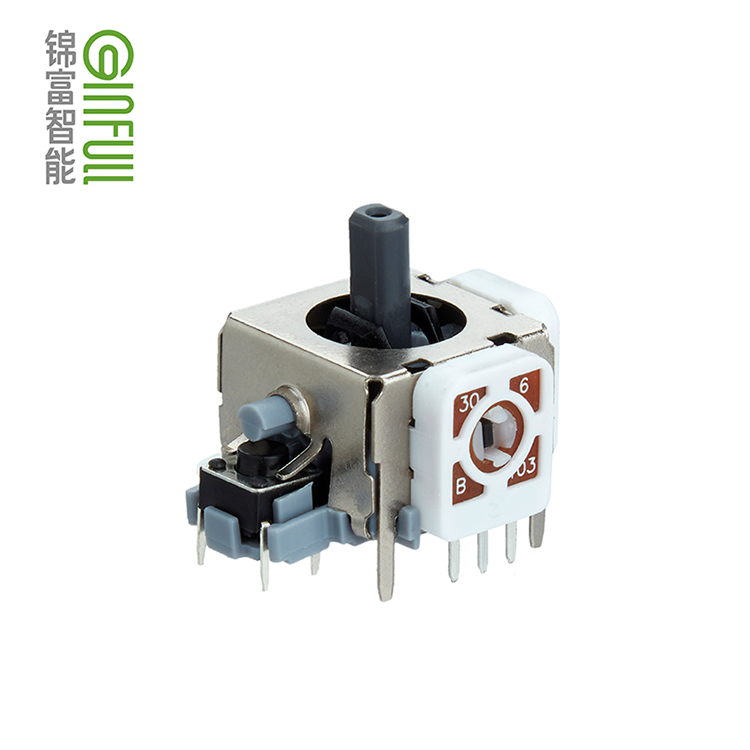
如何安装电位器?
1、电位器是用螺母安装于面板时,锁紧螺母时应非常小心,锁紧力矩不宜过紧,以避免破坏螺牙。
2、当需要螺钉安装直滑电位器是,避免使用过长螺钉,否则有可能妨碍滑柄的运动,甚至直接损害电位器本身。
3、在焊接或安装过程中,不要对端子施压过大的力,否则可能引起接触不良或机械损伤。尽量避免来回弯折端子,端子可能由于弯折两周以上而折断。
4、当给电位器套上旋钮时,不要对轴施加过大的轴向推/拉力。其推/拉力不应超过产品《规格书》中所规定的轴推/拉力参数指标。
安装电位器时,为了保持性能不致变化,务必了解一下安装电位器注意事项
1、散热问题
碳膜电位器在使用中,电阻体上发出的热量将引起电位器本身的温升。必须通过对流、传导、辐射等方式进行散热,其中通过机壳或底板传导是一个很重要的散热途径。如果电位器安装得不够恰当,散热必将受到影响。甚至会造成电位器温度过高而损坏。特别是那些功耗比较大的电位器,加之电子设备、仪器小型化和能形化带来机内温度严重间鼠对散热更应十分注意。常常安装在导热性很好的金属底板上,以保证有良好的散热条件。同时,还需要考虑电位器附近的其它发热元、器件的分布情况。必要时应当慎重考虑提供通风及降温条件,以保证电位器能安全使用
2、安装固定问题
安装电位器时,固定螺母或锁紧电位器的锁紧螺母不能过分拧紧,否则旋转轴会变形,而且转动也会不均匀.这样,扭矩就会发生异常变化。对于锁紧电位器,锁紧力矩低于标准以下的应特别注意。锁紧力矩根据转袖直径的粗细和所用材料不同而界。 一般说来,铝轴差,铸轴、黄铜物、钢轴依次加硬。另外,螺母锁紧后,转轴要比螺母表面高出大约lmm以上。
3、引出端与电路的焊接
由于电位器引出端的焊片或引线比较短,因此在小型化的印刷电路板中或混合集成电路中进行焊接晚必须注意加 热温度不能过高,时闯不能过长(一此烙铁焊时,温度350。C,时间35,270。C时,时间5s)。否则。由于焊料焙化 产生的辐射热、焊料飞溅、印刷电路板弯曲或基片变形等,都可能成为碳膜电位器发生故障的原因。如果连线错误,拆线时,特别是从印刷电路板上或混合集成电路基片上抹线时,更应当谨慎小心。
此外,焊接时,应尽量少用焊剂,更不能让焊剂浸入电位器内部,否则,引起接触不良。在焊接电路的过程中,在引出端之间或引出端与金员外克、底扳及其它导体间隙内,应当严格避免有焊料范入的现象发生,在焊接后要进行严格的清除工序。
如何安装电位器应注意哪些事项
1、焊接前要对焊点做好镀锡处理,去除焊点上的漆皮与污垢。
2、在焊接或安装电位器时,要使标志易于观察。
3、可调的电位器要安装在便于调整的地方。
4、大功率电位器安装时要考虑散热,特别是要充分利用辐射散热。
5、小功率电位器要利用传导散热和对流散热。虽然小功率电位器的引线导热具有决定性意义,但是装在印制电路板上的电位器的引线还是短一点的好,这样可以利用底板散热。
6、安装电位器时,应用紧固零件将其固定牢靠,避免电位器松动,与电路中其他元器件相碰。例如,有些电位器的端面上备有防止壳体转动的定位柱,安装时要注意检查定位柱是否正确装入安装面板上的定位孔里,避免壳体变形。用螺钉固定的矩形微调电位器,不得将螺钉压得过紧,避免破坏电位器的内部结构。
7、安装在电位器轴端的旋钮不要过大,应与电位器的尺寸相匹配,避免调节转动力矩过大而破坏电位器内部的止挡。
8、插针式引线的电位器,为防止引线折断,不得用力弯曲或扭动引线。
9、电位器装入电路时,要注意三个引脚的正确连接。
10、焊接时间要适宜,不得加热过长,避免引线周围的壳体软化变形。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎
























 冀公网安备13010402002588
冀公网安备13010402002588