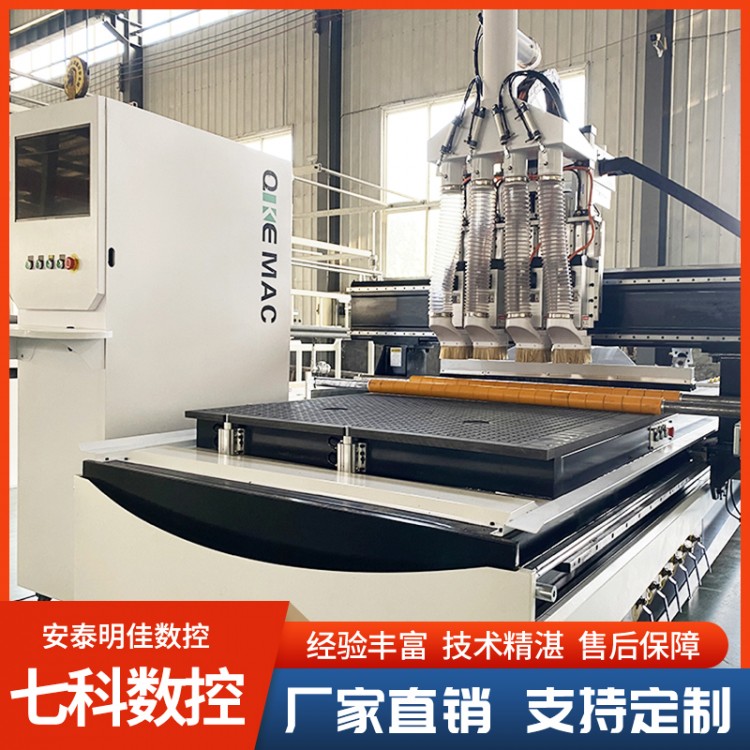
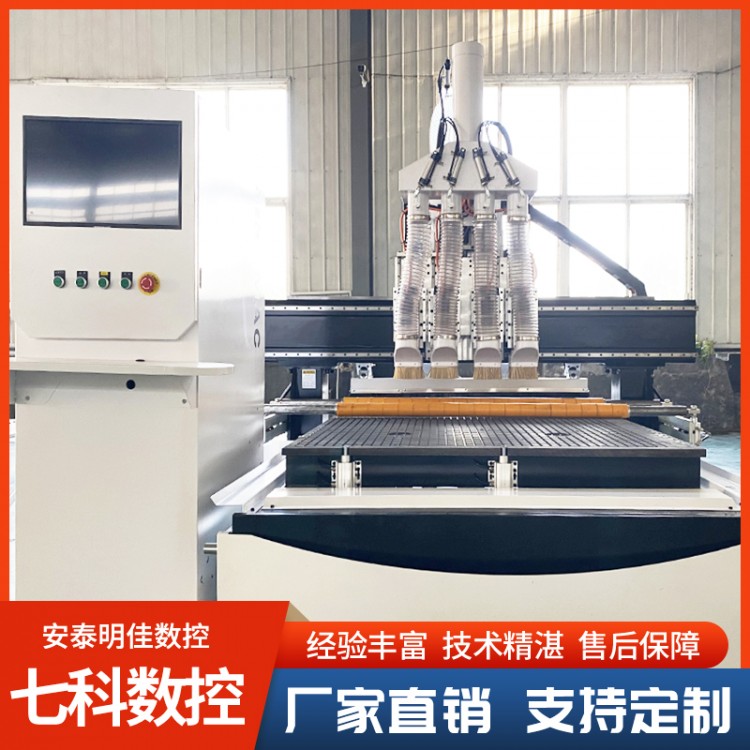
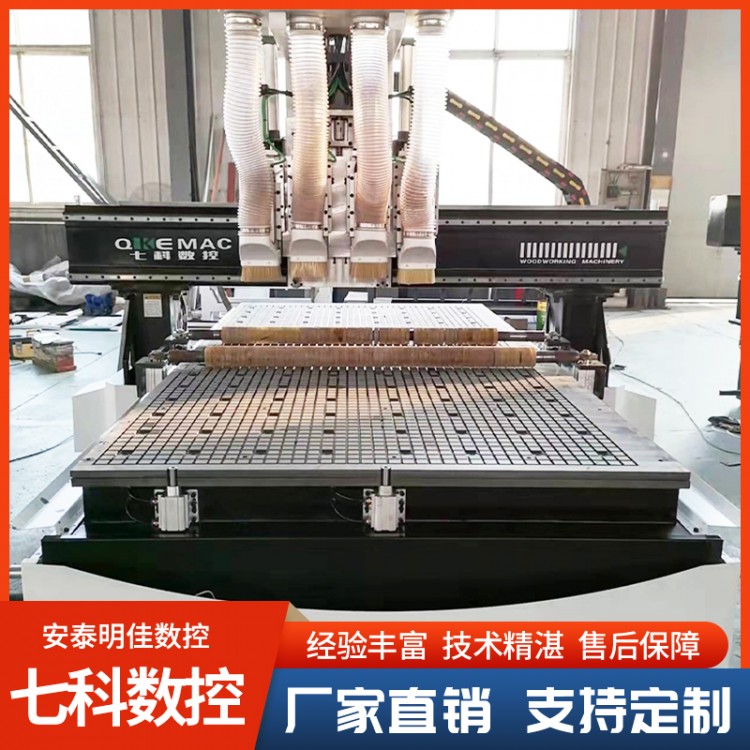
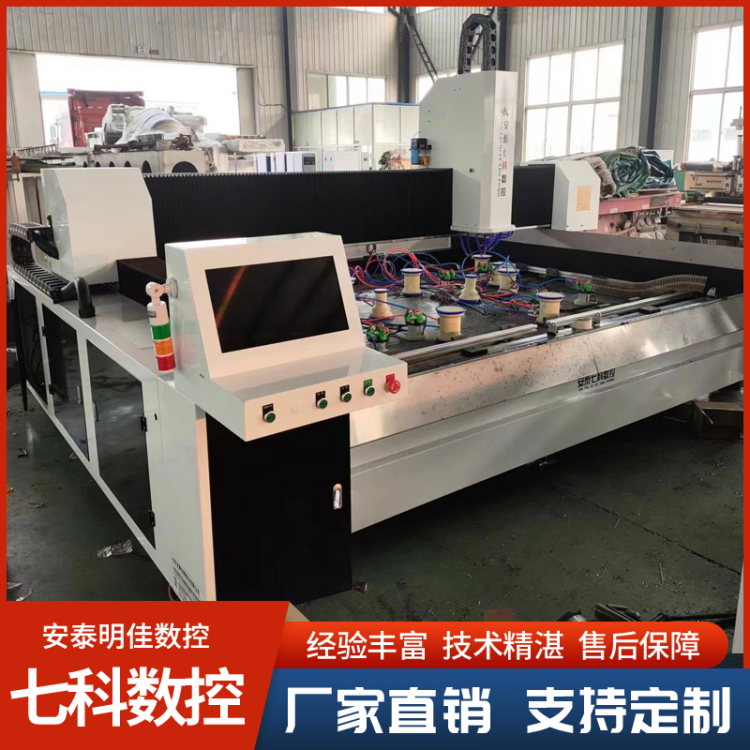
数控纵横锯、数控榫槽机、数控木工车床,车铣雕一体机,数控...

服务热线
18853679755



联系姓名:韩金龙
联系电话:18853679755
所在地区:山东/潍坊市
主营产品:数控纵横锯、数控榫槽机、数控木工车床,车铣雕一体机,数控四工序、五工序开料机...
提交后,商家将派专人为您服务
当数控榫槽机数控系统出现程序错误时,可以按照以下步骤来解决:
1. 错误诊断
查看报警信息:数控系统在检测到程序错误时,通常会发出报警信号并在显示屏上显示相应的报警信息。仔细阅读报警信息,因为它能提供有关错误类型的重要线索,例如 “程序段格式错误”“未定义的 G 代码” 或 “刀具半径补偿错误” 等。这些信息有助于初步确定错误的大致范围。
检查程序执行状态:观察程序在何处停止执行或出现异常行为。可以通过数控系统的程序运行监控功能来查看程序执行到哪一行出现问题,是在刀具移动指令、换刀指令还是其他功能指令时出现错误。
2. 程序检查与修改
代码语法检查:
格式检查:检查程序的格式是否符合数控系统的要求。例如,数控程序通常有严格的格式规范,包括程序段号、指令代码(如 G 代码、M 代码)、坐标值、进给速度等的书写格式。确保每个程序段以正确的代码开头,坐标值的书写符合坐标轴的规定顺序(如在直角坐标系中为 X、Y、Z 的顺序),并且指令代码的使用符合数控系统的编程手册规定。
指令检查:核对 G 代码和 M 代码等指令的使用是否正确。不同的数控系统对指令的支持和解释可能会有所不同。例如,某些数控系统中 G00 用于快速定位,G01 用于直线插补,如果将它们混淆使用,就会导致程序错误。同时,检查指令是否完整,例如在进行圆弧插补时,除了 G 代码外,还需要正确设置圆心坐标或半径参数等。
参数检查:仔细审查程序中的参数设置,如进给速度(F 值)、主轴转速(S 值)、刀具补偿参数等。确保这些参数的值在合理范围内并且与实际加工要求相匹配。例如,如果设置的进给速度过高,超过了机床的很大进给能力,可能会导致电机失步或机床振动,影响加工精度。
逻辑错误检查:
刀具路径检查:审查程序所规划的刀具路径是否合理。确保刀具在移动过程中不会与工件、夹具或机床本身发生碰撞。例如,在进行榫槽加工时,刀具的切入和切出路径应避免与工件的边缘产生干涉。可以通过数控系统的刀具轨迹模拟功能来直观地查看刀具路径,检查是否存在不合理的地方。
加工顺序检查:检查程序中的加工顺序是否正确。例如,在进行多个榫槽加工时,应按照合理的顺序依次进行,避免遗漏或重复加工某个榫槽。同时,加工顺序还应考虑到工件的装夹稳定性和加工效率,确保先加工不会影响后续加工的部分。
3. 重新测试与验证
单步执行程序:在修改完程序后,使用数控系统的单步执行功能来逐步运行程序。这样可以仔细观察每一步程序的执行情况,检查是否还存在错误。如果在单步执行过程中发现问题,可以及时停止程序并进一步修改。
空运行测试:进行空运行测试,即让机床在不实际切削材料的情况下按照程序运行。这可以帮助检查刀具路径、各轴的运动情况以及程序的整体逻辑是否正确。在空运行过程中,重点关注机床的运动是否符合预期,是否还会出现报警信息或异常行为。
试切验证:在空运行测试通过后,进行试切验证。选择一块合适的试验材料(如废料),按照修改后的程序进行加工。在试切过程中,密切观察加工质量,如榫槽的尺寸、形状和位置精度是否符合要求。如果试切结果不理想,需要再次检查程序并进行必要的修改,直到加工出满意的榫槽为止。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎

























 冀公网安备13010402002588
冀公网安备13010402002588