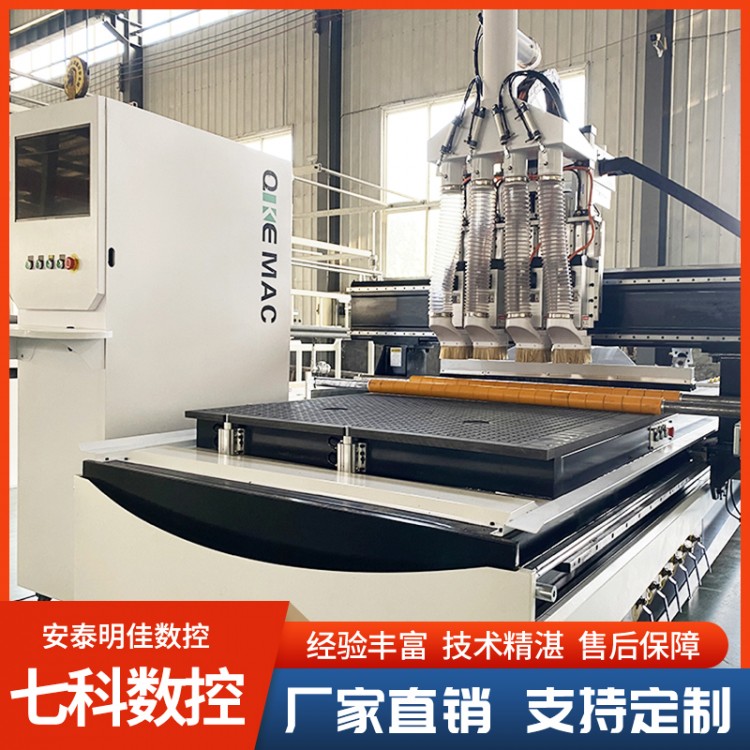
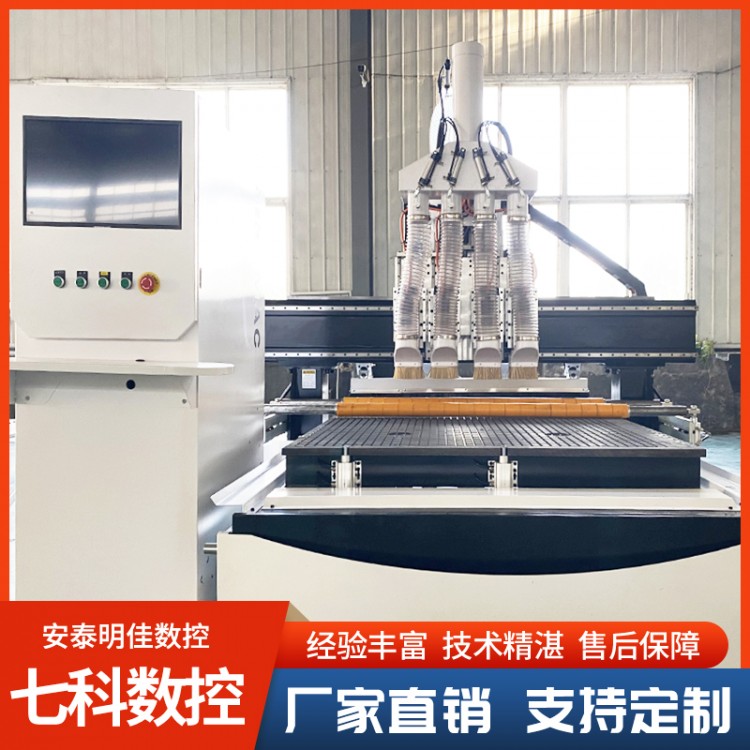
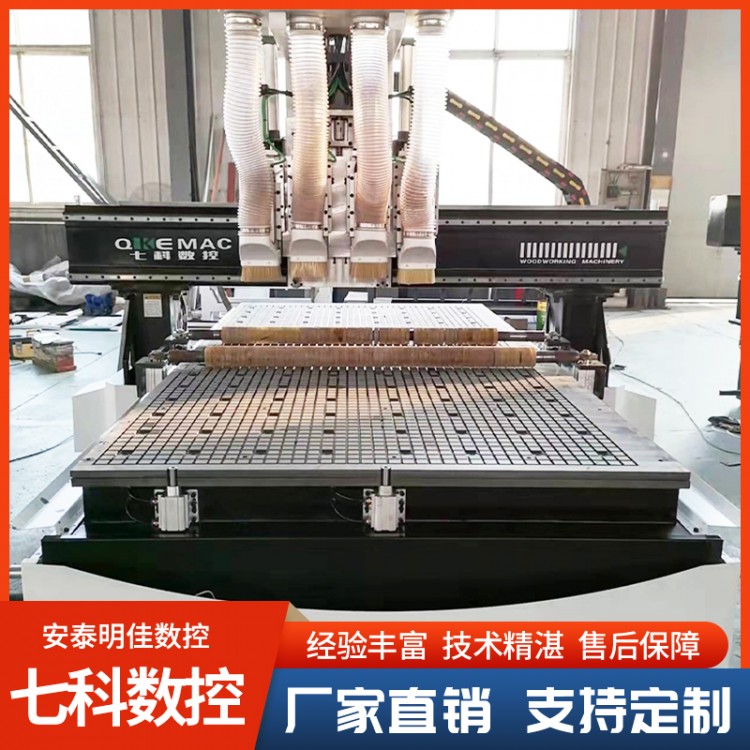
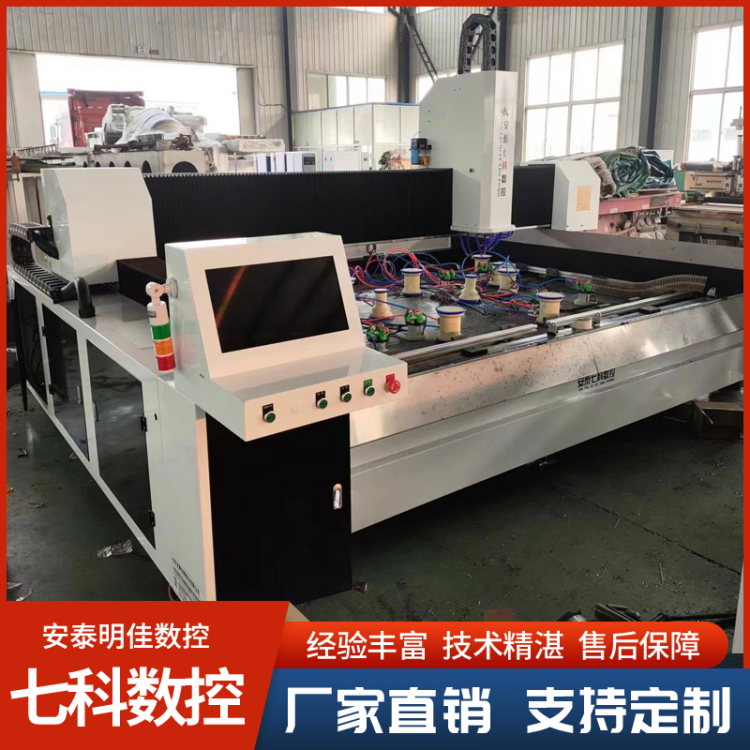
数控纵横锯、数控榫槽机、数控木工车床,车铣雕一体机,数控...

服务热线
18853679755



联系姓名:韩金龙
联系电话:18853679755
所在地区:山东/潍坊市
主营产品:数控纵横锯、数控榫槽机、数控木工车床,车铣雕一体机,数控四工序、五工序开料机...
提交后,商家将派专人为您服务
以下是一些可以提高数控榫槽机工作台移动精度的办法:
1. 机械部件维护与调整
导轨维护
清洁与润滑:定期清洁导轨表面,去除灰尘、切屑等杂质,避免其进入导轨副之间增加摩擦力。同时,根据设备要求选择合适的润滑剂,并定期进行润滑,保证导轨的顺滑程度。例如,采用高质量的导轨油,按照规定的时间间隔(如每周一次)进行润滑。
精度调整:定期检查导轨的直线度和平行度。如果发现导轨出现磨损或精度下降,可以通过调整导轨的安装垫片或使用专业的导轨调整工具来恢复其精度。对于高精度的数控榫槽机,导轨的直线度误差应控制在很小范围内,如每米不超过 0.02mm。
丝杠维护与调整
检查丝杠精度:定期检查丝杠的轴向窜动和径向跳动。如果丝杠精度超出允许范围,会直接影响工作台的移动精度。可以使用百分表等工具进行检测,一般要求丝杠的轴向窜动不超过 0.01mm,径向跳动不超过 0.015mm。
预紧力调整:适当调整丝杠的预紧力。合适的预紧力可以减少丝杠的间隙,提高传动精度。但预紧力过大也会增加丝杠的磨损和电机的负载,需要根据丝杠的规格和设备要求进行合理调整。例如,对于滚珠丝杠,可通过双螺母预紧的方式,将预紧力调整到合适的值,使丝杠在正反转时的间隙尽可能小。
2. 校准与补偿
位置传感器校准
定期校准:位置传感器(如光电编码器、光栅尺等)是准确控制工作台位置的关键。定期对位置传感器进行校准,确保其反馈的位置信息准确无误。校准过程通常需要使用专业的校准工具和设备,按照设备制造商提供的校准程序进行操作。例如,对于光电编码器,要校准其零位和脉冲计数精度,使每一个脉冲信号对应的工作台移动距离与实际值相符。
补偿设置:许多数控系统都提供了误差补偿功能。根据测量得到的工作台移动误差数据,设置相应的补偿参数。例如,通过激光干涉仪测量工作台在不同位置的误差,然后将这些误差数据输入数控系统,数控系统会在工作台移动过程中自动进行补偿,以提高位置精度。
反向间隙补偿:由于机械传动部件(如丝杠螺母副、联轴器等)之间存在间隙,工作台在改变移动方向时会产生反向间隙误差。通过数控系统的反向间隙补偿功能,可以测量并补偿这一误差。具体操作是在数控系统中设置反向间隙补偿参数,补偿值一般通过实际测量得到,例如使用百分表测量工作台正反向移动时的间隙值,然后将该值输入数控系统进行补偿。
3. 优化数控系统参数
速度与加速度参数优化:合理设置工作台的移动速度和加速度参数。如果速度和加速度设置过高,可能会导致工作台在启动、停止和变速过程中产生振动和超调,影响移动精度。根据设备的机械性能和加工要求,通过试验和调整,找到合适的速度和加速度组合。例如,在进行高精度榫槽加工时,适当降低工作台的移动速度和加速度,以确保工作台能够平稳、准确地移动。
插补精度设置:数控系统在进行复杂曲线或多轴联动加工时,会用到插补算法。优化插补精度参数可以提高工作台的运动轨迹精度。不同的数控系统提供了不同的插补方式(如直线插补、圆弧插补等)和精度设置选项,根据实际加工的榫槽形状和精度要求,选择合适的插补方式并设置合理的精度等级。例如,在加工高精度的圆弧榫槽时,选择高精度的圆弧插补方式,并适当提高插补精度参数。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎

























 冀公网安备13010402002588
冀公网安备13010402002588