


联系姓名:徐经理
联系电话:13255427999
所在地区:山东/青岛市
主营产品:聚氨酯保温管、钢套钢蒸汽保温管、架空型保温管、复合型保温管及相关配套保温管件...
提交后,商家将派专人为您服务
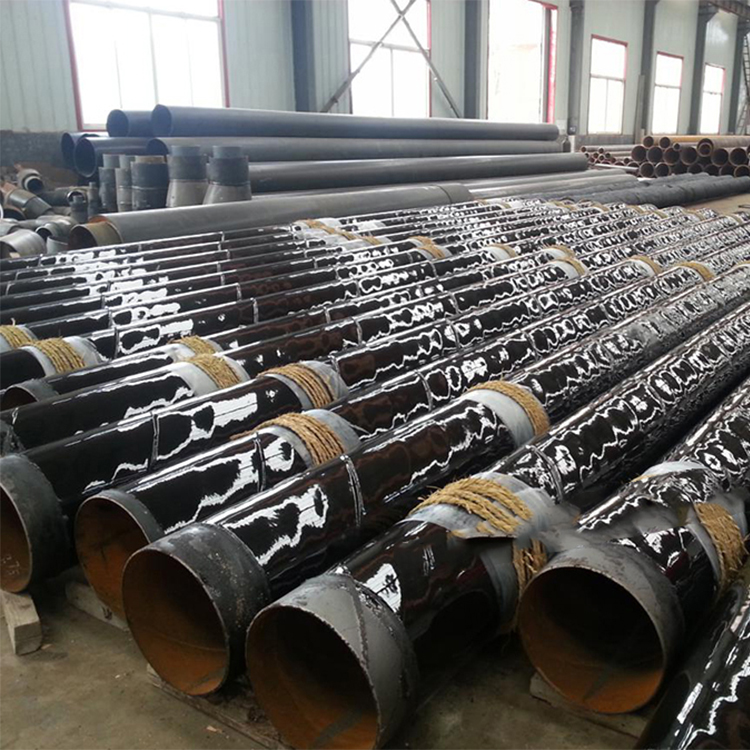
钢套钢保温管的焊接方式:
1.焊接钢管工程施工在铺装、标志的基本上,按整流管原材料、激光切割原材料、坡口、排序、焊接、排渣等工艺流程开展。
2.坡口生产加工清理:一般选用氧乙炔数控火焰切割和氧割应应用激光切割坡口管,并对支管用挫刀开展清理。尽可能用沙轮片激光切割小直徑管件。消除斜面两边20毫米范畴内的油、锈、水,确保斜面金属质感,确保斜面表层缺点,并消除斜面內外。
3.焊丝和助焊剂在应用前要按使用说明书风干,并在应用全过程中维持干躁。
4.焊接工程施工应严苛依照焊接操作规程开展。应用前务必对焊接机器设备开展查验。禁止不过关机器设备进到施工工地。焊接全过程中应开展自查和互查,以操纵焊接品质。防污抗蛀。不饱和聚酯树脂的表面洁净光滑,不会被海洋或污水中的甲贝、菌类等微生物站污蛀附,以致增大糙率;减少过水断面,增加维护费用。钢套钢直埋保温管道无这些污染,长期使用洁净如初。同时由于其内壁光滑,且有好的抗蚀性能,不会产生水垢和微生物的滋生,有效保证水质,保持水阻的稳定。而传统管材还存在日后水阻增大和表面结垢的现象。
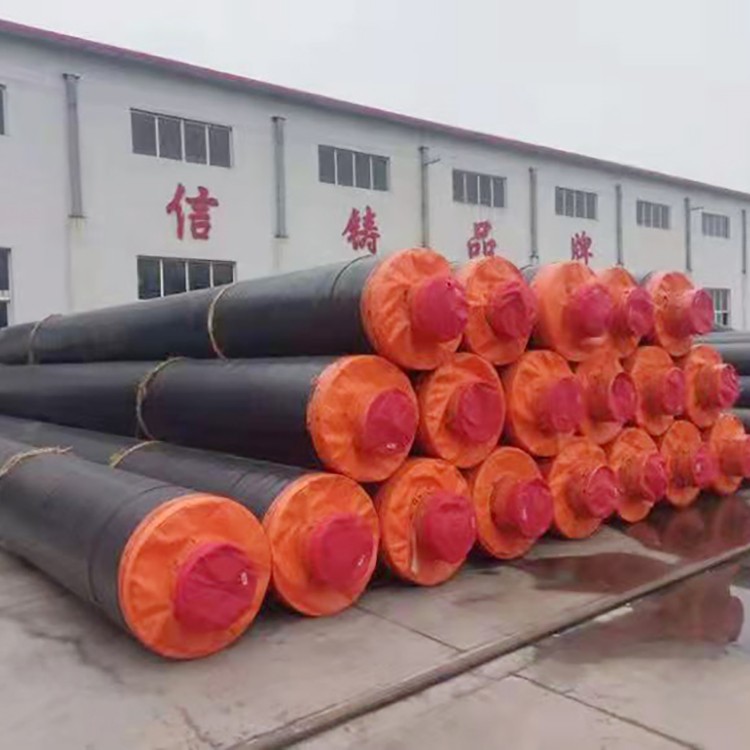
钢套钢保温管由里至外分为三层
第 一 层:工作钢管层 根据设计和客户的要求一般选用无缝管(GB8163-87)螺旋焊管(GB9711-88;SY/T5038-92)和直缝焊管(GB3092-93)。钢管表面经过先进的抛丸除锈工艺处理后,钢管除锈等级可达GB8923-1988标准中的Sa2级,表面粗糙度可达GB6060.5-88标准中R=12.5微米。
第 二 层:聚氨酯保温层用高压发泡机在钢管于外护层之间形成的空腔中一次性注入硬质聚氨酯泡沫塑料原液而成。即俗称的“管中管发泡工艺”。其作用一是防水,二是保温,三是支撑热网自重。当输送介质温度为:-50℃—120℃时,选用硬质聚氨基脲酸酯泡沫塑料做保温层。
第 三 层:防腐钢管防腐保温钢管是一种具有防腐性能的钢管,并且具有良好的保温性能,在建筑施工中得到广泛的使用和推广,并且在不断的进行完善和普及。防腐保温钢管具有不同的加工种类和方法,不同的加工方法确定了钢管具有不同的性能和功能,而且使用范围也会随之改变。
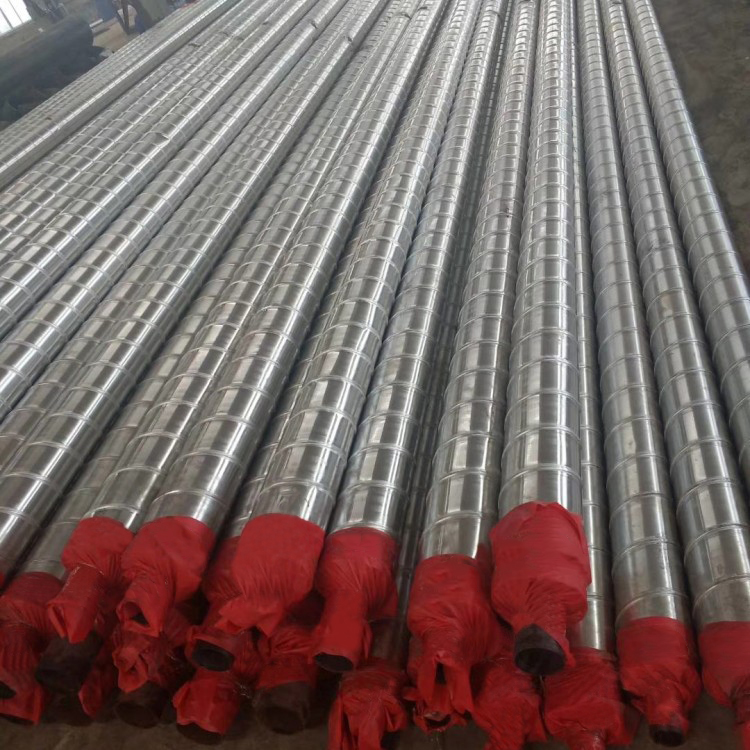
钢套钢保温钢管管道焊接方法:
1、在铺设和标注的基础上,按照整流管材料、切割材料、坡口、分组、焊接、清除焊渣的程序进行焊管施工。
2、沟槽加工及清洗:切割沟槽的管道,一般采用氧乙炔火焰切割、气割后完成,用锉刀将氧化铁清除干净的管口。小直径管道尽可能地由砂轮切割。将斜角两侧20mm范围内的油、锈、水去除,保证金属光泽,保证边坡表面的缺陷,去除边坡内外。
3、在使用焊条和焊剂之前,应按说明书进行干燥,并在使用过程中保持干燥。
4、焊接施工应严格按照焊接作业指导书进行。焊接设备使用前必须进行检验,不合格的设备严禁进入施工现场。在焊接过程中进行自检、互检,做好焊接质量的过程控制。
5、组口前焊接:管道对接焊接接头,要实现内平,错误的侧壁不能超过标准。管组对接固化应由焊接相同管道的焊工进行。对接固化的电极或导线应与正规焊接的电极或导线相同。点焊长度为10-15mm,高度为2-4mm,应大于壁厚的2/3。管道焊缝表面无裂纹、孔洞和夹渣。当管道和配件固定时,焊区域不受恶劣环境(风雨)的影响。
6、防止弹坑裂纹,多层焊接实现夹层接头错开。每个焊缝都应尽快完成。当焊缝被打断时,应及时采取防止裂纹的措施,确保在继续焊接之前没有裂纹。
7、连接管道时,不允许进行强对准,特别是在与设备连接螺栓松动时,且对准部分应在正确的位置。
8、清理焊缝表面的焊渣,检查焊缝表面是否有气孔、裂纹、夹杂物等焊接缺陷。如果存在缺陷,应及时进行维修和维修记录。
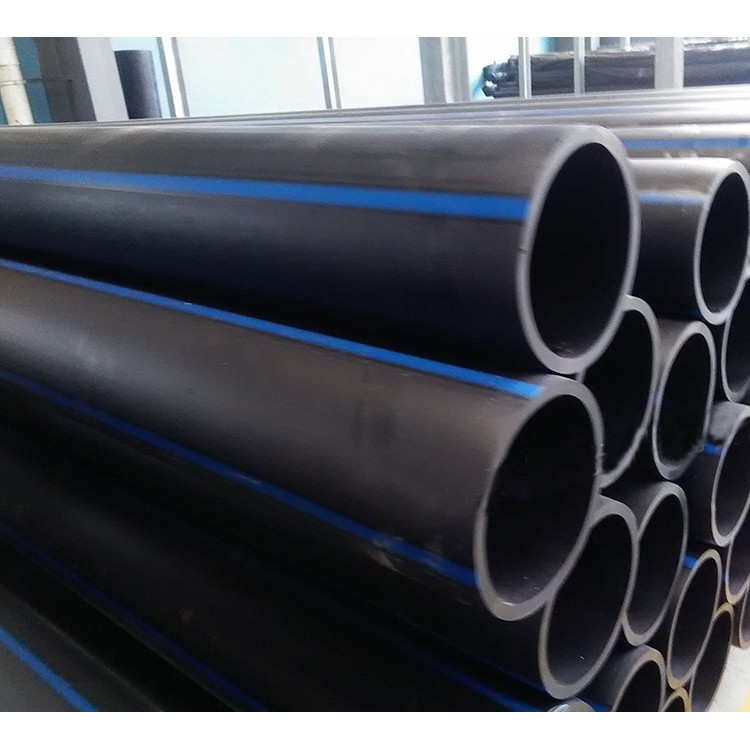
钢套钢蒸汽保温管道的保温施工流程根据图纸要求确定保温管壁厚。根据管道保温材料选择合适的保温材料。钢套钢保温钢管输送普通蒸汽,温度一般在150-300度之间,保温层应为玻璃棉或岩棉。 蒸汽保温管规格厚度根据规格不同一般在35mm-120mm之间。 如果厚度已知,则外壳的规格也将已知。 因为空气层约20mm,所以可以计算出直径! 聚氨酯泡沫保温钢管多用作集中供热管。 众所周知,暖气管的温度一般在80度左右。 如果使用塑料管,肯定无法忍受长时间在高温条件下工作,难免会造成损坏。 如果使用管线钢或其他钢级较高的管道,虽然性能和质量有所提高,但聚氨酯泡沫保温钢管的成本也会大大增加。使用碳钢管作为聚氨酯泡沫保温钢管的基管,既可以保证管道的使用寿命,又可以降低聚氨酯泡沫保温钢管的成本,可以说是一举多得 目的。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎





















 冀公网安备13010402002588
冀公网安备13010402002588