服务介绍 服务对比 建站服务 精美商铺
排名推广 意见反馈 联系我们
扫一扫
用手机做贸易
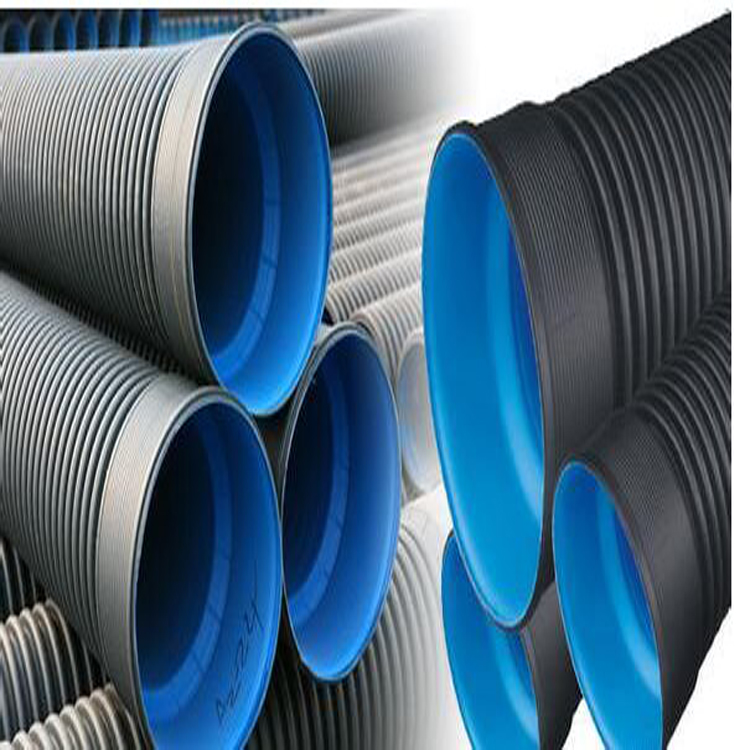
HDPE双壁波纹管、钢带管厂家、双壁波纹管、钢带波纹管、波纹管生产
服务热线
18684165207
联系姓名:赵经理
联系电话:18684165207
所在地区:贵州/贵阳市
主营产品:HDPE双壁波纹管、钢带管厂家、双壁波纹管、钢带波纹管、波纹管生产
提交后,商家将派专人为您服务
钢带波纹管
面议
HDPE双壁波纹管
HDPE钢带增强螺旋波纹管
面议 详情
贵阳HDPE钢带增强螺旋波纹管
PVC双壁波纹管材
U-PVC通讯双壁波纹管
CPVC电力管
CPVC通讯多孔管
玻璃钢夹砂管
聚乙烯(PE)给水管材
塑料检查井
客服
顶部
贵阳飞跃塑胶有限公司
联 系 人:赵经理
联系地址:贵州省贵阳市白云区沙文镇班竹村老场坝组80号



























 冀公网安备13010402002588
冀公网安备13010402002588