PEEP螺旋钢管技术标准
发布时间:2019-07-21
浏览次数:14
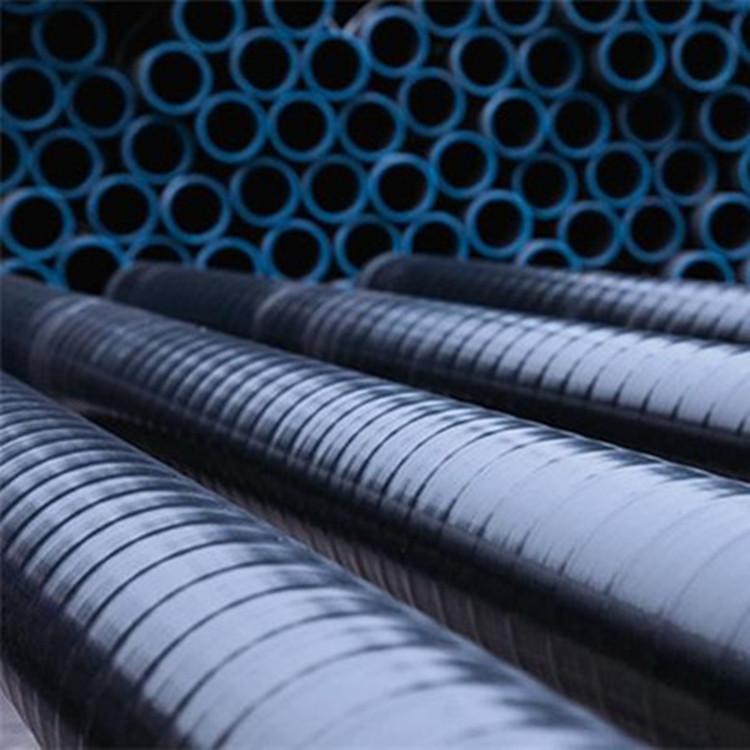
螺旋钢管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。
PEEP螺旋钢管技术标准
管材:
钢管应符合以下标准要求
(1)《钢焊缝手工超声波探伤方法和探伤结果分级》GB11345—89
(2)《涂装前钢材表面锈蚀等级和除锈等级》GB8923—88
(3)《压力容器用钢板》GB6654—1996
(4)《厚度方向性能钢板》GB5313—85
(5)《钢熔化焊对接接头射线照相和质量分级》GB3323—87
(6)《埋弧焊焊缝坡口的基本型式与尺寸》GB986—88
(7)《气焊、手工电弧焊及气体保护焊焊缝坡口的基本型式与尺寸》GB985—88
(8)《碳素结构钢》GB700—88
(9)《低合金高强度结构钢》GB/T1591—94
(10)《水电站压力钢管设计规范》DL/T5121—2001
(11)《水工金属结构防腐蚀规范》SL105—95
(12)《压力钢管制造安装及验收规范》DL5017—93
(13)《电力建设施工及验收技术规范钢制承压管道对接焊接接头射线检验篇》GB/T5069—96
(14)《压力容器无损检测》JB4730—94
(15)《钢制压力容器磁粉探伤》JB3965—85
(16)《水电站基本建设工程验收规程》DL/T5123
(17)《水利水电工程压力钢管制造安装及验收规范》DL/T5017-2007
(18)《供水排水管道工程施工及验收规范》GB50268-97
(19)SY/T5037—1992普通流体输送管道用螺旋埋弧焊钢管
(20)管件:GB/T12459—1993钢制对焊无缝管件或按02S403钢制管件图集制作。1.1.11.1.1.1焊接钢管的
技术要求一般要求
焊接钢管必须适合在寒冷条件下埋地使用,其环境温度在-36.7℃~+37.8℃之间,加工后的钢制管道糙率应不大于0.0125。
焊接钢管所用钢板的技术要求a.钢板的牌号和化学成份、力学性能必须满足国标《碳素结构钢》GB/T700-2006的要求。b.各类钢板均应做180°弯曲试验,试样弯芯直径应符合GB700规定,试样弯曲的外面和侧面不得有肉眼可见的裂纹,断裂或起层。c.表面质量钢板的表面不允许有裂纹、结疤、折叠、气泡拉裂和夹杂,钢板不得有分层。d.钢板的尺寸、外形、重量及允许偏差应符合GB709的规定。
加工工艺
所有管材需采用现代工艺进行加工制造,全部外露表面不许有缺陷,各部件都要精密加工到标准尺寸以便于维修更换。需防腐处理的表面要光滑,无锐角毛刺及凸起,焊缝要光滑,棱角弯曲部位要呈圆型。钢板在加工前要清理,不得有明显的焊节和不熔焊口。局部加热的钢材要退火处理,或加工成小部件。成品件要平直不得有扭曲、弯曲和开口。
钢板的划线、切割和坡口加工
a.钢板划线的极限偏差应符合表4的规定
表3序号12项目钢板划线的极限偏差极限偏差(mm)±12序号34项目对应边相对差矢高(曲线部分)极限偏差(mm)1±0.5
宽度和长度对角线相对差
b.直管环缝间距不应小于6000mmc.同一管节允许有两条纵缝,相邻纵缝间距不应小于500mmd.管道任何位置不得有十字形焊缝
e.钢板加工后坡口尺寸的极限偏差,应符合GB985-88、GB986-88的规定f.钢管出厂前两端应加工成满足现场安装的坡口,加工后坡口尺寸的极限偏差,应符合GB985-88、GB986-88的规定。坡口加工完毕应立即涂刷无毒,且不影响焊接性能和焊接质量的坡口防锈涂料。
允许公差
管节加工时的各种允许公差应符合国标《给水排水管道工程施工及验收规范》GB50268-97中的要求。
直焊缝卷管管节几何尺寸允许偏差应符合下表规定:
管节几何尺寸允许偏差项目周长圆度端面垂直度弧度D≤600D>6000.001D,且不大于1.5用弧长πD/6的弧形板量测于管内壁或外壁纵缝处形成的间隙,其间隙为0.1t+2,且不大于4距管端200mm纵缝处的间隙不大于2允许偏差(mm)±2.0±0.0035D管端0.005D其他部位0.01D
注:1.D为管内径(mm)为壁厚(mm),t2.圆度为同端管口相互垂直的大直径与小直径之差。3.螺旋焊缝卷管参照执行。管件:GB/T12459—钢制对焊无缝管件或按甲方钢制管件图集制作。甲方钢制管件图集制作1.2管件:GB/T12459—1993钢制对焊无缝管件或按甲方钢制管件图集制作。所有钢材的焊缝必须光滑,无尖锐的突起、重皮、针孔、焊瘤等缺陷。喷砂之前先要对有缺陷的内焊缝进行修磨处理(必要时补焊),以达到涂覆环氧粉末及聚乙烯粉末涂料的工艺要求。1.3法兰标准涂塑钢管法兰的标准为GB/T9119-2000,压力等级为PN1.6Mpa,与水泵等设备连接处法兰标准如有变化,以需方提出的要求为准。
用于外表面涂敷的聚乙烯粉末,其性能应符合表1的规定。
表1试密拉伸试验硬度试验软化点试验吸水度试验环境应力开裂试验熔体流动速率验项目度拉伸强度延伸率质量要求
32
0.915g/cm以上980N/cm以上340%以上HD40以上85℃以上0.01%以下1000小时以上3.1g/10min
表2
用于内表面涂敷的环氧树脂粉末,其性能应符合表2的规定。
3
指
标
检验方法GB/T1033GB/T6554GB/T6554GB/T6554GB/T6554GB/T1732GB/T6742GB/T17219
密度,g/cm
1.4~1.8>150μm,3>250μm,0.299.522~28≤120(200℃)50通过符合要求
粒度分布,%不挥发物含量,%水平流动性,mm胶化时间,s冲击强度,kg.cm弯曲试验(∮2mm)卫生安全性能
喷砂除锈1内表面宜采用喷(抛)射除锈,除锈等级应达到《涂装前钢材表面
锈蚀等级和除锈等级》GB/T8923中定的Sa2级,内表面经喷(抛)射处理后,应用清洁、干燥、无油的压缩空气将管道内部的砂粒、尘埃、锈粉等微尘清除干净。2外表面宜采用喷(抛)射除锈,除锈等级应达到《涂装前钢材表面锈蚀等级和除锈等级》GB/T8923中定的Sa2.5级,外表面经喷(抛)射处理后,应用清洁、干燥、无油的压缩空气将管道内部的砂粒、尘埃、锈粉等微尘清除干净。3焊接表面应打磨干净,无毛刺、焊瘤、棱角等。
6标准及规范涂塑钢管制作应符合或参照下列标准新版本的要求:
SY/T5037—2000普通流体输送管道用螺旋埋弧焊钢管GB8923涂装前钢材表面锈蚀等级和除锈等级给水涂塑复合钢管CJ/T120-2008
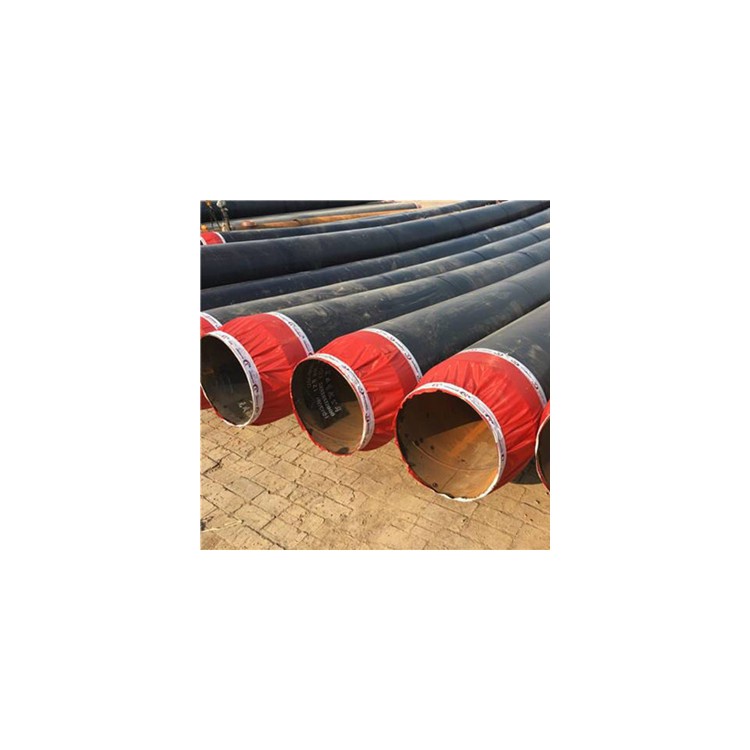
SY/T0442--97钢质管道熔结环氧粉末内涂层技术标准Q/CNPC—GD0251—2006埋地钢质管道热涂聚乙烯外覆盖层技术
防腐层的质量要求
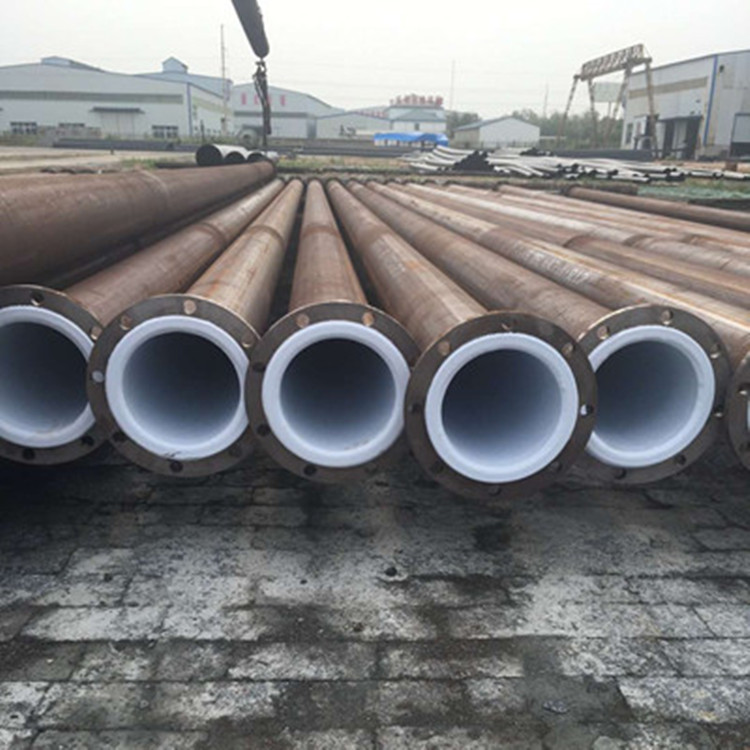
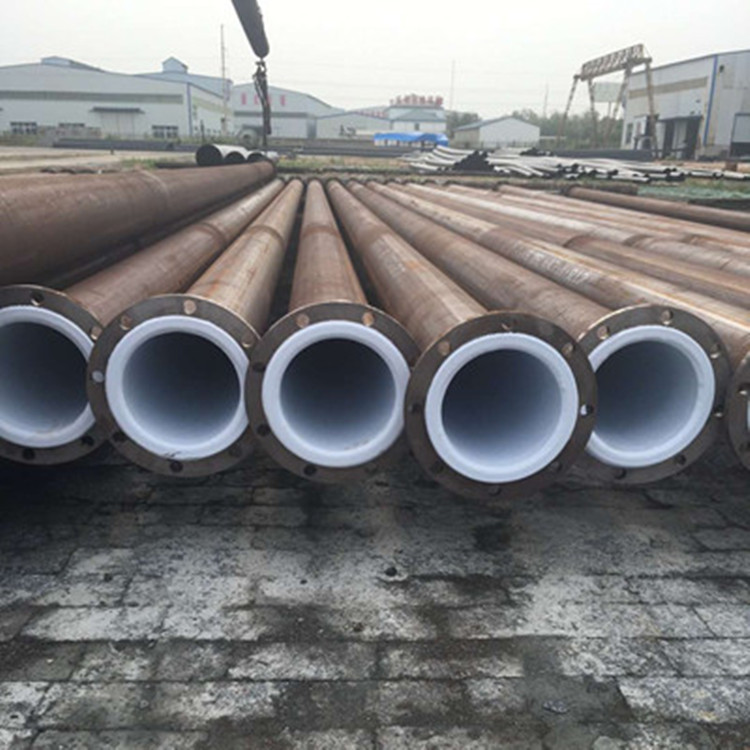
1管道和管件均按照“设备参数”中的要求内外涂塑涂塑层应均匀,
涂塑的厚度内环氧树脂(EP)涂塑涂层厚度为0.5±0.1mm,外聚乙烯涂塑涂层厚度(PE)1.5±0.2mm。12涂塑表面应无杂质、光洁,不得有分层、气泡、裂纹、折邹和超过
涂塑偏差的划伤等缺陷。3涂塑管道及管件在现场由施工方将接口焊接后,由涂塑管道及管件
供货方提供现场补塑作业,对整体管系的防腐质量负责。1补口两管端焊接后清理需要涂塑的区域,达到涂塑区域内无锈、无尘土、无泥、无油垢和无其他有害杂质,金属打磨出金属光泽。接头内壁用双组份环氧树脂液体涂料进行补口施工,接头外壁用聚乙烯热收缩带补口。补口涂层与原有涂层搭接宽度要求:聚乙烯为100mm、环氧树脂为30mm。.2补伤修补时先除去损伤部位的污物,并将该处周围的涂层打磨
至表面粗糙,损伤的环氧涂层用双组份环氧液体涂料补涂,聚乙烯涂层用聚乙烯补伤带修补。补伤质量检验参照补口质量检验中外观质量检验、厚度检测、漏点检测三项执行3为确保钢塑复合管道质量,尽量减少原有涂覆层的人为损坏,现场接头的焊接与补口的间隙时间越短越好,补口时穿越管道内长度不宜太长。极好是焊一道口后马上补涂这道口。但在焊接与补口不是一个施工单位施工的情况下,建议一次焊接接口的数量不能超过3个接口(每个接口间距12米)。在焊接、补口及穿越管道内部过程中,不能损伤管道原有涂层,不能将坚硬物体直接和涂层相接触,保证钢塑复合管道的使用寿命。4涂塑厂家应提供原材料生产厂家:钢管生产厂家、涂塑用环氧树脂粉末及聚乙烯粉末生产厂的出厂检验报告。5涂塑用环氧树脂粉末的性能指标应满足和优于CJ/T120-2008标准或SY/T0442--97的要求,并提供每一批次的检验报告。涂塑用聚乙烯粉末的性能指标应满足和优于CJ/T120-2008标准或Q/CNPC-GD0251-2006的要求,并提供每一批次的检验报告。6涂塑前需要对钢管进行喷砂或酸洗磷化等工艺方法,去除钢管金属表面的铁锈、油污等杂质。清理钢管表面毛刺。7涂塑钢管定尺长度为12m,全长允许偏差为+20mm。在钢管的两端需留出一段距离用于焊接区域,内表面环氧树脂粉末涂层要求距端口30mm内去掉,另20mm修磨成渐变过渡层外表面聚乙烯涂层要求距端口150mm内去掉,涂层端部修磨成30°坡口。现场焊接除锈后进行补塑作业。包装、运输、8包装、运输、贮存1产品出厂前应对管道及法兰面采取保护措施,以避免在运输过程中的损坏。管道外表面采用草绳缠绕4~5道,每道路8~10圈法兰面用草纸板密封以防操作涂层。2运输车辆的围栏或与防腐钢管外表面有接触处均应采用橡胶或其它软质材料进行隔离保护。3装带。4合格的涂塑钢管应平直存放于室内,中间用软质缓冲材料隔开,露运输中或装卸超过程中不应抛摔和剧烈撞击,装卸时应使用尼龙吊天存放时须用遮雨篷遮盖,不应长期存放在室外阳光直射和寒冷的场所。.5涂塑钢管在运输和储存过程中的环境温度为-30℃~45℃。9内环氧外乙烯涂塑钢管及管道检验外观检验:采用目测法逐根检查,涂层表面外观要求平整、色泽均匀、无气泡、开裂及缩孔,允许有轻度桔皮状花纹。2针孔检验:用电火花检测仪对钢管内外涂层逐根检查。对内表面环氧涂层,平均每平方米允许漏点数不超过1个,且须用液体环氧树脂涂料对漏点处进行修补。3涂层厚度检验:用电磁测厚仪测量涂塑钢管同一圆周上任意直交四点的涂层厚度,取其平均值为涂层厚度,结果应符合质量要求。(内涂环氧树脂层厚度(EP)>0.40mm,外涂聚乙烯层厚度(PE)>1.0mm)4补口质量检验(适用于电焊连接)修补后的接口要逐口进行涂层外观检验,涂层厚度检验,针孔检验,所有指标达到标准要求为合格。对不合格项目要返工,直至达到标准要求方可。10标志和质量证明书1日期。每批管道应有附有质量证明书,其内容包括以下内容。制造厂名称产品名称、规格、长度每批数量每根管道应在距管口500mm处标注该管道规格、长度、编号及制造。


















































 冀公网安备13010402002588
冀公网安备13010402002588