


联系姓名:孙建设
联系电话:13623818504
所在地区:河南/郑州市
主营产品:机械制造:矿山机械制造机械零件、零部件加工等
提交后,商家将派专人为您服务
客户从产品购买之日,我们的服务也就拉开了序幕。经双方沟通协商,签订现场规划具体方案书。宏鑫矿业就会按照协议时间、具体要求派技术人员前去实施。根据客户所提供设备进场现场平面尺寸及所要规划的内容,宏鑫矿业在短时间内为客户提供出现场“平面布置图、设备基础图”,并通过传真或邮寄的方式反馈给客户,经确认无误后,按图施工。
安装与调整
1.安装
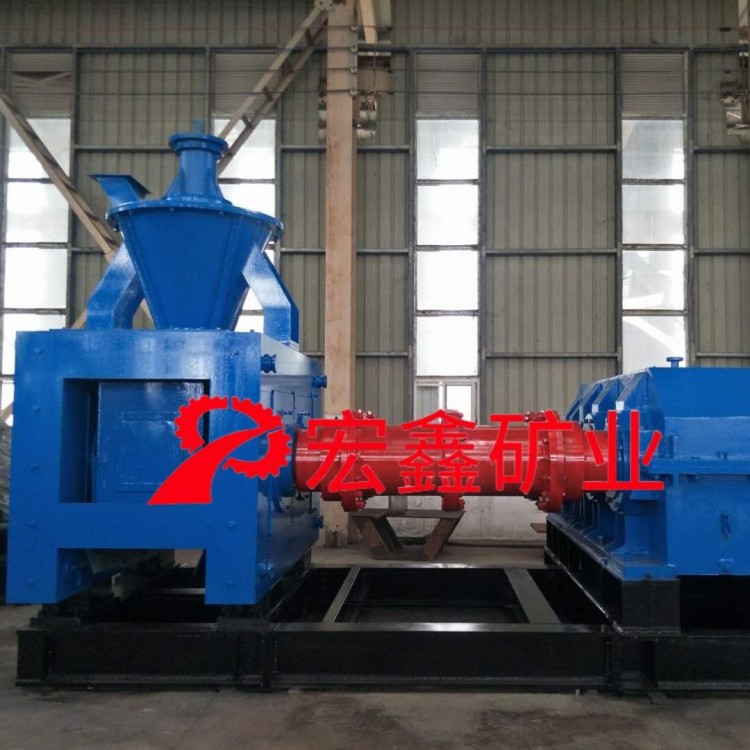
压球机出厂时主要有以下部件:
1)压球机主体。主体包括主体、液压部分,顶上安有电机、涡轮减速机。如运输过程中超过高度,予压机及涡轮减速机可分体拆下。
2)主机减速机一台,输入轴装有皮带轮,输出轴装有联轴器一件。
3)主电机一台,装有皮带轮一件。
4)压球机操作控制柜一台,调速表一块。
5)振动筛分机一台(含振动电机)。
6)附件。柱销、三角带等。
用户订货后,按本机说明书,在用户自行设计的配置图中,筑好基础(压球机各件之间的相对标高按本说明书进行),基础上预留地脚螺栓(该地脚螺栓孔安装尺寸按说明书)。
压球机到厂后,安装时应以压球机为主进行,先粗找标高和水平并穿好地脚螺栓。然后以主减速器为准进行粗找标高于水平面座标并穿上地脚螺栓。主电机和主减速器系用三角带相连。所以仅需保证电机轴和减速机输入轴在同水平面,距离以皮带为准。以上工作完毕后可二次灌浆以固定地脚螺栓。可用垫片来调整安装标高的小误差,精调完毕后对基础面用水泥将抹面,抹面这一工作必须在紧固地脚螺栓后进行。至于其余部件可按总图进行。
2.调整
本机出厂前已调整过,但因现场的维修或运转使用后出现的问题仍需调整。
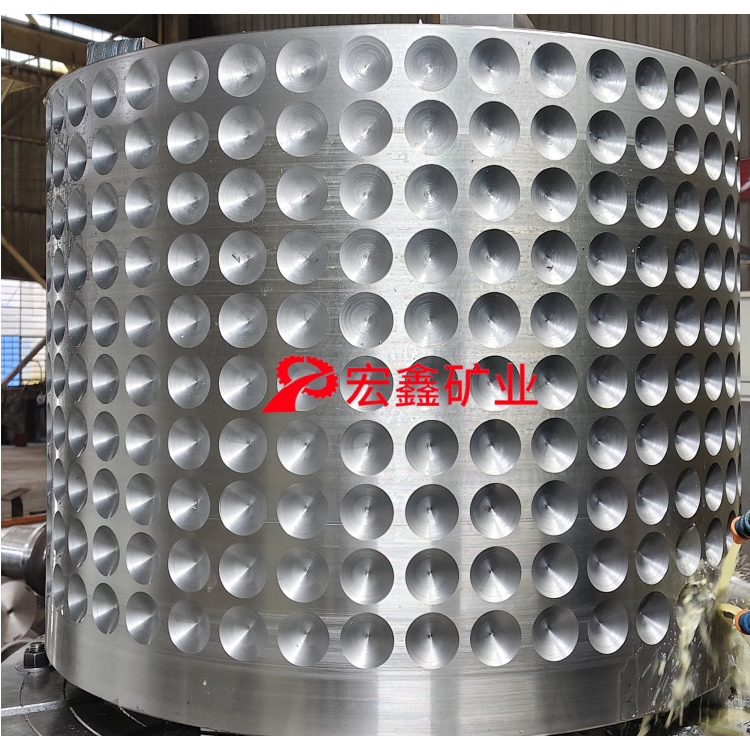
1.压辊的生产间隙调整 在生产中有时需增大产量或者增大咬入角,此时就可增加两压辊的间隙,在主动轴承座与被动轴承座之间嵌入0.1-1mm的薄片即可,其步骤如下:停机、油泵卸荷,将活动的被动轴承座向油缸处移动,两端嵌入等厚的薄片即可。
2.球窝对位的调整 球窝由主被两辊面上的凹窝对合而成,因而存在着轴向对位和周向对位的问题。
A、轴向对位在安装时已调好,一般说来调整的可能性不大,当需调整时,调整轴承压盖上的螺栓,即可达到轴向对位的目的。
B、周向对位步骤如下:先卸松轴头盘上的4条螺栓,然后卸松调整套上的11条M20的联接螺旋,调节调整销上的M20*70螺栓即可达到周向对位的目的。如果调节不动,可用手来回盘动主减速机上的皮带轮,由于涉及时已考虑了一个球窝的调整量,所以无论错多少,均可调整错位。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎













 冀公网安备13010402002588
冀公网安备13010402002588