
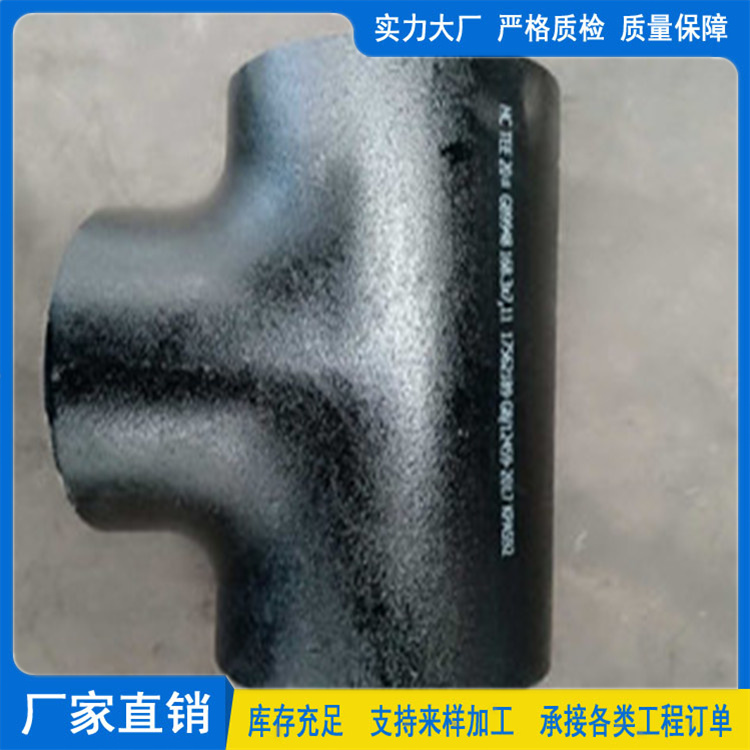
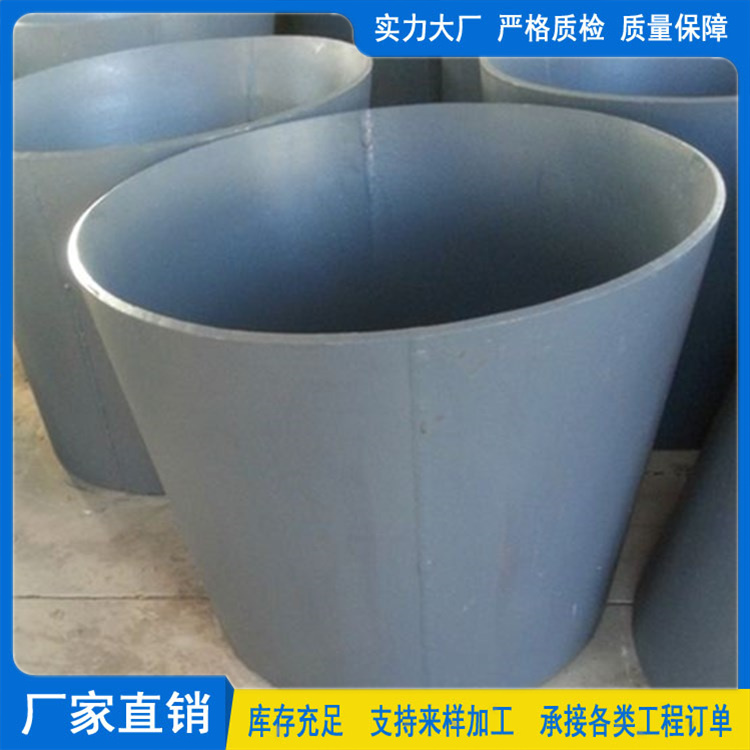
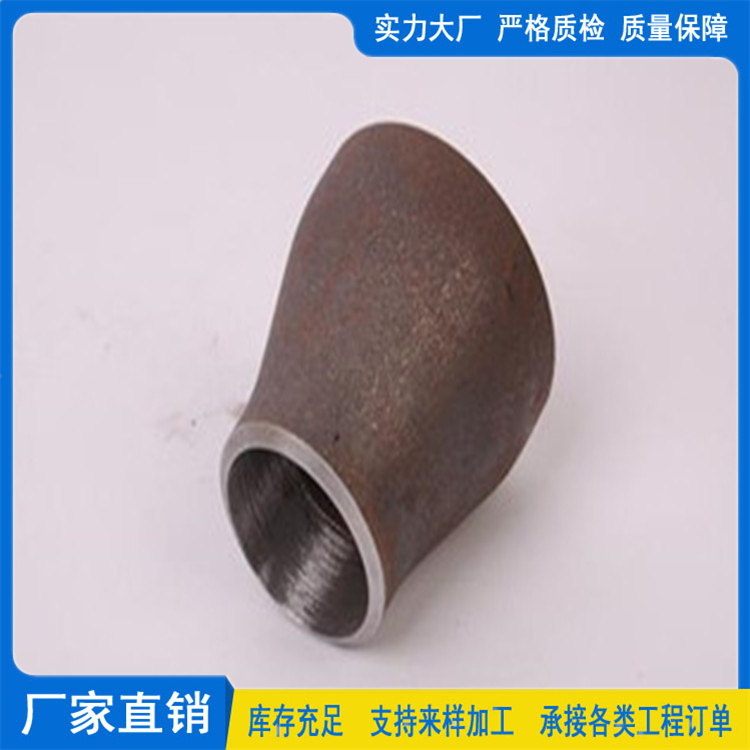
我公司主要生产生产各种材质各种规格型号弯头、三通、弯管、异型管、承插、锻制、...

服务热线
19932256151



联系姓名:仉经理
联系电话:19932256151
所在地区:河北/沧州市
主营产品:我公司主要生产生产各种材质各种规格型号弯头、三通、弯管、异型管、承插、锻制、...
提交后,商家将派专人为您服务
1.工装设计制造大型法兰由2块互成900的装夹底板,2块法兰托板和2块立板及4块加强筋板组焊而成。为保证工装的刚度,相连板块焊缝应开坡口焊透,焊角高20—30mm。在法兰托板上钻有相应的螺栓孔,保证法兰能与法兰托板用螺栓准确连接,小端法兰背面与托板之间留有能放入小型手动千斤顶的空隙,同时按顺着立板方向在法兰托板上开出缺口,以便将弯头装入工装之中,采用较厚钢板制成近似槽型结构的工装,能够满足切削时对刚性的需求。大型法兰的2个法兰面是相互垂直的,而立式车床的工作台是水平回转的,所以该工装的主要功能是利用大端法兰上的螺栓孔把工装与法兰连接在一起。工装装夹在工作台上时应保证被加工的法兰平面与立式车床工作台同心并平行。
法兰加工的时候,我们首先要了解到这样的一种零部件本身在焊接的过程里面 可能会有一定的缺陷,不锈钢的法兰的焊接缺陷,如果较为严重的话,那么基本上 是采用手工机械来进行打磨的,这种打磨的方式用来进行弥补,相对来说 可能会产生一系列的打磨痕迹,可能多多少少都会造成表面不均匀的情况,从而直接影响到了整个设备的美观。法兰加工的时候有可能打磨抛光的不均匀,这样在进行一系列的酸洗钝化的处理过程当中,对于面积比较大的工件,很难达到一种较为均匀的处理效果,所以说如果无法达到这种效果的话,那么在加工的过程当中肯定会耗费更多的时间,相对来说对于一些辅助性的用料耗费的材料也是非常高的。在加工的过程当中还面临着一种问题。
可能法兰上面有一些划痕,这些划痕都是非常难去除的,因此在整体钝化的时候,在腐蚀性介质的条件之下,往往会发生一系列的化学腐蚀,从而产生一些铁锈。为减少工装数量,该工装应能变换装夹位置,保证在1个工装上能加工弯头2端大小法兰。同时该工装必须具备足够的刚度,否则将严重影响法兰密封环槽的加工质量,所以在满足使用情况下,应尽量降低工装的高度,这样能提高刚度便于操作。该工装与大型法兰固定后回转半径不应超过立车的工作半径,并能方便装夹易于调整,方便进刀切削。槽型结构悬臂梁受力模型车削时受力发生弯曲和扭转,应校验其挠度和转角。通过以上校核, 大挠度7.27×lO-7m和 大转角8.969×10-5都是的变形。并在相关部位又增加了加强筋等,刚度远超计算数值,刚度完全能满足切削力的要求,该工装与弯头法兰组合后 大回转直径为2.42m<3.50m(双柱立车回转直径)。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎
















































 冀公网安备13010402002588
冀公网安备13010402002588