


联系姓名:耿森浩
联系电话:15031831100
所在地区:河北/衡水市
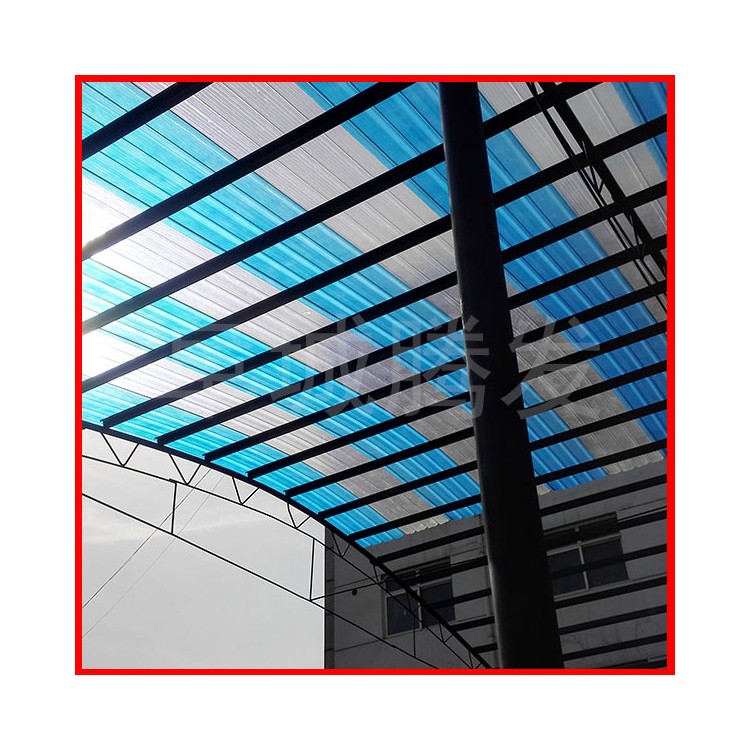
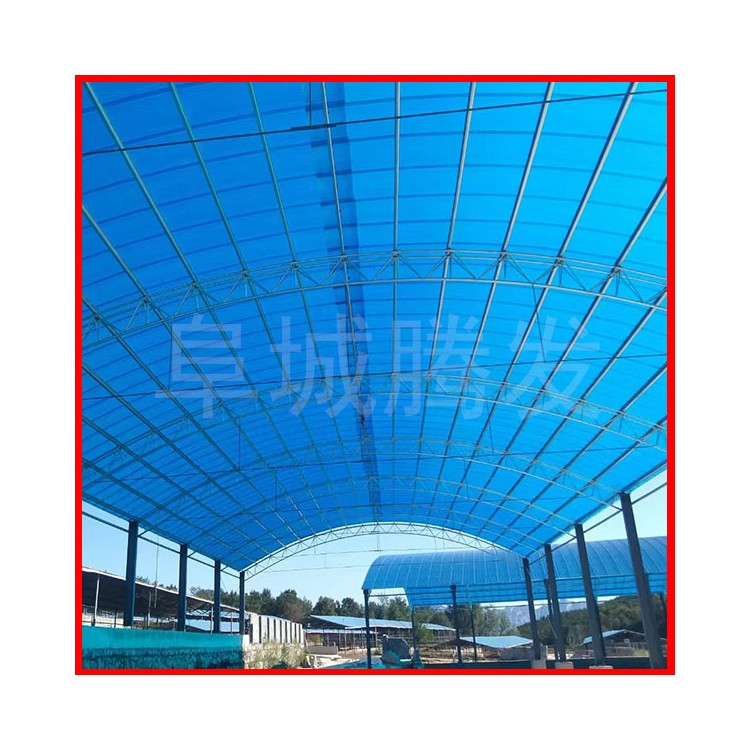
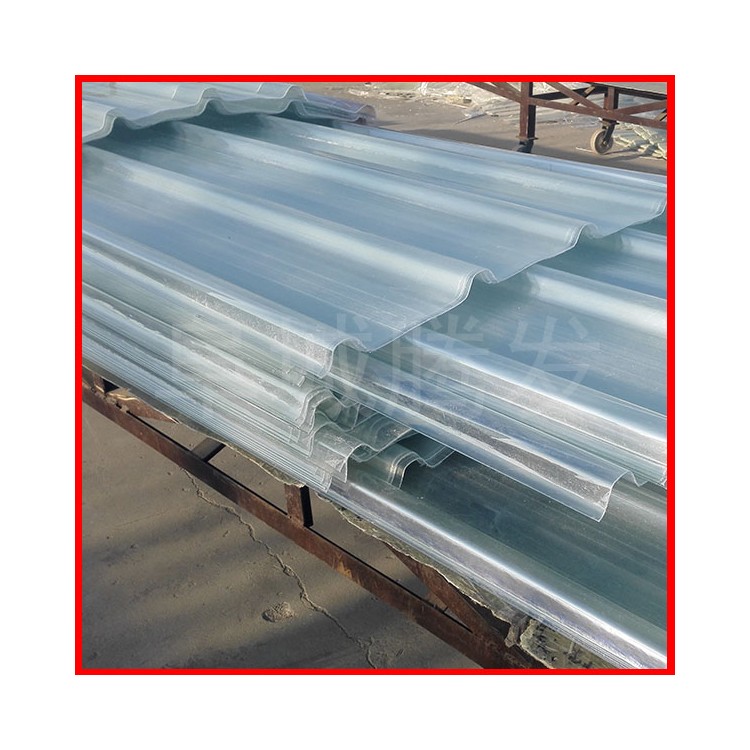
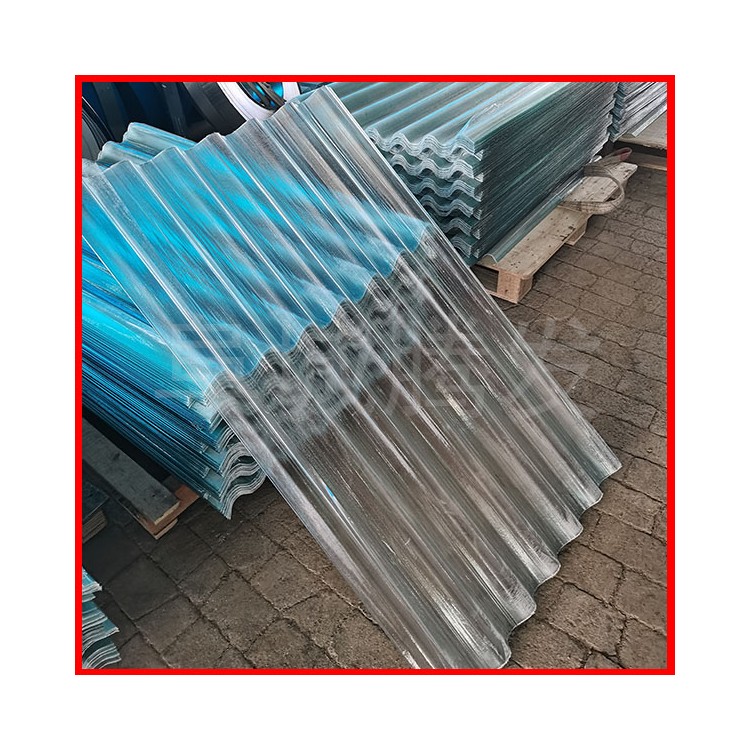
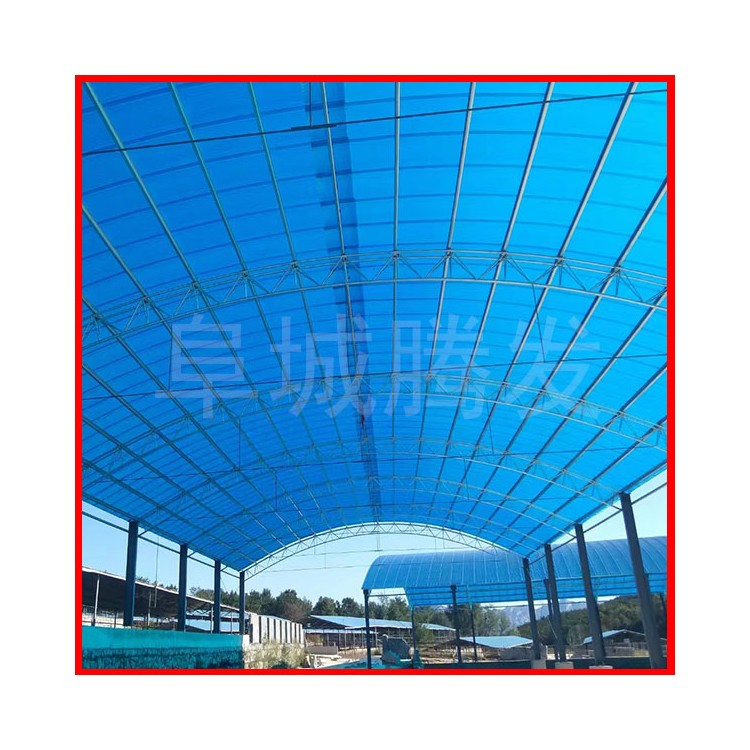
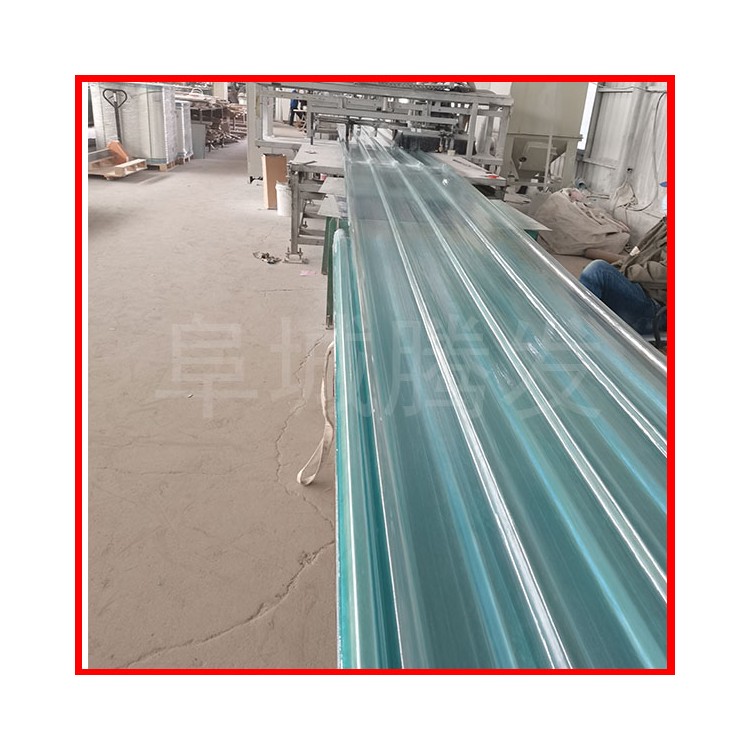
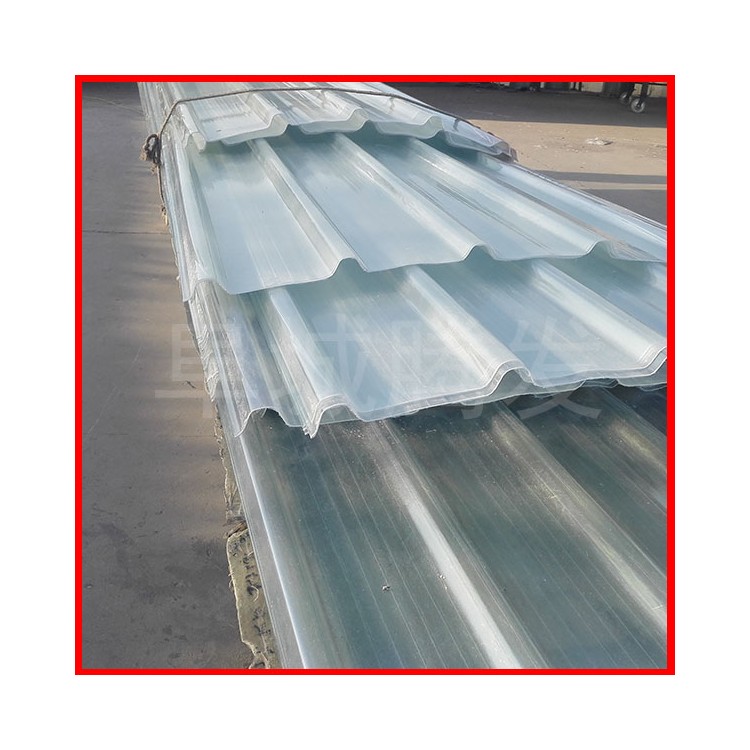
主营产品:采光板,加钢边采光板,采光瓦,玻璃钢采光板,frp采光板,车间采光带,防腐瓦
提交后,商家将派专人为您服务
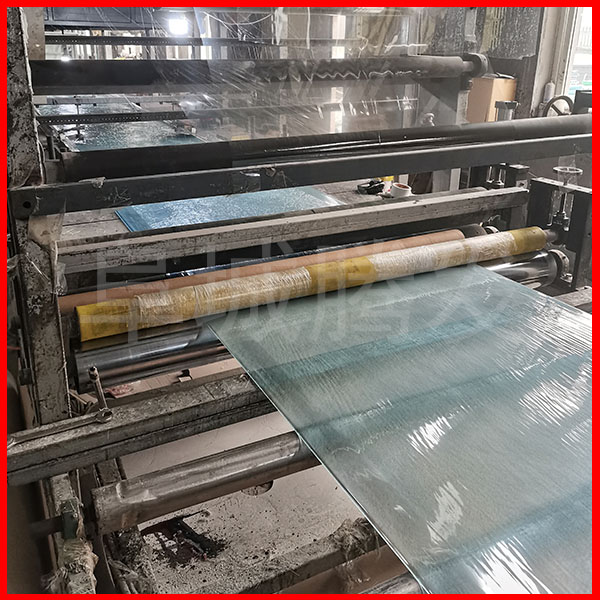
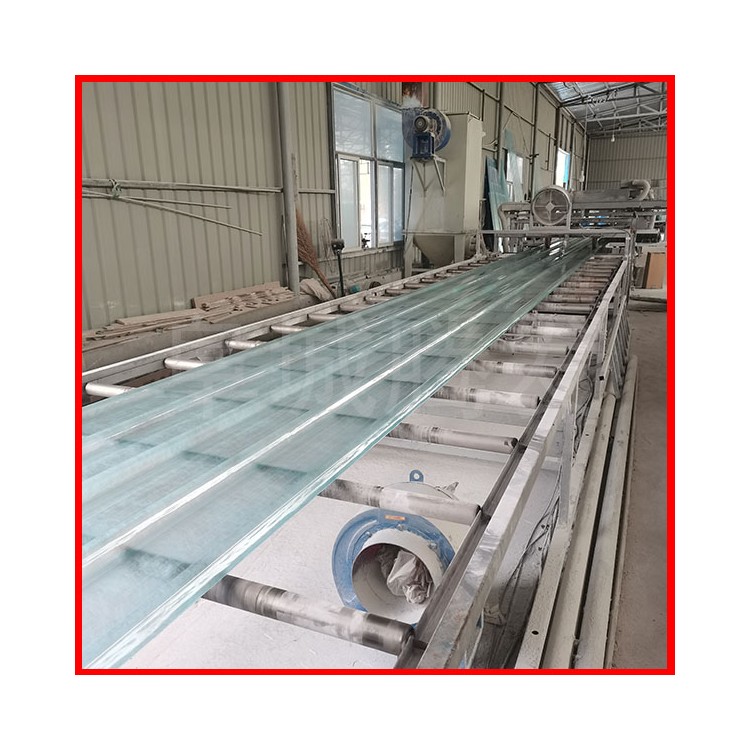
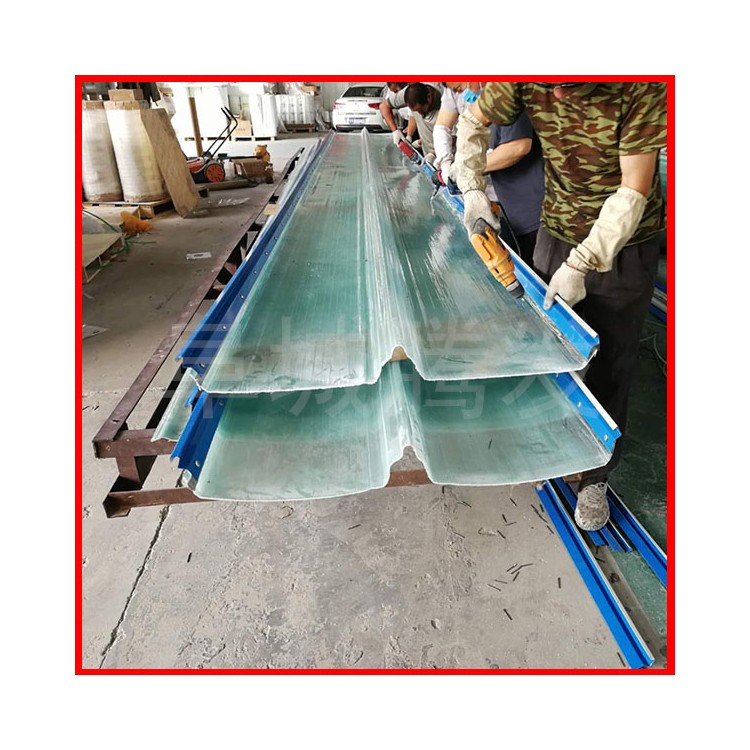
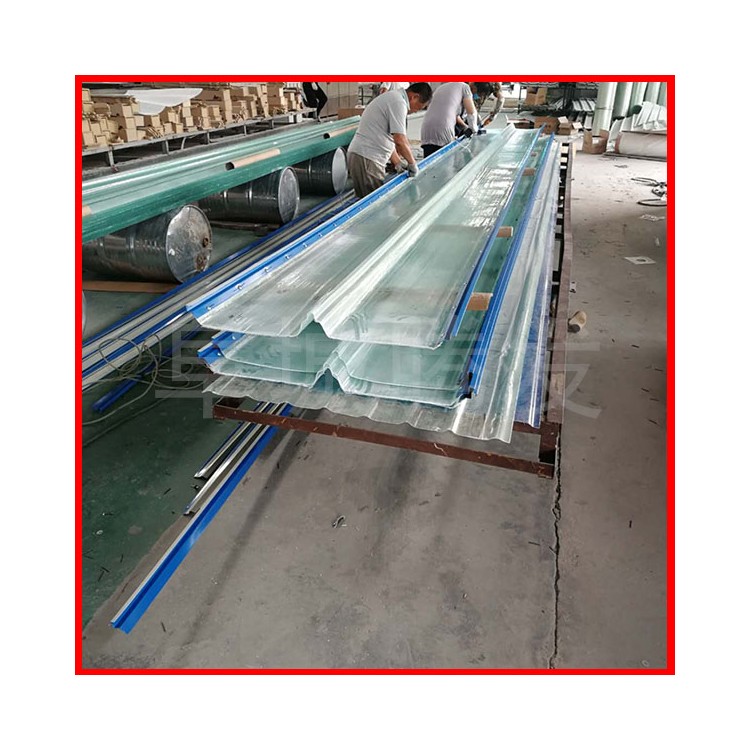
采光板的生产工序介绍:
1、将树脂与各种助剂通过计量泵,分别按照一定比例注入搅拌罐内进行充分搅拌;
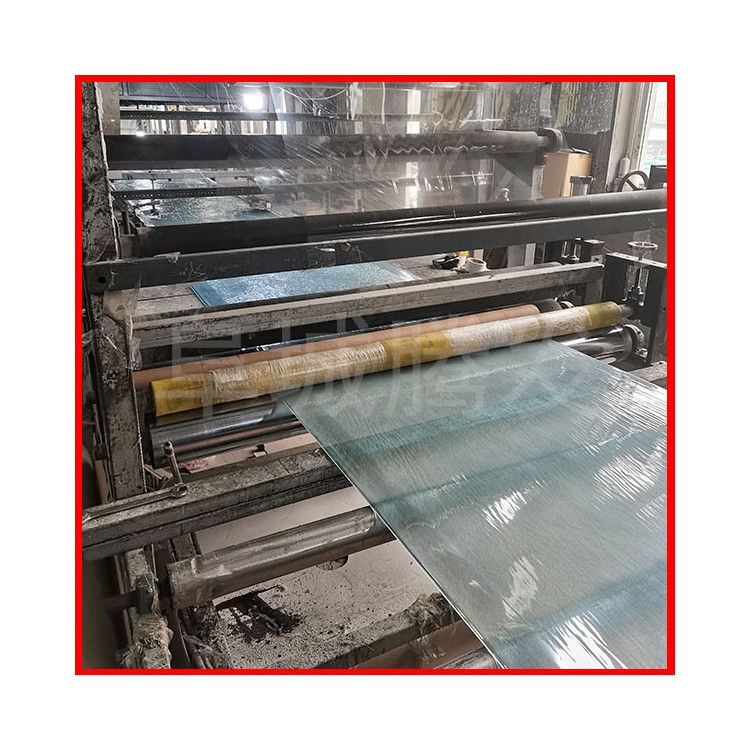
2、混合树脂经搅拌罐充分搅拌后流淌在浸胶平台已展平后的下薄膜上;
3、随着下薄膜的受牵引力后的运动,混合树脂在下薄膜上经过限制厚度和宽度的刮刀,得到所需要的混合树脂厚度和宽度;
4、这时纤维毡通过导毡轴自然的于树脂结合,或短切纤维经抛纱辊分散后,均匀自然的下落在树脂液面上;
5、树脂与短切毡或短切纤维结合后,继续受牵引力的作用运动,经过浸胶预热平台,使纤维与树脂充分结合后,排出下层的气泡;
6、充分结合的混合树脂与纤维,在下薄膜受牵引力的作用下,继续运动经过挤胶轴,在经过挤胶轴同时,上薄膜下来与下膜上的纤维树脂带结合,形成具有上下薄膜保护的纤维树脂夹心带,并同时经过挤胶轴,排出气泡和限定产品厚度;
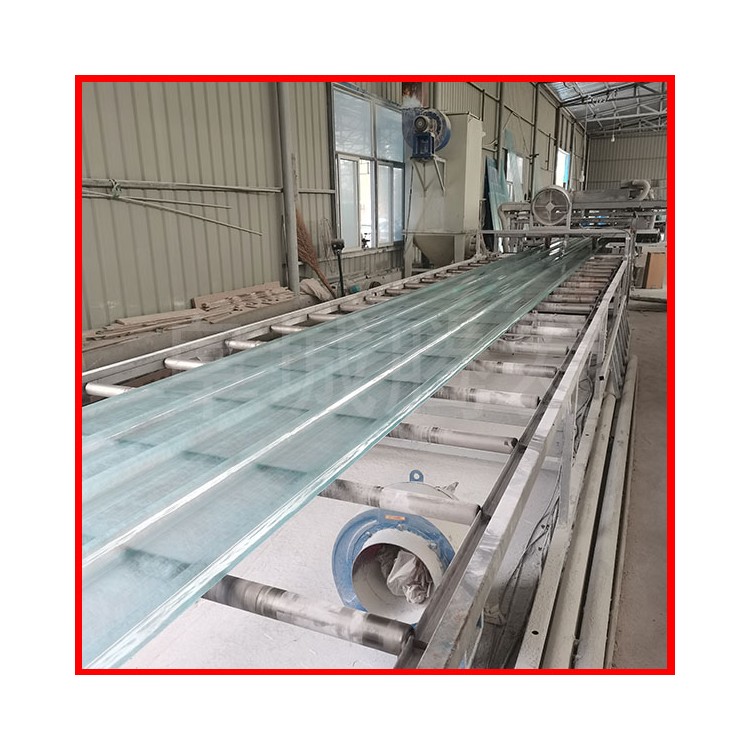
7、有上下薄膜保护的纤维树脂夹心带,受牵引力的作用下继续运行到达气泡检验平台,经人工检验,排出纤维树脂带中残余的气泡,然后进入加温箱体;
8、纤维树脂夹心带进入加温箱体一区8-9米(50-70摄氏度),经过模具预成型;
9、然后进入恒温箱体二区8-12米(75-90摄氏度),这时纤维树脂夹心带经过模具,凝胶,成型;
10、然后要进入恒温箱体三区,已成型的半固化板材,得以充分固化;
11、这时板材继续运动到达设备的运动源,牵引器,同时经过计量长度的计数器;
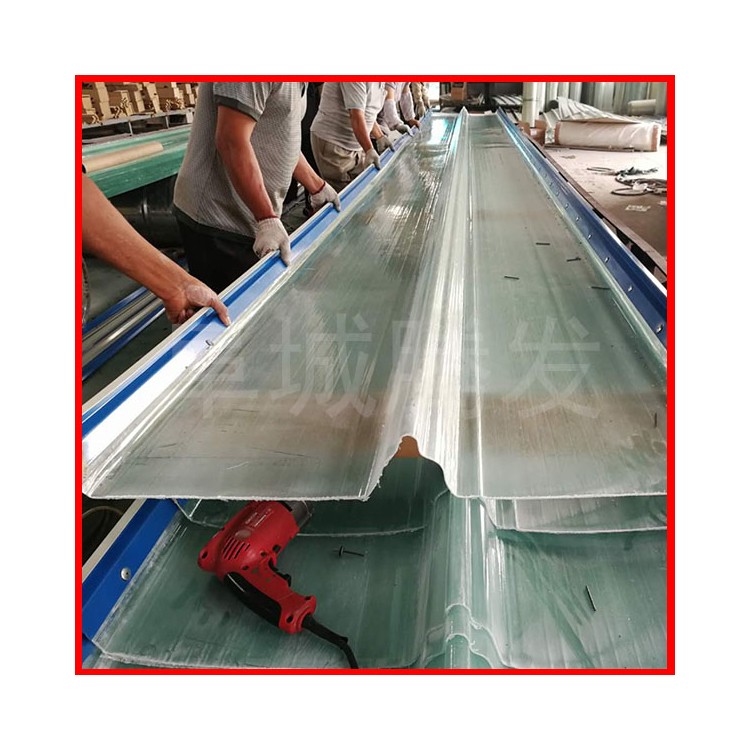
12、经过牵引器后到达修边系统,使板材按要求修整边距;
13、后到达定长切割系统,按要求自动切割长度;
14、切割后的成品取下。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎








 冀公网安备13010402002588
冀公网安备13010402002588