
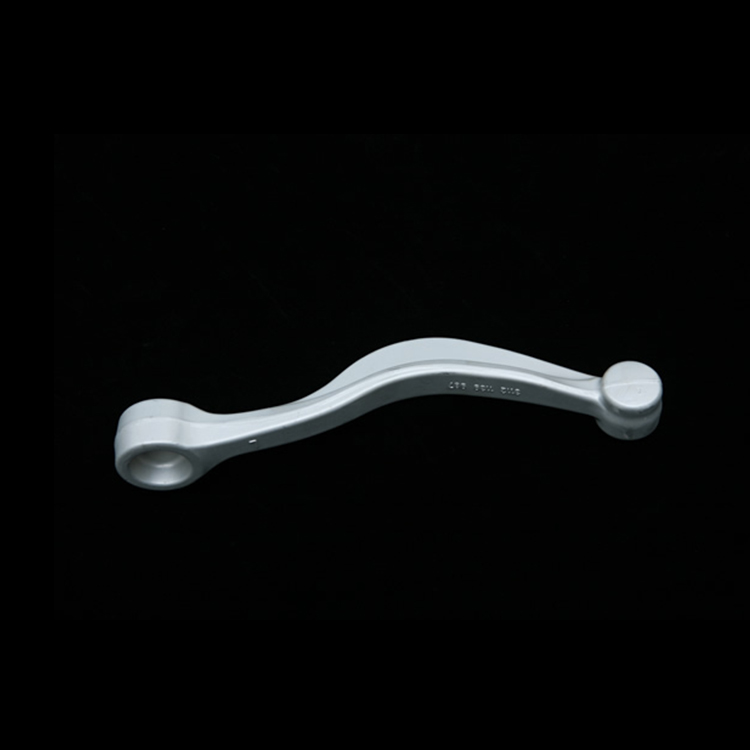
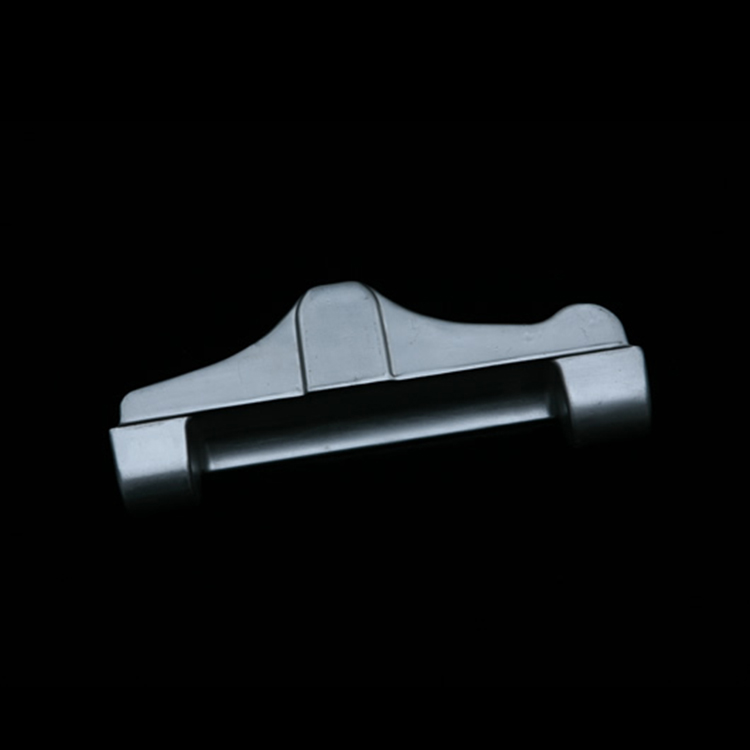
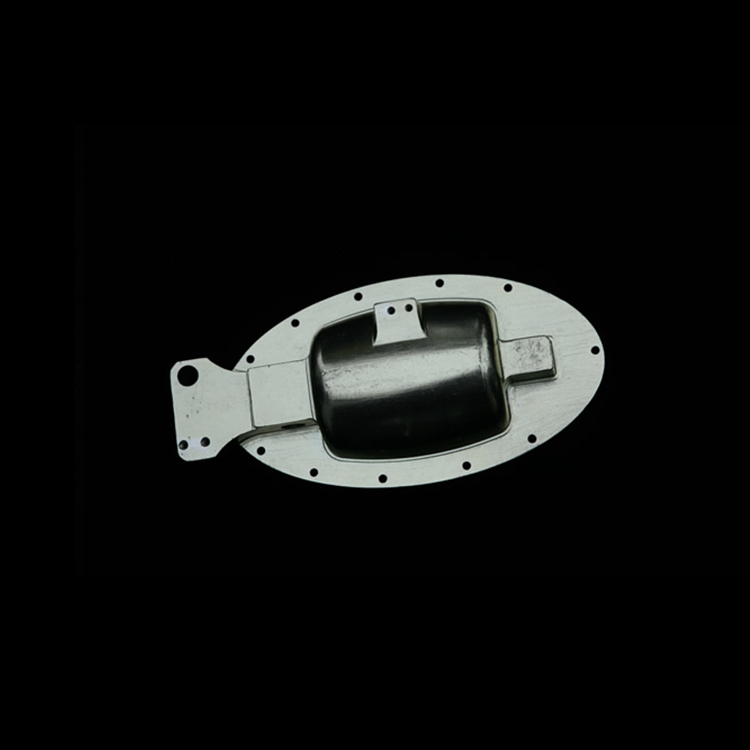
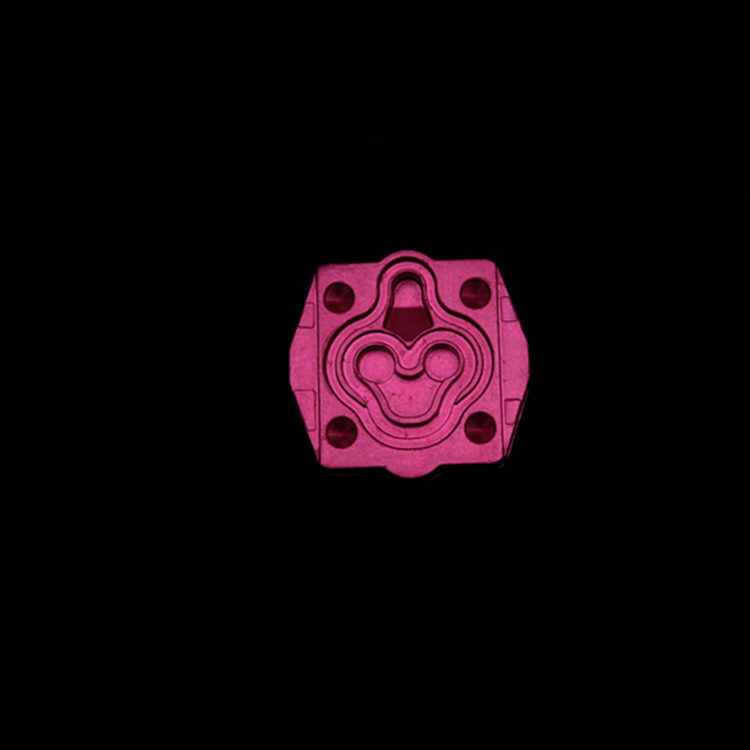
主要生产铝制(铝合金锻造)汽车配件,消防配件,机床,法兰,铝锻,如铝摆臂、轮毂...

服务热线
13914379111



联系姓名:徐炎炎
联系电话:13914379111
所在地区:江苏/南通市
主营产品:主要生产铝制(铝合金锻造)汽车配件,消防配件,机床,法兰,铝锻,如铝摆臂、轮毂...
提交后,商家将派专人为您服务
小编认为,铝锻锻造属于热处理强化铝合金,合金系统包括Al-Mg-Si和Al-Mg-Cu-Si系统。这两种体系的铝合金在高温下具有良好的塑性,因此适合制造锻件和冲压件。焊接用牌号主要为6A02(LD2)和2A14(LD10),均为al-mg-Cu-SI系。那么怎样减少铝锻锻造过程中的变形情况?
1、降低坯料内应力
铝锻锻造在进行人工时效和振动处理可以部分消除坯料的内应力。预处理也是一个有效的过程。对于厚头大耳毛坯,由于余量较大,加工后变形也较大。如果毛坯的多余部分提前加工,减少每个零件的余量,不仅可以减少后续工序的加工变形,而且在预加工后放置一段时间后,可以释放部分内应力。
2、提高刀具的切削能力
刀具的材料和几何参数对铝锻锻造过程中的切削力和切削热有重要影响。正确选择刀具对减少铝锻锻造深加工变形至关重要。操作者可以从合理选择刀具的几何参数、 改进工具结构以及改进工件的夹紧方法入手对铝锻锻造工艺进行改良。
3、对于刚度较差的薄壁铝件,可灵活应用铝锻锻造方式
对于薄壁衬套零件,如果用三爪自定心卡盘或弹簧夹头径向夹紧,加工后一旦松开,工件将不可避免地变形。此时,应采用刚性好的轴向端面压缩方法。用零件内孔定位,自制穿线芯轴,插入零件内孔,用盖板压端面,再用螺母反紧。加工外圆时可避免夹紧变形,以获得满意的铝锻锻造精度。此外,在加工薄壁钣金件时,尽量选用真空卡盘,以获得均匀分布的夹紧力,然后用较小的切削参数进行加工,这样可以很好地防止工件变形。
4、合理安排流程
在铝锻锻造过程中,由于加工余量大、间歇切削,铣削过程中经常产生振动,影响加工精度和表面粗糙度。因此,数控高速加工过程一般可分为:粗加工-半精加工-角清理-精加工等过程。对于精度要求较高的零件,有时需要进行二次和半精加工,然后进行精加工。粗加工后,零件可自然冷却,消除粗加工产生的内应力,减少变形。粗加工后的余量应大于变形量,一般为1~2mm。
铝锻锻造在进行精加工时,零件的精加工表面应保持均匀的加工余量,一般为0.2~0.5mm,使刀具在加工过程中处于稳定状态,可大大减少切削变形,获得良好的表面加工质量,保证铝制品深加工精度。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎











































 冀公网安备13010402002588
冀公网安备13010402002588