


联系姓名:路经理
联系电话:13752611415
所在地区:天津
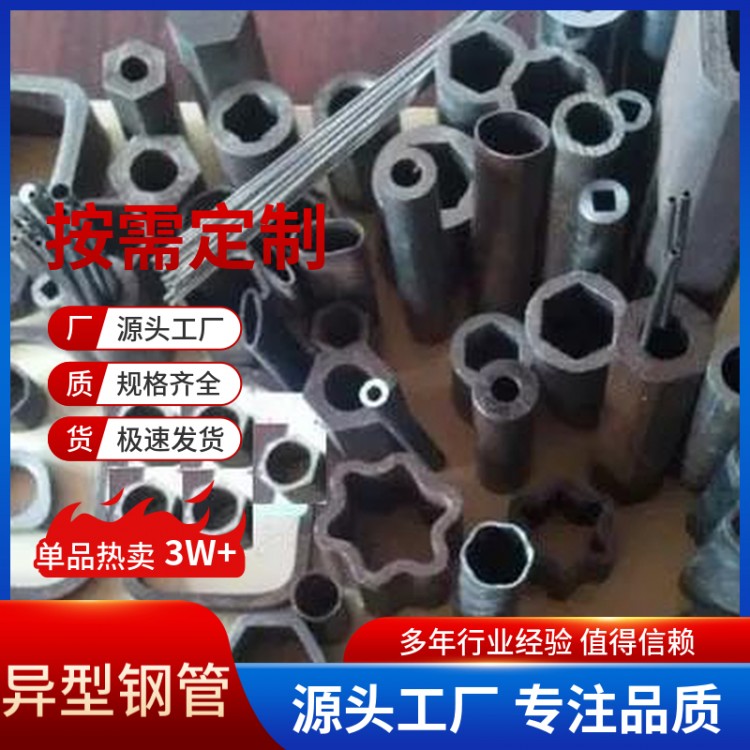
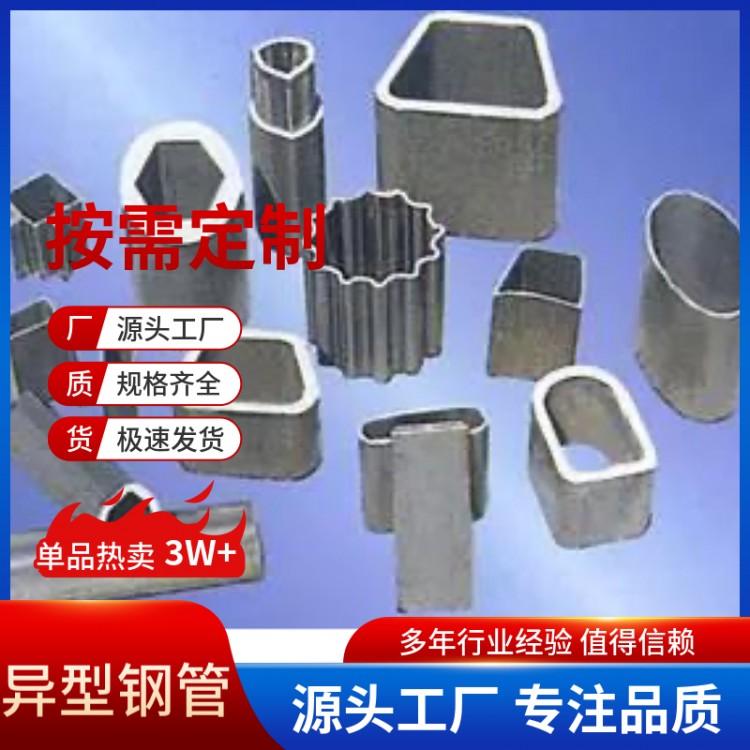
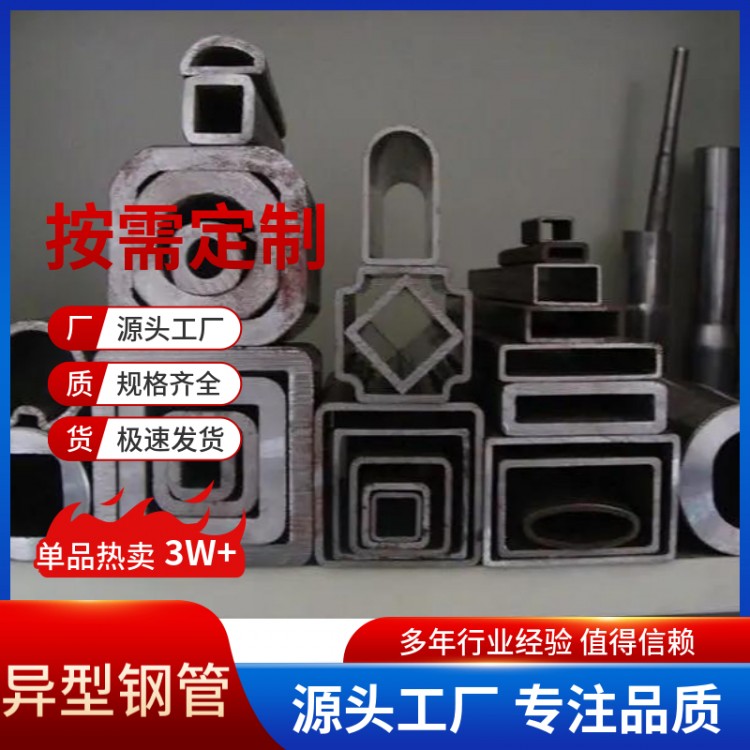
主营产品:方管、精密钢管、无缝钢管、异型钢管
提交后,商家将派专人为您服务
锥形八角钢管褶皱缺点是钢带退火后在平坦拉矫进程中发作的一种多见的缺点。一般以为褶皱印发作的原因是,带钢经过再退火后有显着的上下屈从极限,下屈从极限有很长的屈从渠道,当异型管钢带部分遭到超越屈从极限的应力时,便会呈现从弹性区到塑性区的突发改变,即钢带所接受的应力超出弹性极限,因而发作屈从,使断面上发作不均匀和部分活动的变形,这时就会呈现褶皱。
异型管褶皱在形状上能够分为两种:一种是橘皮状褶皱印。特点是缺点呈带钢满面带有且纹路细密状,相似橘皮,是极为多见的褶皱缺点;另一种是树枝状褶皱印。这种缺点延带钢纵向两边分布,相似树枝状,且无显着周期。要操控异型管呈现此类问题,咱们能够思考采纳以下办法:
(一)在退火工序应要点操控易发作褶皱的钢种,特别对铁素体一类的体心立方结构钢。异型管退火时应避免钢带纵向或横向部分退火不均和钢种不完全退火状况的发作,确保再结晶晶粒均匀长大;
(二)在确保板型的前提下尽量减小延伸,避免升降速过快,安稳拉矫速度,减小内应力;
(三)在热轧工序,应尽量采纳低的轧制温度,避免晶粒粗大;在冷轧工序,应操控轧制厚度均匀,确保较小的同板差,冷轧后同板差应≤2.5%,这时削减异型管在拉矫进程发作外表皱褶印缺点发作的首要条件;
(四)关于上拉矫线前外表只需有细微裂纹或许小压下量就发作严峻褶皱缺点的同批次钢卷,要先经过平坦机组,选用较大的延伸率对其进行平坦,再针对不一样的板型需求进行相应张力的拉矫;
(五)异型管投入拉矫辊后,对其采纳张力形式拉矫。拉矫机组投辊可有用削减机组张力,添加屈从区域的数量,减小屈从区域的宽度,然后减轻褶皱印缺点。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎







 冀公网安备13010402002588
冀公网安备13010402002588