

联系姓名:任四喜
联系电话:13932730000
所在地区:河北/沧州市
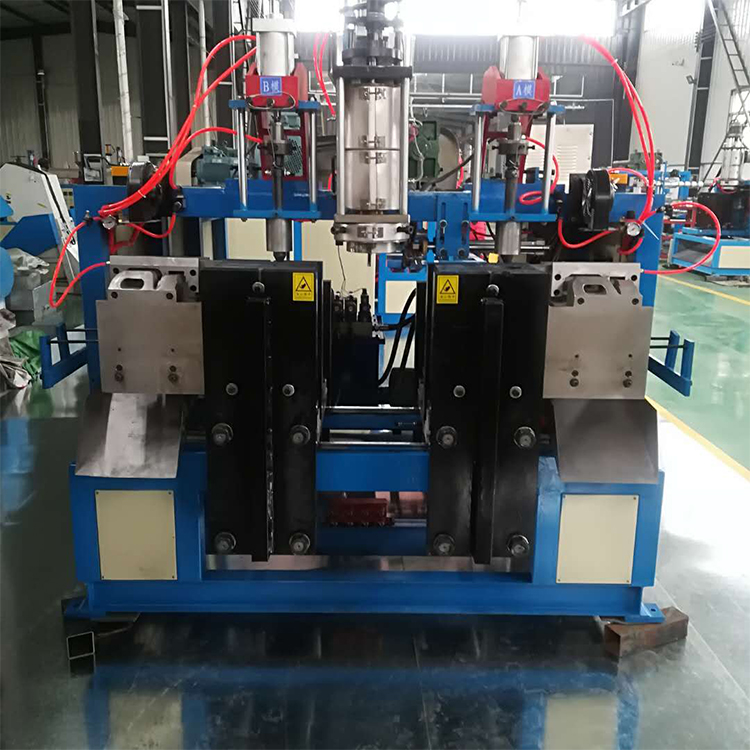
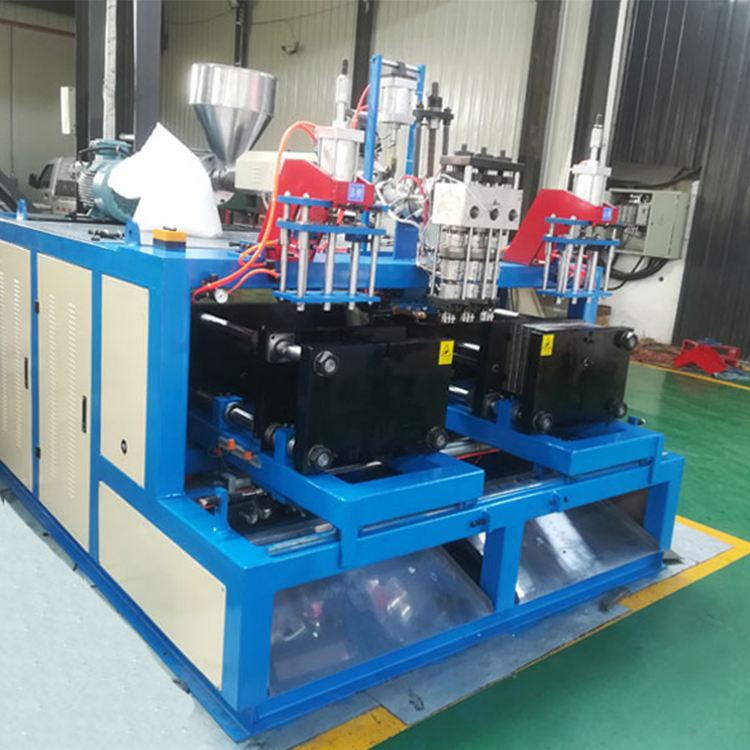
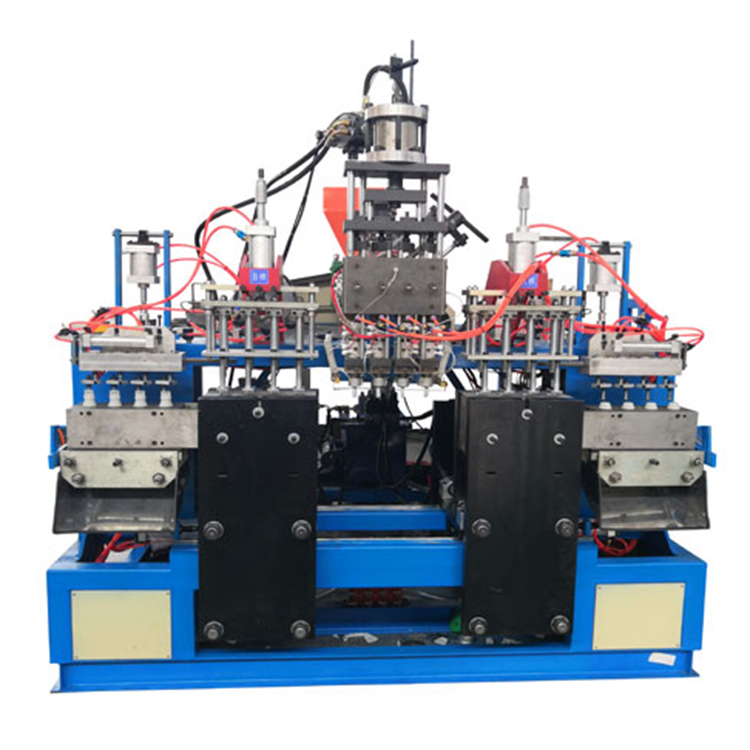
主营产品:加工制造及销售塑料机械、吹瓶机、中空吹塑机、及相关电子产品、配件。
提交后,商家将派专人为您服务
①粗调。松开拉杆4个前螺母及其压板,使调模板向后运动,这时链轮螺毋后端而紧贴固定在调模板的调模螺母后压板上,从而去除了链轮螺母与后压板的间隙。同时,由于拉杆前螺母压板被松开,拉杆在链轮螺毋反作用力的驱动下向前运动,前螺母与定模板的间隙将变大,当确定4根拉杆都向前运动(4个前螺付与定模板的间隙变大)后,以均匀的力将前螺母旋紧,压紧前螺母压板,完成动模板与定模板平行度的粗调。然后,快速多次开合模后,在双曲肘机构完全伸开状态下,测量动模板与定模板四角处的距离,计算平行度。
②精调。精调的方法是根据动模板与定模板四角处测量的距离,个别调整前螺母位置,提高平行度。测量和调整的过程往往需反复多次进行。精调过程要特别注意以下两点:
1,在合模动作双曲肘机构伸直后进行精度测量。吹塑机调模机构损坏大多发生在注射机高压锁模时,合模动作双曲肘机构伸直的状态与锁模的状况较为接近。合模动作后,受动模板向前运动的反作用力作用,调模螺母与调模板贴紧,去除了调模螺毋与调模板之间的间隙,以及双曲肘机构各个运动副的前向间隙,以此作为基准进行调整较合适。
2,使用快速开合模功能移动动模板和调模板,调整开合模机构姿态。机械液压式注射机开合模机构的定模板、动模板和调模板,只有定模板是通过螺栓固定在卧式床身上的,动模板和调模板平放于机器导轨上,可前后运动。快速开合模能自行调节动模板和调模板处于适当位置,对平行度的调节是至关重要的。因此,每次调前螺母后,均应多次快速开合模,找正三板的相对位置后,再进行平行度测量。











扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎






































 冀公网安备13010402002588
冀公网安备13010402002588