


联系姓名:许建林
联系电话:0510-85593189
所在地区:江苏/无锡市
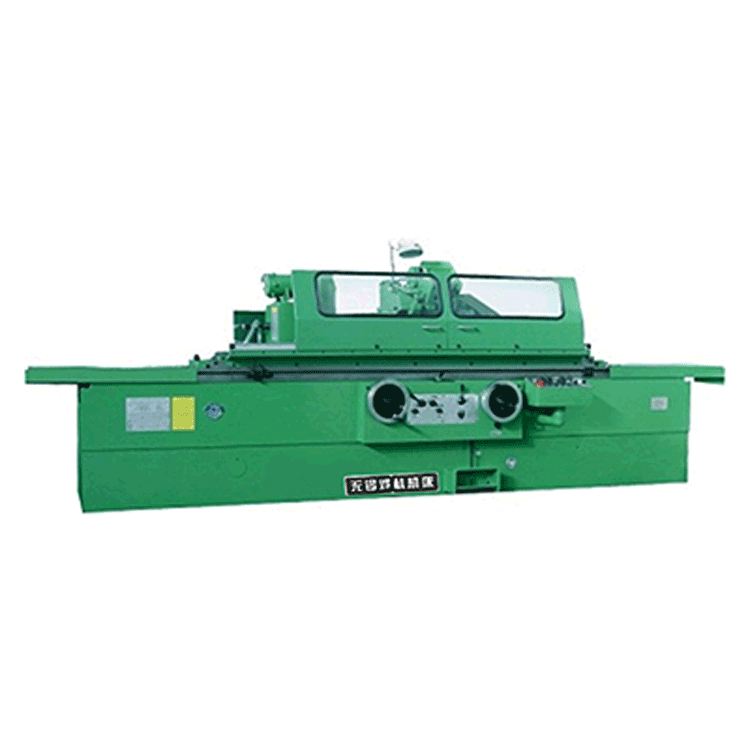
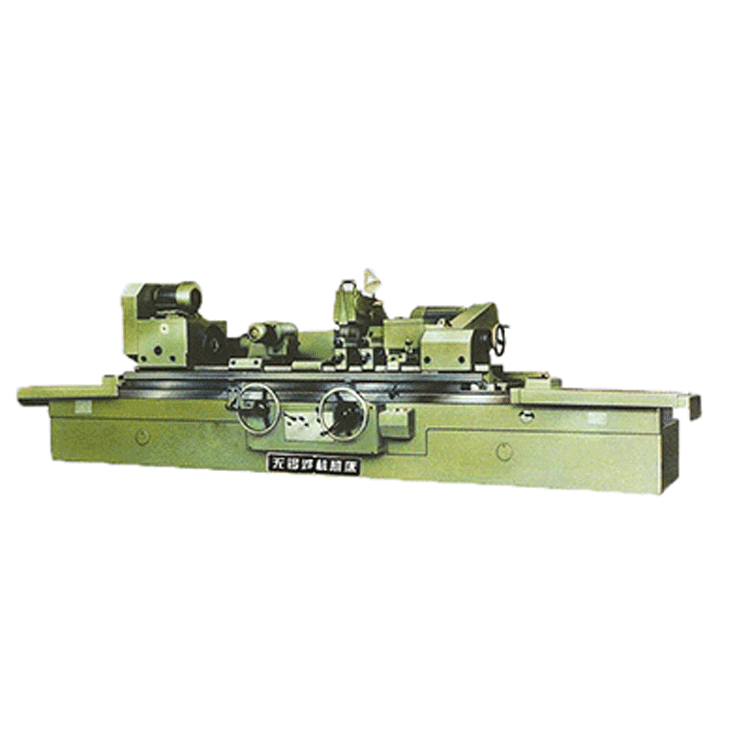
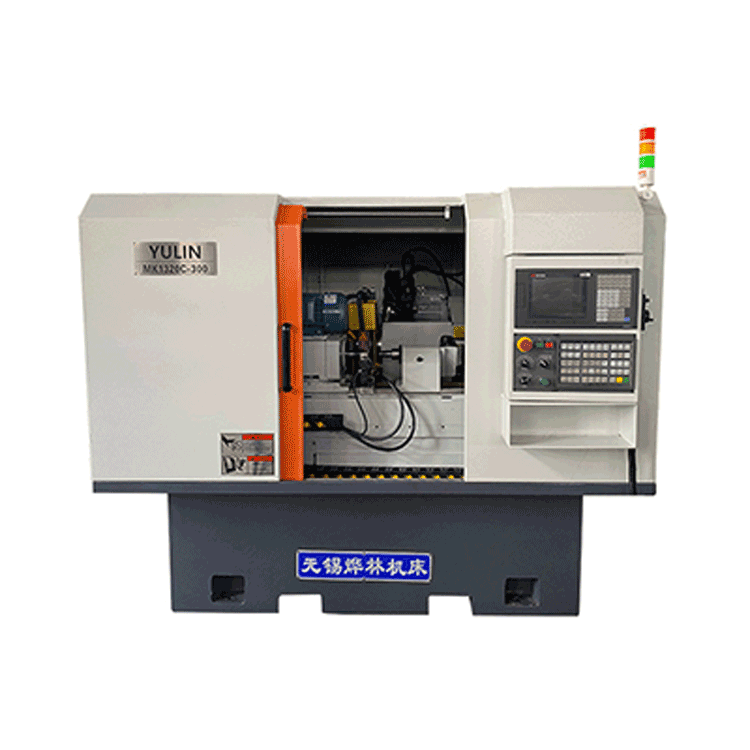
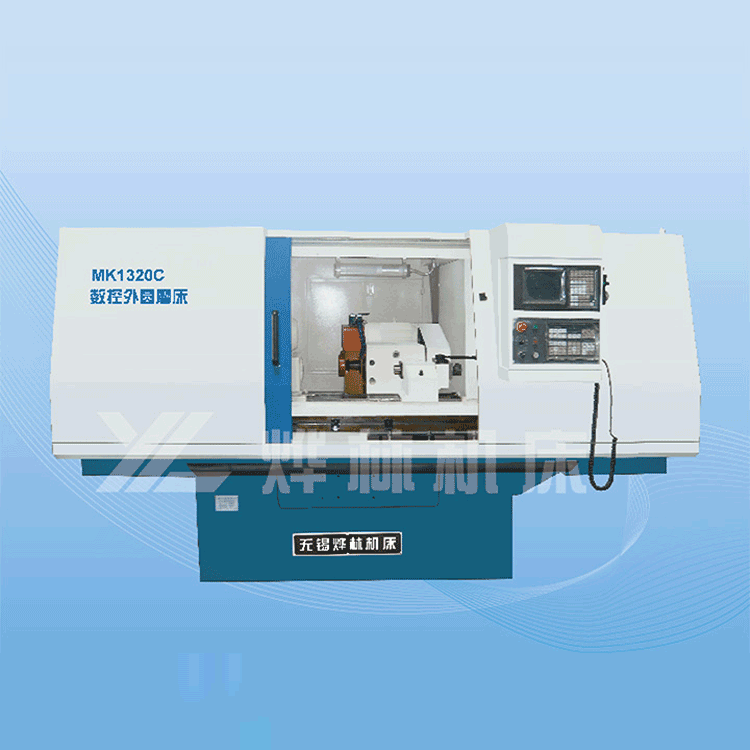
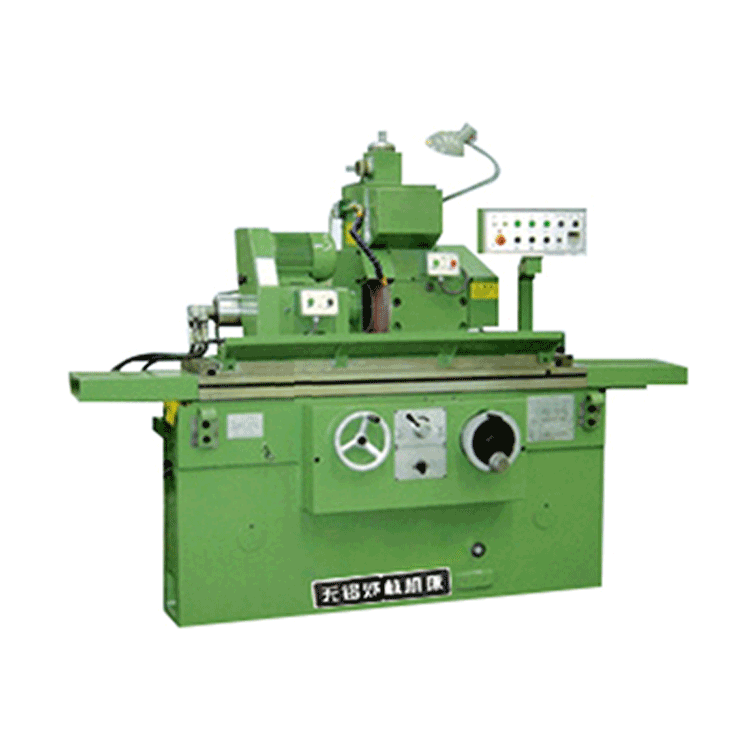
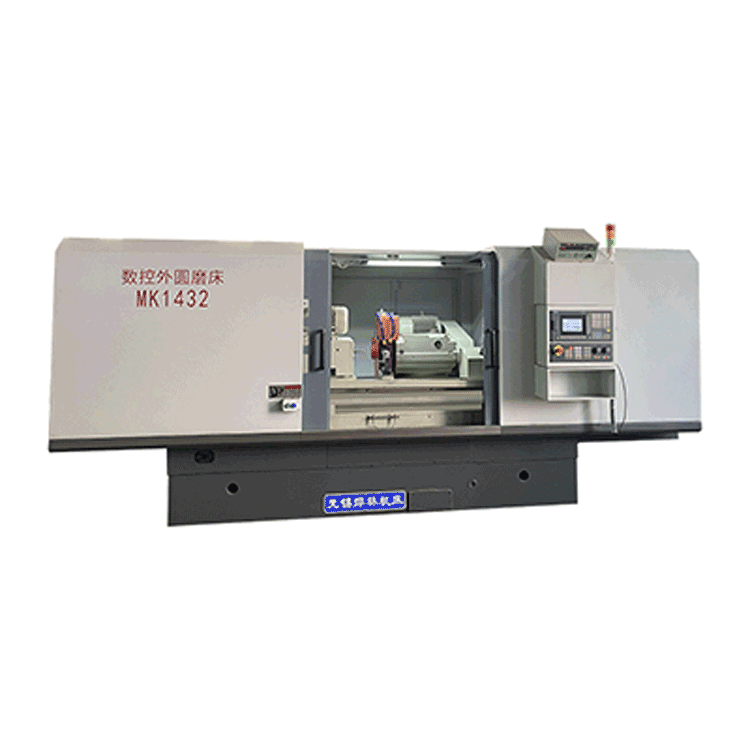
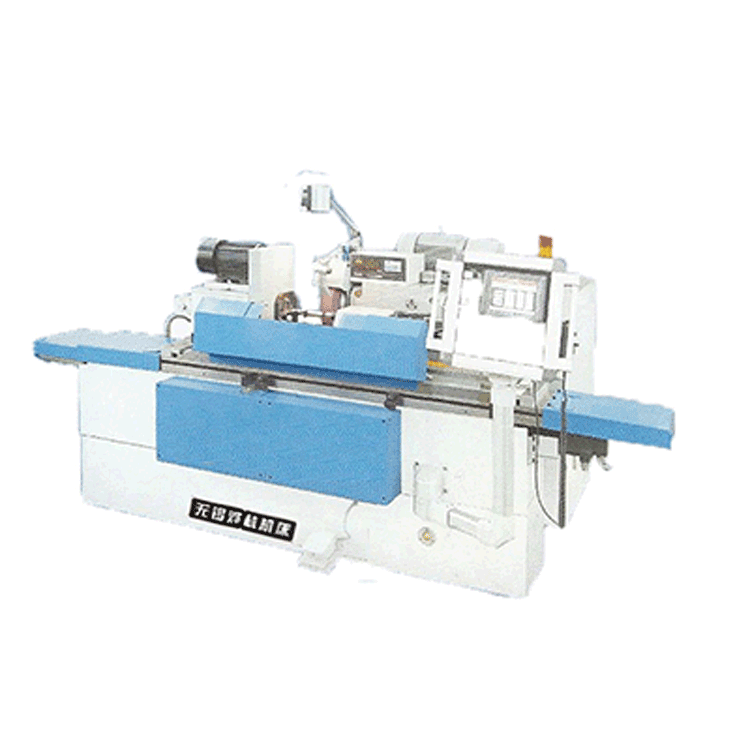
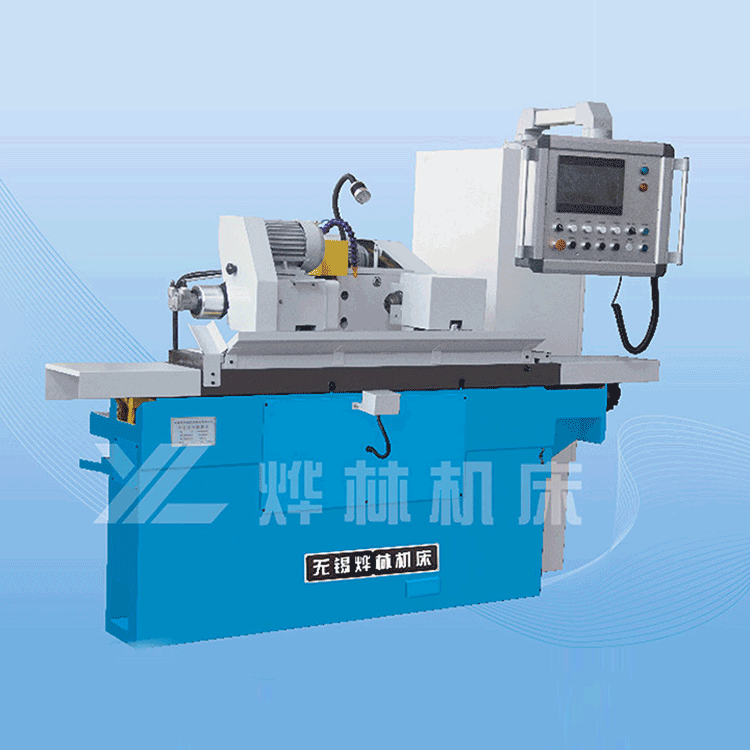
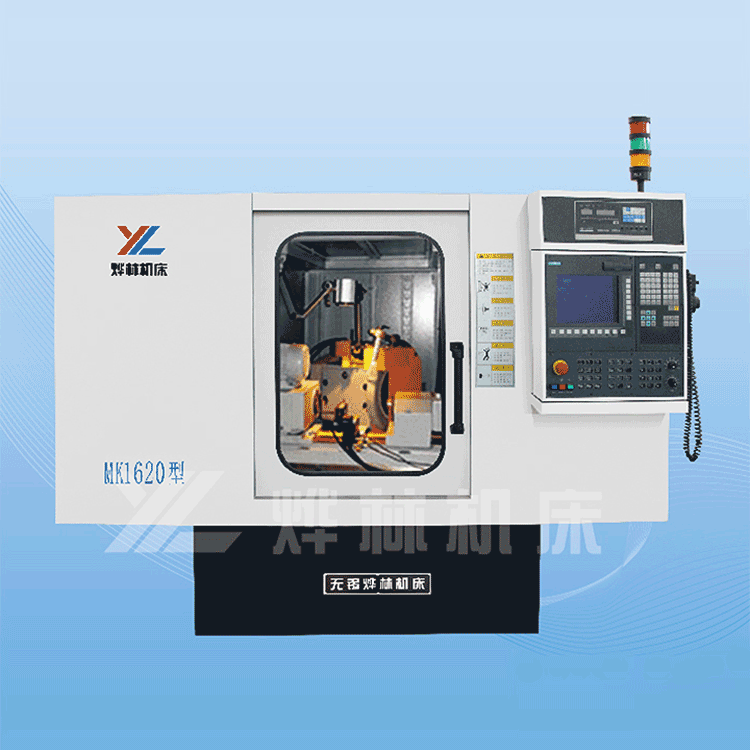
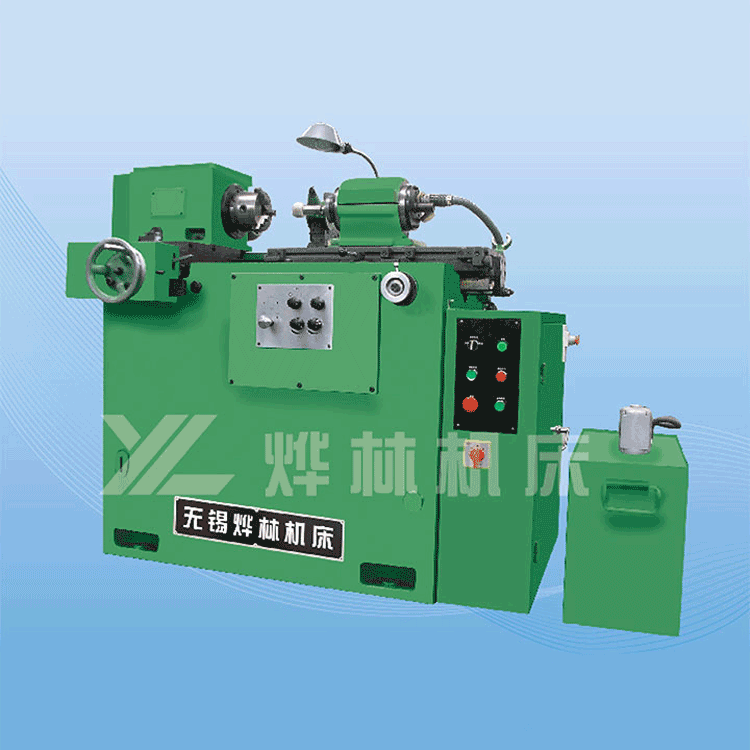
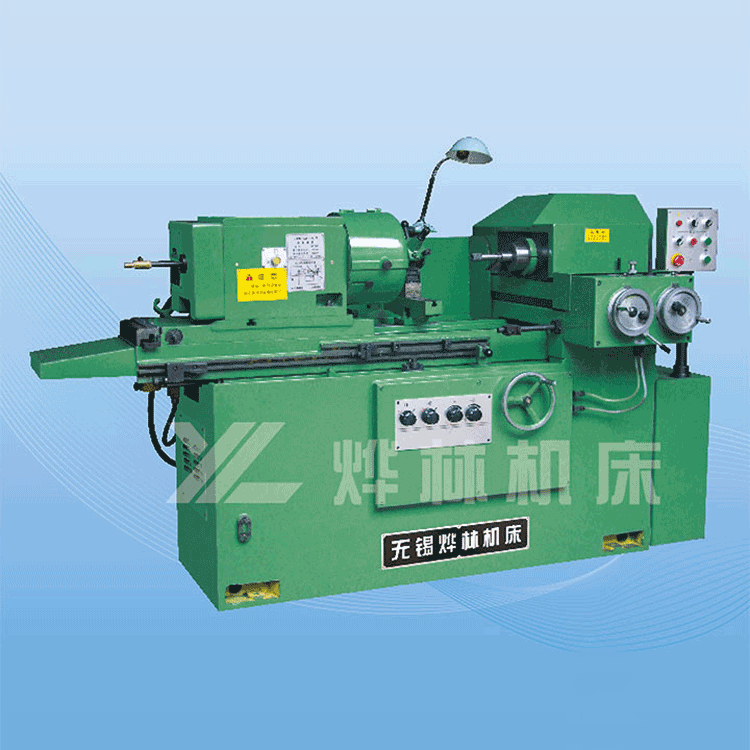
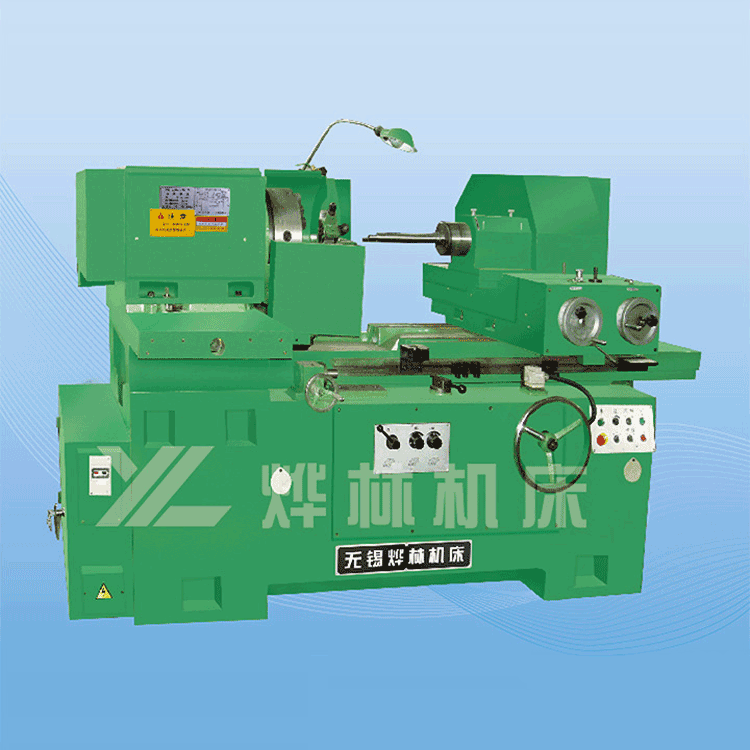
主营产品:主要生产研发外圆磨床、数控外圆磨床、数控内圆磨床
提交后,商家将派专人为您服务
外圆磨床砂轮跳动或振动过大可能由多种原因引起。这些原因可以涉及砂轮本身、磨床的机械结构、磨削过程参数或其他因素。以下是一些常见的引起砂轮跳动或振动过大的原因:
1、砂轮不平衡:砂轮不平衡是常见的跳动和振动原因之一。它可能由于砂轮制造或安装时的不均匀分布引起。不平衡砂轮会在高速旋转时引发振动。
2、砂轮安装不稳定:如果砂轮没有正确安装或夹持在磨床上,可能会导致砂轮不稳定,从而引发振动。
3、结构问题:机床的机械结构,如主轴、轴承、床身等的损坏或松动,也可能导致振动。这些问题可能需要机床维修和维护。
4、磨削参数设置不当:错误的磨削参数设置,如进给速度、切削深度、进给率等,可能导致振动。合适的参数设置是确保稳定加工的关键。
5、工件不稳定:如果外圆磨床上的工件夹紧不牢固或工件本身不稳定,也会导致振动。确保工件夹持正确并且稳固。
6、砂轮磨损或破损:砂轮磨损或破损可能会导致不均匀的磨削表面,从而引发振动。定期更换砂轮可以减少这种问题。
7、刀具支撑问题:如果使用的支撑或夹具不正确,可能会导致振动。确保支撑系统和夹具适当设计和安装。
8、冷却液问题:冷却液的不当使用或过量使用可能会导致振动。确保冷却液正确润滑并冷却刀具和工件。
9、电机问题:电机或其驱动系统的问题可能导致不稳定的机床运行。检查电机和控制系统以确保其正常运行。
10、外部振动源:周围环境中的振动源,如其他机械设备或地面振动,也可能对外圆磨床的振动产生影响。
为了解决外圆磨床砂轮跳动或振动过大的问题,通常需要进行详细的故障排除和维修。这可能包括砂轮平衡、机床维护、合适的工艺参数设置以及确保工件和刀具的稳定性等。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎






























 冀公网安备13010402002588
冀公网安备13010402002588