

联系姓名:王慧明
联系电话:17603719833
所在地区:河南
主营产品:矿山设备加工销售
提交后,商家将派专人为您服务

创立时间
公司类型
注册资本
经营模式
主营:桥门式、单双梁起重机,悬挂起重机,定柱悬臂起重机,流动式起重机,电动葫芦,电动平车,升降平台,水工机械,电磁设备,起重配件,立体停车设备及立体智能仓库的设计、制作、销售、改造、安装、维修及保养;厂房及车库钢结构加工;停车场服务及咨询;设备租赁;交通诱导系统的销售;起重机、机械车库技术服务。










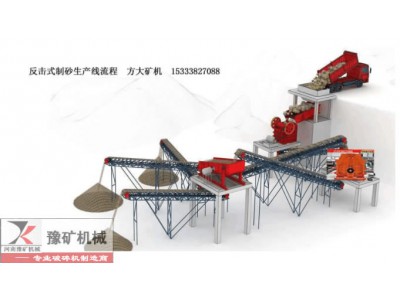
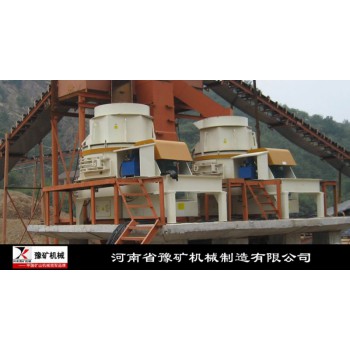
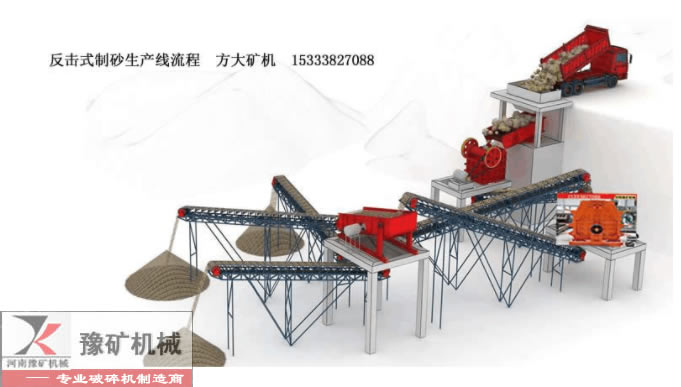
免责申明:本网页所展示的有关【制砂生产线价格,制砂机设备厂家_破碎设备】的信息/图片/参数等由中商114的会员提供,由中商114会员自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,请谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。
友情提醒:建议您通过拨打厂家联系方式确认最终价格,并索要制砂生产线价格,制砂机设备厂家_破碎设备样品确认产品质量。如制砂生产线价格,制砂机设备厂家_破碎设备报价过低,可能为虚假信息,请确认制砂生产线价格,制砂机设备厂家_破碎设备报价真实性,谨防上当受骗。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎










 冀公网安备13010402002588
冀公网安备13010402002588