




联系姓名:李总
联系电话:18622489793
所在地区:天津
主营产品:凹槽管,扇形管,异型管,椭圆管
提交后,商家将派专人为您服务
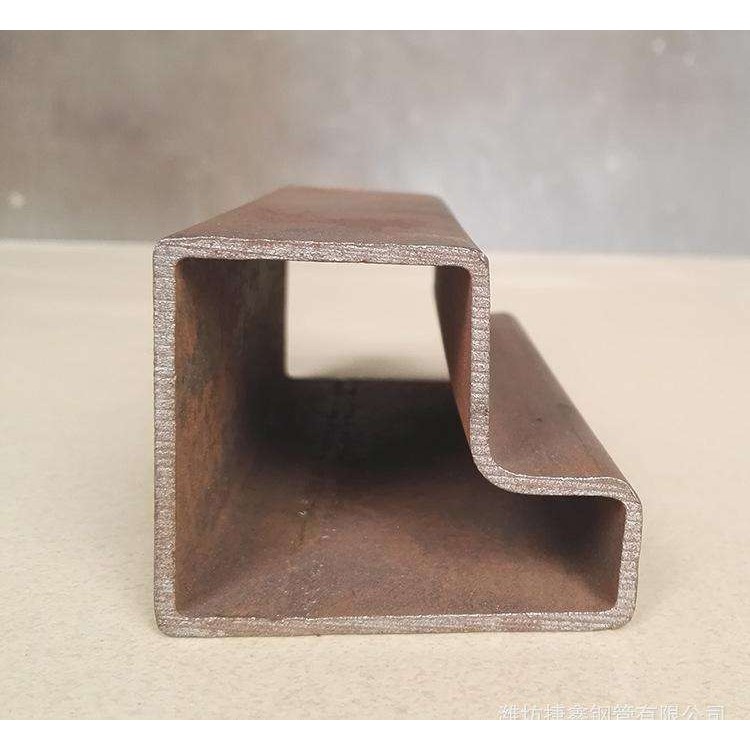
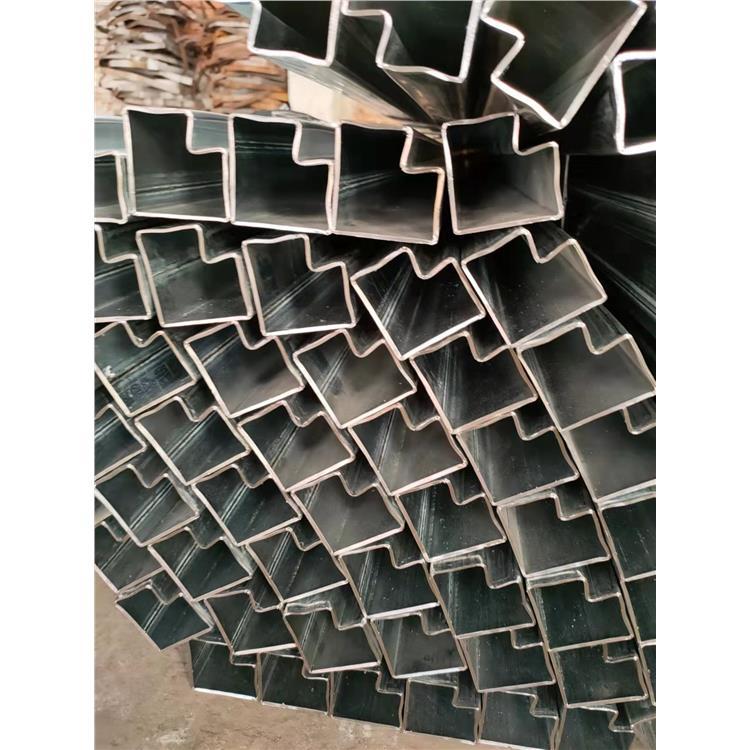
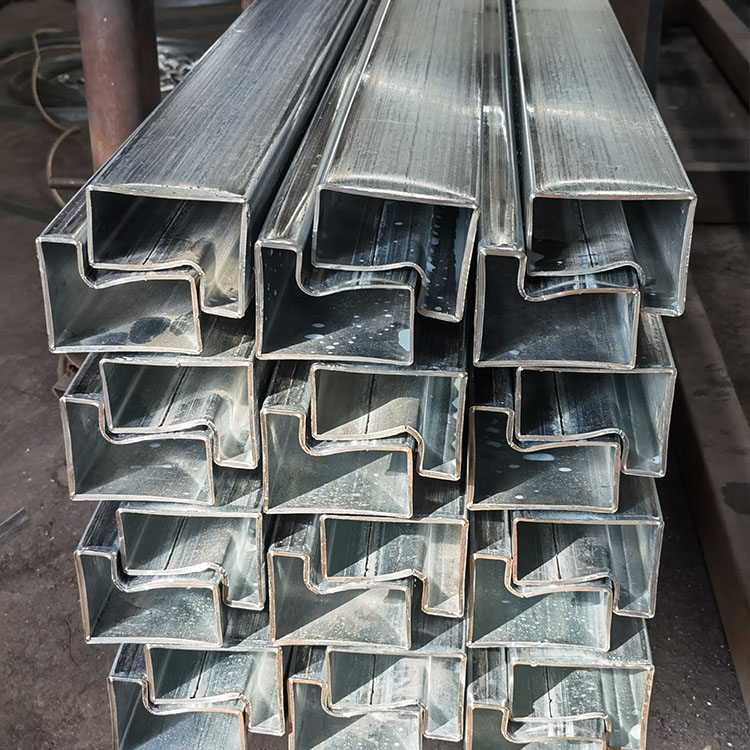
冷压镀锌带P型管型号,定做P形焊管模具尺寸

 1. **冷压镀锌带P型管型号**
- **常见型号表示方法**:冷压镀锌带P型管的型号通常是按照其外形尺寸来标注的。一般以“P - 宽度×高度×壁厚”的形式表示。例如,P - 30×20×1.5,表示P型管的宽度为30mm、高度为20mm、壁厚为1.5mm。
- **常用尺寸范围**:
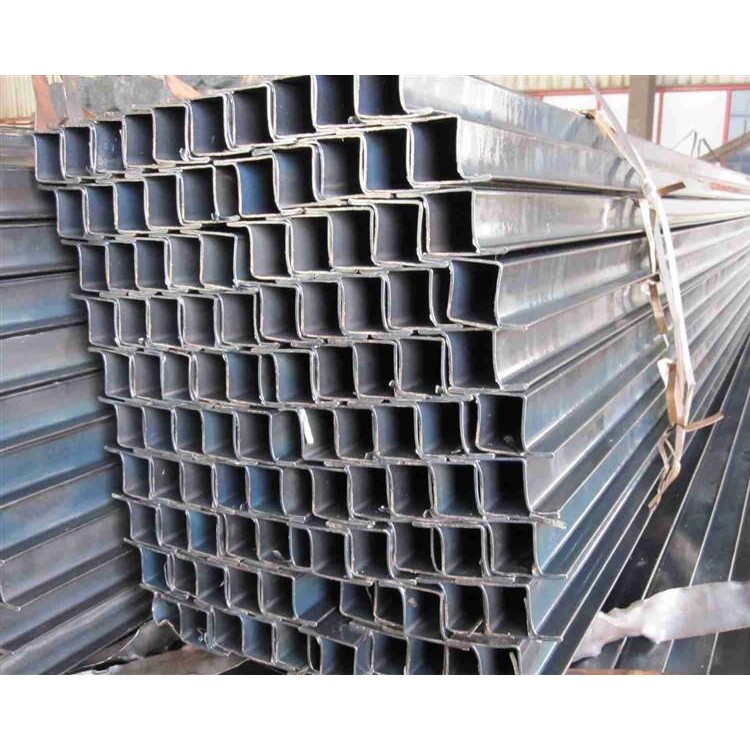
- **宽度方面**:在建筑和家具领域,常用的宽度尺寸从20mm到80mm不等。例如在一些轻型的货架结构中,可能会使用宽度为20 - 30mm的冷压镀锌带P型管,用于制作框架的横杆等部件;而在大型的展示架或工业设备防护栏中,宽度可能达到60 - 80mm的P型管来提供更强的支撑。
- **高度范围**:高度通常在10mm到40mm之间。对于一些装饰性较强的应用,如室内装饰线条,高度可能在10 - 20mm;在需要一定结构深度的场合,如舞台设备框架,高度可能会达到30 - 40mm。
- **壁厚选择**:壁厚一般在0.8mm - 3mm之间。较薄的壁厚适用于对强度要求不高的装饰性应用或轻载结构,如小型展示台的边缘装饰;较厚的壁厚用于承受较大重量或外力的结构,如建筑施工中的临时支撑结构,壁厚可能达到2.5 - 3mm。
2. **定做P形焊管模具尺寸**
- **模具设计依据**:
- **管材尺寸匹配**:定做P形焊管模具首先要根据所需P型管的具体尺寸来设计。模具的内腔尺寸应该地与P型管的终尺寸相匹配,考虑到管材在成型过程中的回弹等因素,模具尺寸一般要比目标P型管尺寸略小一些。例如,对于上述提到的P - 30×20×1.5的P型管,模具内腔的宽度可能设计为29.8mm左右,高度为19.8mm左右,壁厚对应的模具间隙要根据钢带的厚度和成型工艺进行调整,一般在1.48 - 1.52mm之间。
- **焊接部位设计**:如果P型管是通过焊接工艺成型的,模具需要考虑焊接部位的设计。焊接槽的尺寸要根据焊接方法和钢带的厚度来确定。对于高频焊接,焊接槽的宽度一般在0.3 - 0.8mm之间,深度要保证钢带边缘能够充分熔化并融合,通常为钢带厚度的1.2 - 1.5倍。
- **模具的整体结构尺寸**:
- **模具长度**:模具长度要根据生产工艺和管材长度要求来确定。一般来说,模具长度可以根据实际生产的便利性和设备的限制来设计,例如在连续生产的冷压成型设备中,模具长度可能在1 - 3米之间,以保证钢带在连续通过模具时能够顺利成型。
- **模具宽度和高度**:模具的外部宽度和高度要考虑到设备的安装空间和模具的强度要求。模具的宽度一般要比P型管宽处大50 - 100mm,以便于安装和固定模具。高度要根据模具的内部结构和外部支撑结构的需要来确定,通常在300 - 800mm之间,要保证模具在高压成型过程中有足够的稳定性。
- **模具的细节尺寸考虑**:
- **轧辊尺寸(如果是轧辊成型模具)**:在采用轧辊冷压成型的模具中,轧辊的直径、长度和表面粗糙度等参数都很重要。轧辊直径一般在100 - 300mm之间,长度要略大于P型管的宽度,以保证钢带能够完全被轧辊覆盖。轧辊表面粗糙度要适中,一般Ra值在0.8 - 1.6μm之间,这样可以保证钢带在轧辊上的摩擦力适中,既能顺利成型又不会划伤钢带表面。
- **定位和导向尺寸**:模具上需要设置的定位和导向装置,以确保钢带在进入模具和成型过程中的位置。定位销的直径一般在10 - 20mm之间,导向槽的宽度要比钢带厚度大0.5 - 1mm,深度在3 - 5mm之间,这样可以有效地引导钢带在模具中成型。
1. **冷压镀锌带P型管型号**
- **常见型号表示方法**:冷压镀锌带P型管的型号通常是按照其外形尺寸来标注的。一般以“P - 宽度×高度×壁厚”的形式表示。例如,P - 30×20×1.5,表示P型管的宽度为30mm、高度为20mm、壁厚为1.5mm。
- **常用尺寸范围**:
- **宽度方面**:在建筑和家具领域,常用的宽度尺寸从20mm到80mm不等。例如在一些轻型的货架结构中,可能会使用宽度为20 - 30mm的冷压镀锌带P型管,用于制作框架的横杆等部件;而在大型的展示架或工业设备防护栏中,宽度可能达到60 - 80mm的P型管来提供更强的支撑。
- **高度范围**:高度通常在10mm到40mm之间。对于一些装饰性较强的应用,如室内装饰线条,高度可能在10 - 20mm;在需要一定结构深度的场合,如舞台设备框架,高度可能会达到30 - 40mm。
- **壁厚选择**:壁厚一般在0.8mm - 3mm之间。较薄的壁厚适用于对强度要求不高的装饰性应用或轻载结构,如小型展示台的边缘装饰;较厚的壁厚用于承受较大重量或外力的结构,如建筑施工中的临时支撑结构,壁厚可能达到2.5 - 3mm。
2. **定做P形焊管模具尺寸**
- **模具设计依据**:
- **管材尺寸匹配**:定做P形焊管模具首先要根据所需P型管的具体尺寸来设计。模具的内腔尺寸应该地与P型管的终尺寸相匹配,考虑到管材在成型过程中的回弹等因素,模具尺寸一般要比目标P型管尺寸略小一些。例如,对于上述提到的P - 30×20×1.5的P型管,模具内腔的宽度可能设计为29.8mm左右,高度为19.8mm左右,壁厚对应的模具间隙要根据钢带的厚度和成型工艺进行调整,一般在1.48 - 1.52mm之间。
- **焊接部位设计**:如果P型管是通过焊接工艺成型的,模具需要考虑焊接部位的设计。焊接槽的尺寸要根据焊接方法和钢带的厚度来确定。对于高频焊接,焊接槽的宽度一般在0.3 - 0.8mm之间,深度要保证钢带边缘能够充分熔化并融合,通常为钢带厚度的1.2 - 1.5倍。
- **模具的整体结构尺寸**:
- **模具长度**:模具长度要根据生产工艺和管材长度要求来确定。一般来说,模具长度可以根据实际生产的便利性和设备的限制来设计,例如在连续生产的冷压成型设备中,模具长度可能在1 - 3米之间,以保证钢带在连续通过模具时能够顺利成型。
- **模具宽度和高度**:模具的外部宽度和高度要考虑到设备的安装空间和模具的强度要求。模具的宽度一般要比P型管宽处大50 - 100mm,以便于安装和固定模具。高度要根据模具的内部结构和外部支撑结构的需要来确定,通常在300 - 800mm之间,要保证模具在高压成型过程中有足够的稳定性。
- **模具的细节尺寸考虑**:
- **轧辊尺寸(如果是轧辊成型模具)**:在采用轧辊冷压成型的模具中,轧辊的直径、长度和表面粗糙度等参数都很重要。轧辊直径一般在100 - 300mm之间,长度要略大于P型管的宽度,以保证钢带能够完全被轧辊覆盖。轧辊表面粗糙度要适中,一般Ra值在0.8 - 1.6μm之间,这样可以保证钢带在轧辊上的摩擦力适中,既能顺利成型又不会划伤钢带表面。
- **定位和导向尺寸**:模具上需要设置的定位和导向装置,以确保钢带在进入模具和成型过程中的位置。定位销的直径一般在10 - 20mm之间,导向槽的宽度要比钢带厚度大0.5 - 1mm,深度在3 - 5mm之间,这样可以有效地引导钢带在模具中成型。











免责申明:本网页所展示的有关【冷压镀锌带P型管型号,定做P形焊管模具尺寸_镀锌管】的信息/图片/参数等由中商114的会员提供,由中商114会员自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,请谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。
友情提醒:建议您通过拨打厂家联系方式确认最终价格,并索要冷压镀锌带P型管型号,定做P形焊管模具尺寸_镀锌管样品确认产品质量。如冷压镀锌带P型管型号,定做P形焊管模具尺寸_镀锌管报价过低,可能为虚假信息,请确认冷压镀锌带P型管型号,定做P形焊管模具尺寸_镀锌管报价真实性,谨防上当受骗。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎






 冀公网安备13010402002588
冀公网安备13010402002588