


联系姓名:虞海波
联系电话:13861855788
所在地区:江苏/常州市
主营产品:一家集生产及销售为一体的实体型企业
提交后,商家将派专人为您服务
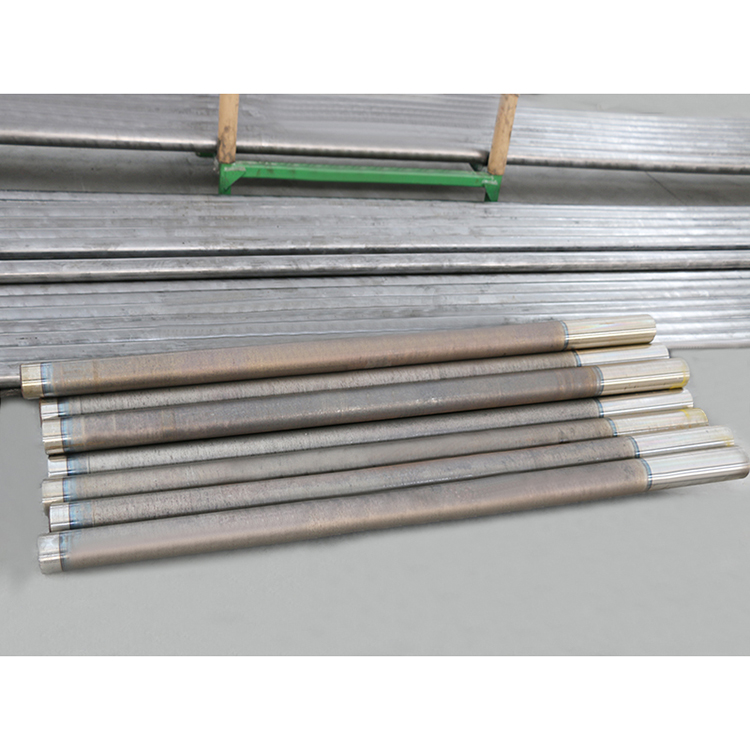
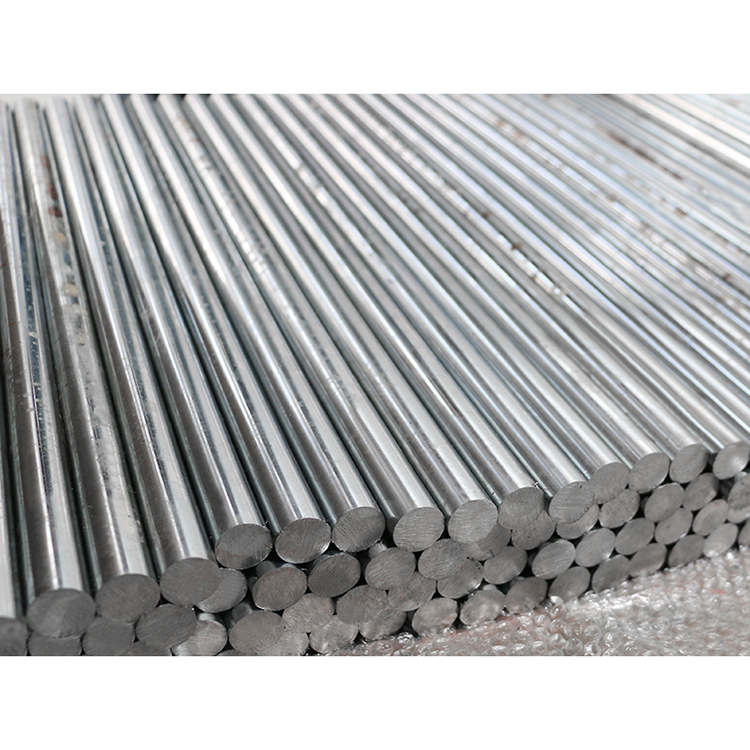
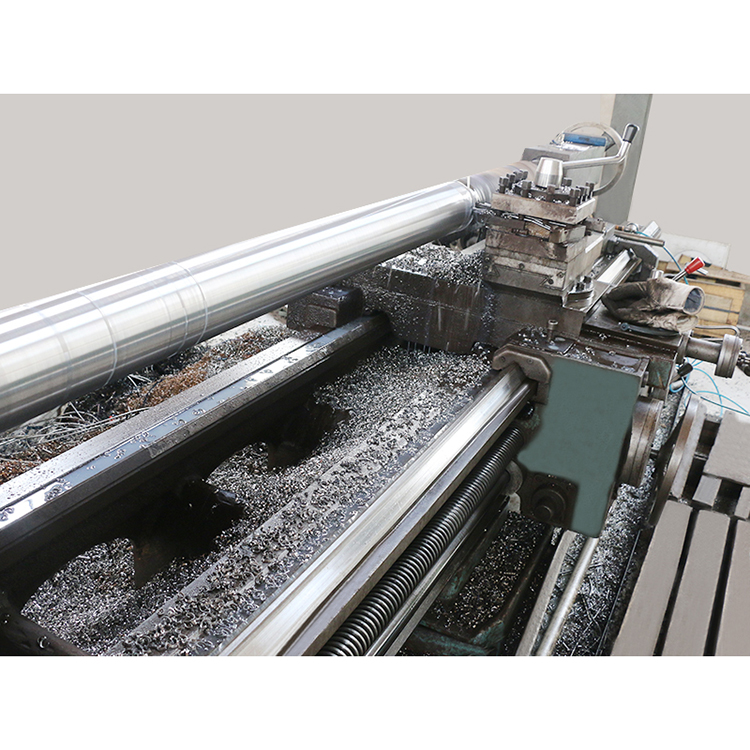
精密活塞杆在工作中拉伤后,若不及时处理,轻则影响产品的使用,严重的话则使液压缸不能工作。那我们怎样修补?对较轻的拉痕采取局部修磨抛光的方法修补;对较重的拉痕则采取焊补加人工修磨的方法修补。
拉痕的形成:对气液增压缸解体后,发现有一根精密活塞杆被严重拉伤,拉痕并排6条。造成拉伤的主要原因是:防尘圈脆化呈块状脱落以后,不但失去了防尘作用,而且伸缩接头还堆积了许多灰尘与杂质,使活塞杆直接与杂质硬磨,导致被拉伤,伤痕再刮坏缸口橡胶密封组件,造成液压缸严重外漏。
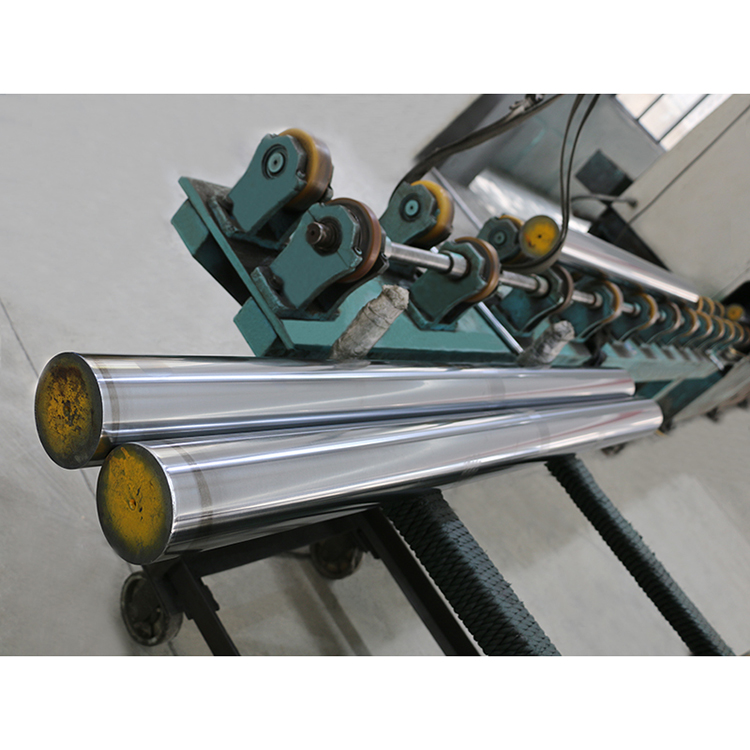
修补要求:填料与母材要结合稳定、平滑;调料须好用并易于手工加工;手工加工要保障精密活塞杆直径误差小于0.06mm。经分析,决定采用的填料为J422焊条。因为,酸性焊条对铁锈、油污及水分不敏锐,不容易产生氢化孔;工艺性好,易于操作;焊缝成型美观;材料硬度适中,易于手工加工;电弧稳定,熔深较大,与母材结合稳定。
修补工艺:
1、先将要焊的部位清洗干净,然后用湿泥巴将拉痕四周围住。
2、选用直径2.5mm的焊条,将电焊机电流调至120A,采取直线运条法平稳施焊。
3、都焊完之后,将泥巴与熔渣清理干净,用粗锉沿精密活塞杆圆周进行进行修锉并留0.1-0.2mm的加工余量。
4、车一个外径185mm、内径125mm、长150mm的圆筒当靠模(活塞杆外径125mm),沿轴线锯开,一个为粗模,另一个为精模。
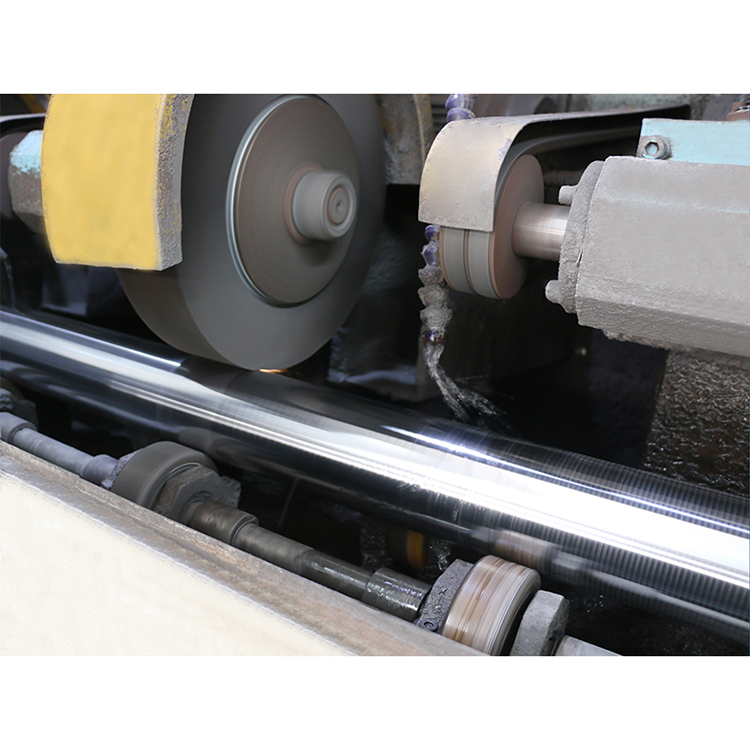
5、在粗模内壁涂上一层薄薄的红印油,接着将粗模紧靠在产品待修部位上沿轴线往复磨合几次,然后用细锉将产品上较重的红印锉掉。如此反复修锉,后留0.04-0.07mm的加工余量。
6、再用320目的砂条蘸煤油配合精模将产品修磨至规定尺寸。
7、后用砂布背面蘸煤油进行手工抛光。经测量,很大误差只是为0.03mm。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎



















 冀公网安备13010402002588
冀公网安备13010402002588