
铸铁平台平板,大型铸件,试验平台,焊接平台,装配平台,检验平台,钳工平台,铁...

服务热线
13785751790



联系姓名:倪艳
联系电话:13785751790
所在地区:上海
主营产品:铸铁平台平板,大型铸件,试验平台,焊接平台,装配平台,检验平台,钳工平台,铁...
提交后,商家将派专人为您服务
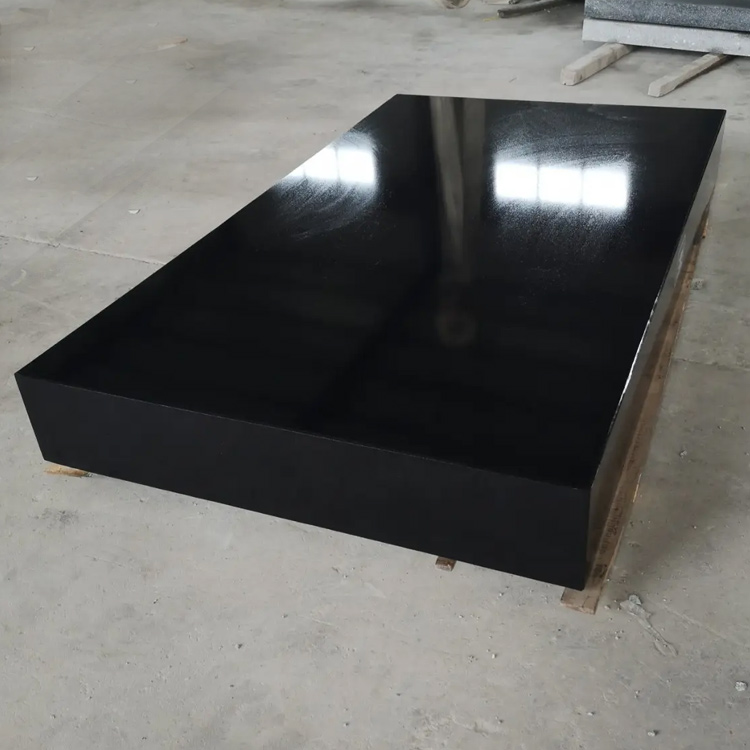
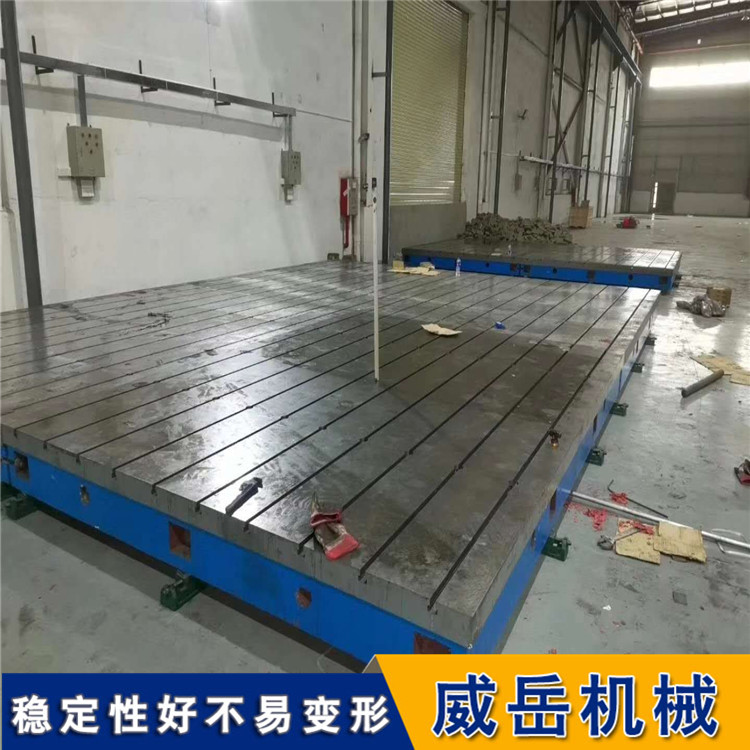
有口皆碑的铸铁T型槽平台大赏
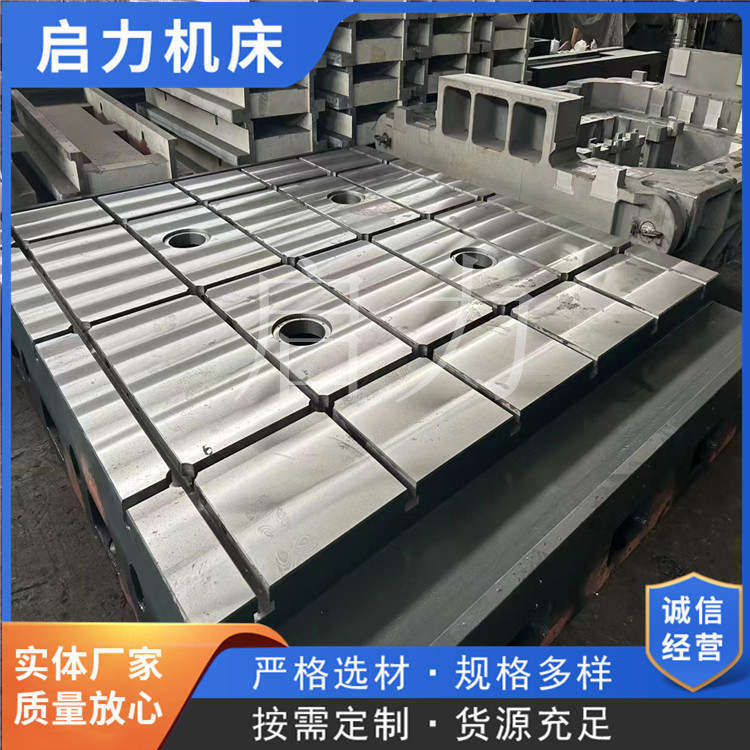
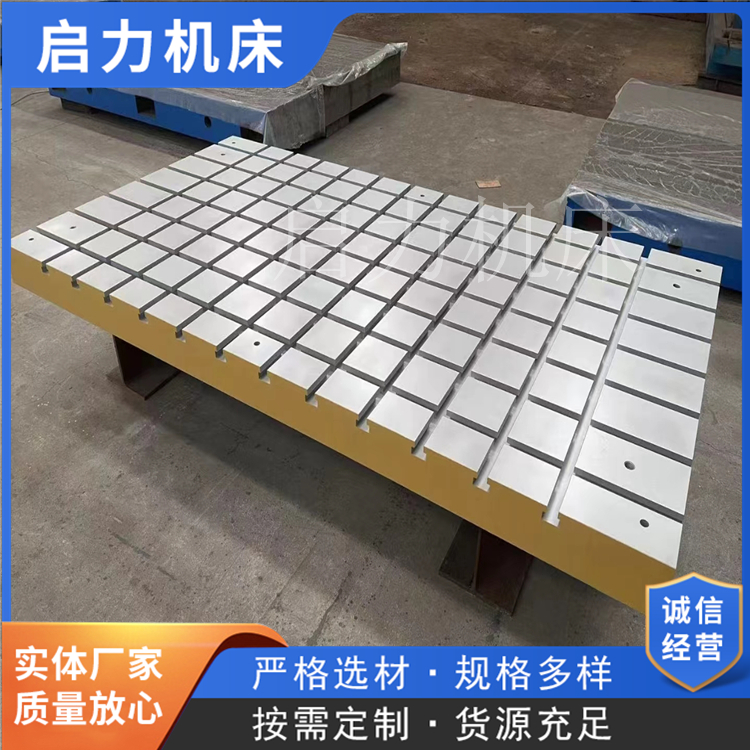
铸铁T型槽平台铸造毛坯后,要对铸件进行清砂处理,清砂形式有人工清砂及抛丸清砂,人工清砂费用低局部处理的不是很干净,而抛丸清砂则相反费用高,焊接平板表面清理的非常干净。铸铁T型槽平台时应注意事项:铸铁T型槽平台铸造碾砂进程的操控,型砂的性能将直接影响量具铸件的质量。
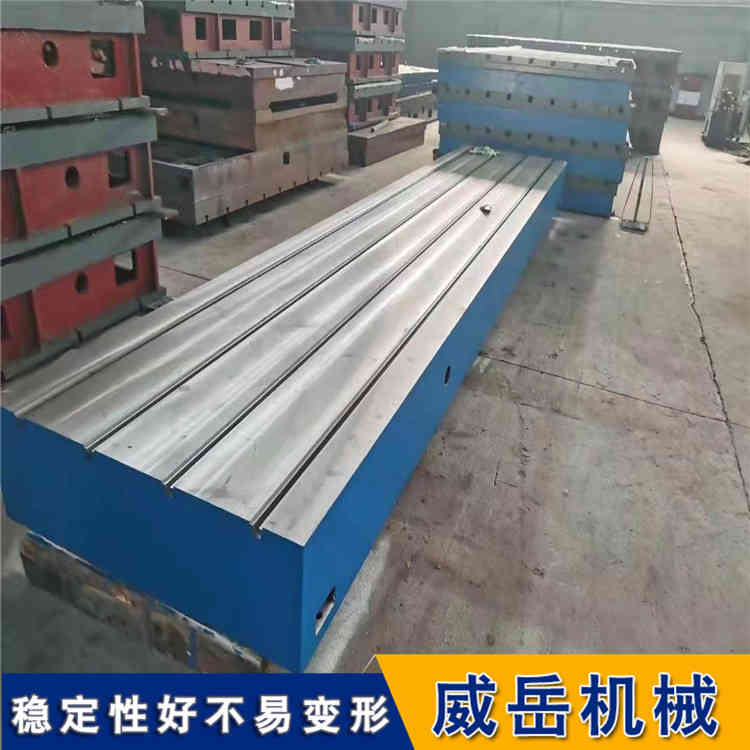
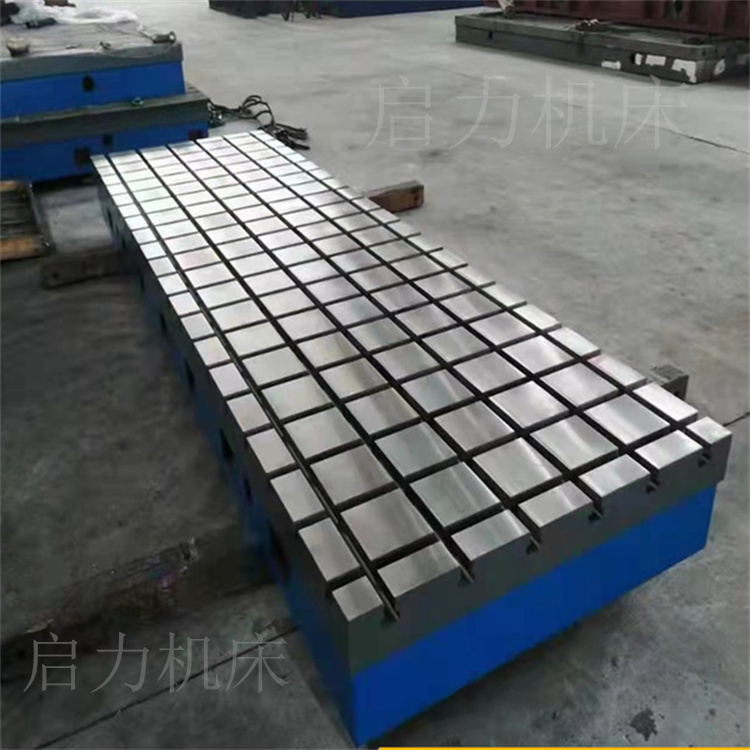
铸铁T型槽平台的技术标准:铸铁T型槽平台及所有附件的计量单位全部采用单位(SI)标准。检验平台需进行两次人工时效处理,一次时效处理在粗加工前,以去掉铸造应力二次人工时效处理在粗加工后,以产生的应力。全部铸铁T型槽平台调整采用可调垫铁调整,使铸铁T型槽平台调整方便且降低需方采购成本。
铸铁T型槽平台的技术要求:工作表面不应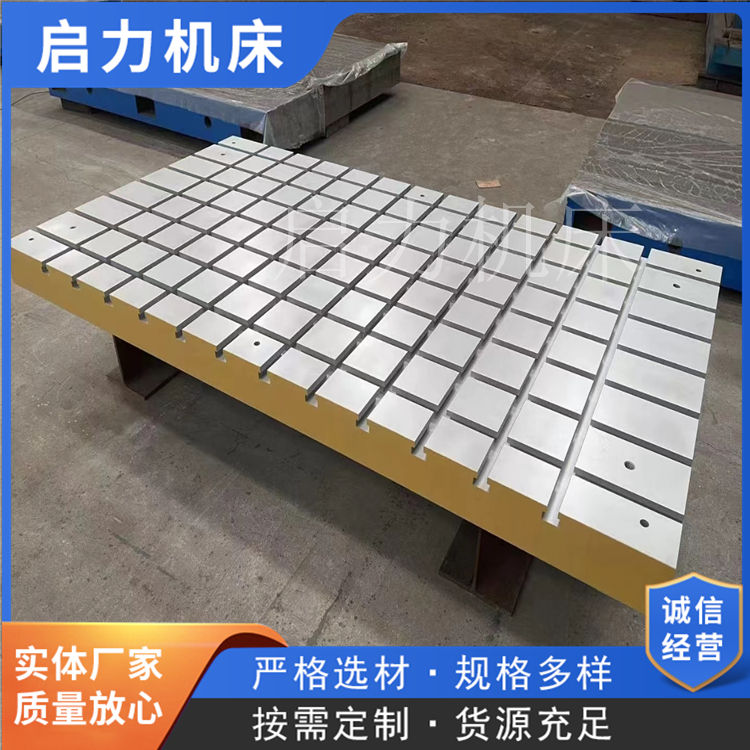 有锈迹、划痕、碰伤及其他影响使用的外观问题。工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造问题,各种铸造表面应去掉型砂、且表面平整,涂漆牢固,在精度等级低于“00”级的焊接平板工作面上,对于直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应低于周度,在工作面上堵塞的部位应不多于四处,其相互之间的距离应不小于80mm。
有锈迹、划痕、碰伤及其他影响使用的外观问题。工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造问题,各种铸造表面应去掉型砂、且表面平整,涂漆牢固,在精度等级低于“00”级的焊接平板工作面上,对于直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应低于周度,在工作面上堵塞的部位应不多于四处,其相互之间的距离应不小于80mm。
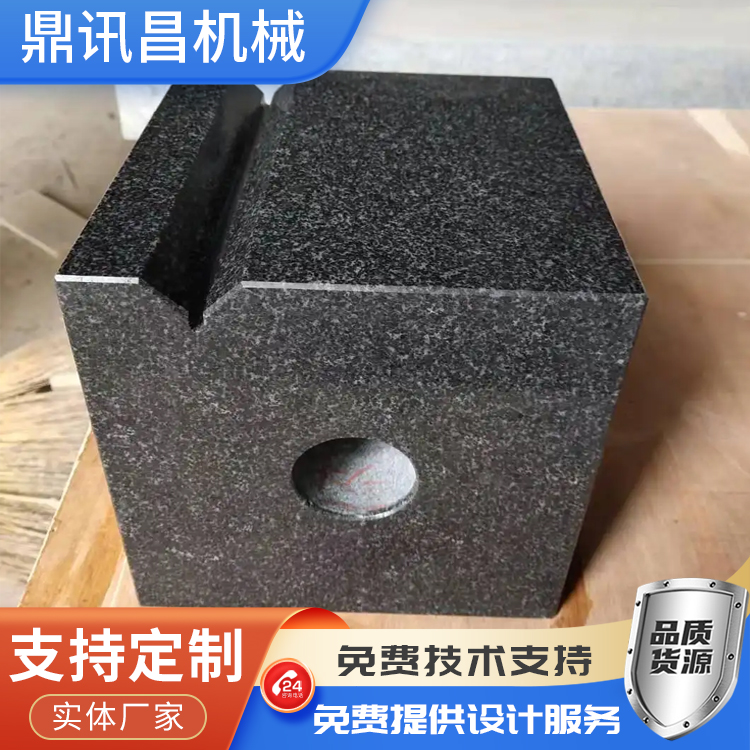
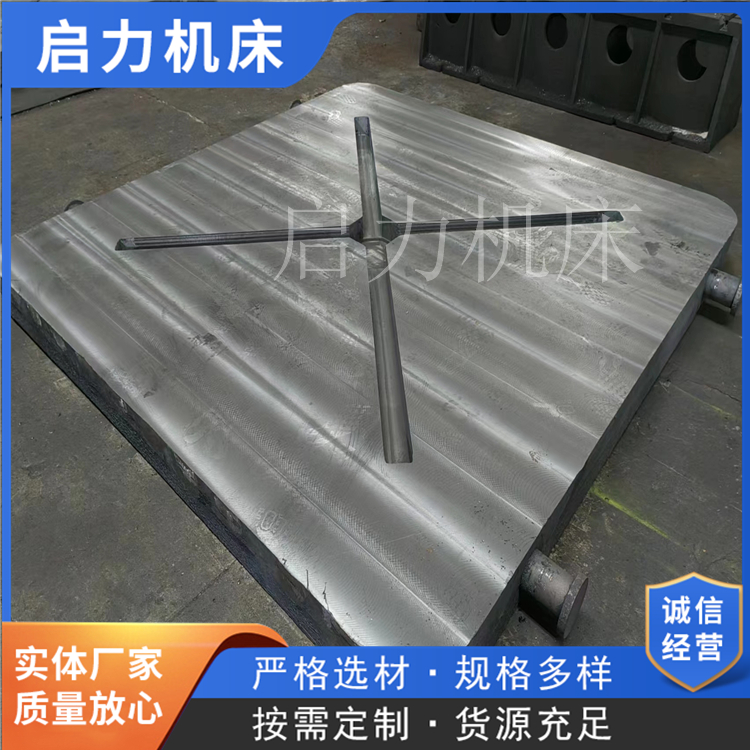
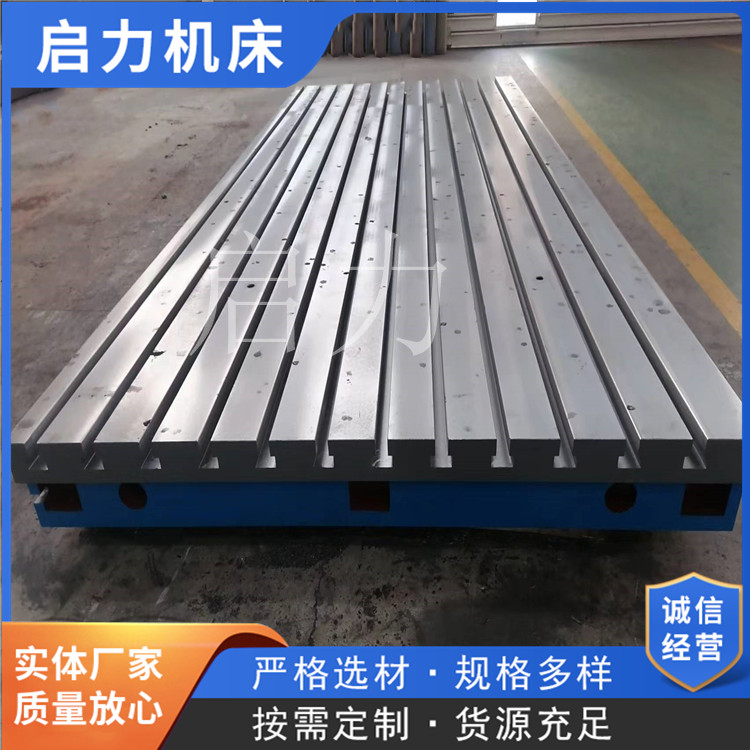
铸铁T型槽平台精刮:在细刮的基础上进行精刮,采用小刮刀或带圆弧的精刮刀,刀痕宽约4mm,平均研点每25㎡×25㎡20~25点,长用于检验工具、导轨和紧密工具接触面的刮削。相对两个侧面上,应设置有安装手柄、吊环等吊装设施的螺纹孔或圆柱孔,设计吊装位置时应考虑尽量减少因吊装而动。
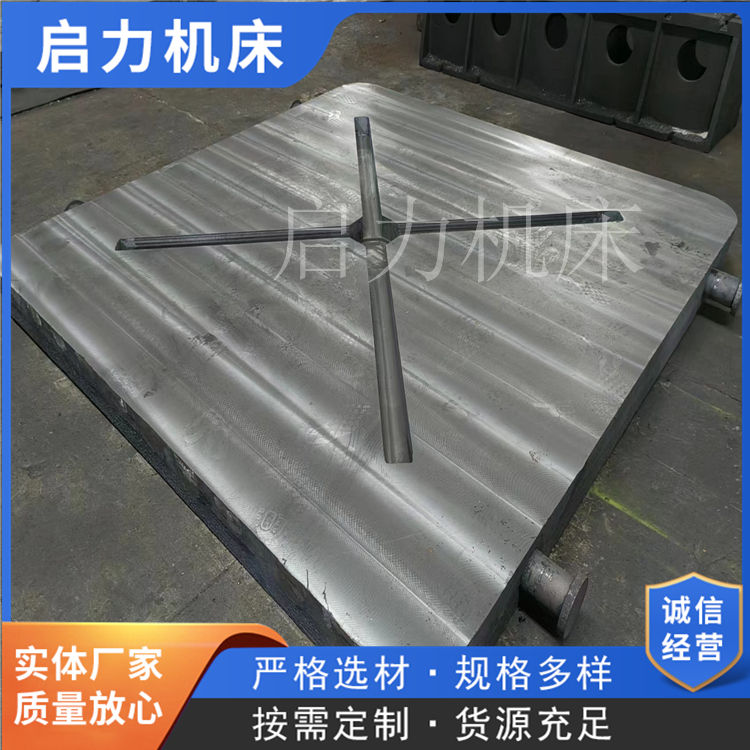
两块板互研法,也叫子母板压法,这种方法是只用两块铸铁T型槽平台一上一下互研,用这种方法压砂结果是,两块平台的平面合,上面铸铁T型槽平台的平面度凹,下铸铁T型槽平台的平面度凸,并且下板的压砂效果要比上铸铁T型槽平台的好。由于上铸铁T型槽平台中间凹,不容易修理量块板,只用下板。缺点是下平台的凸起程度不易掌握,只能用一块平台。
铸铁T型槽平台细刮:细刮是将粗刮后的高点刮去,其点是采用短刮法(刀痕宽约6mm,长5mm~10mm),研点分散快。着一定方向刮,刮完一遍,刮二遍时要成45度或60度方向交叉刮出网纹,当平均研点每25㎡×25㎡上为10~14点时即可。
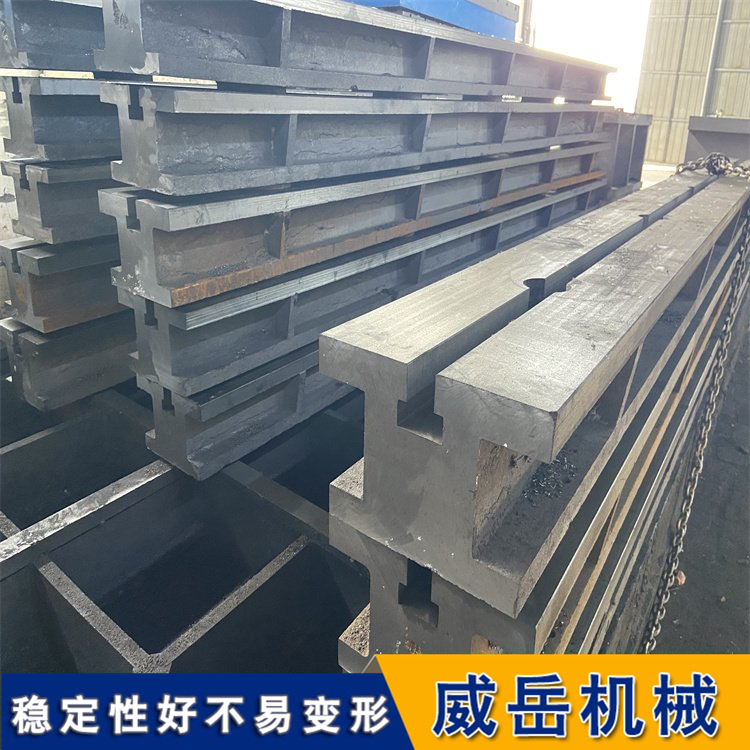
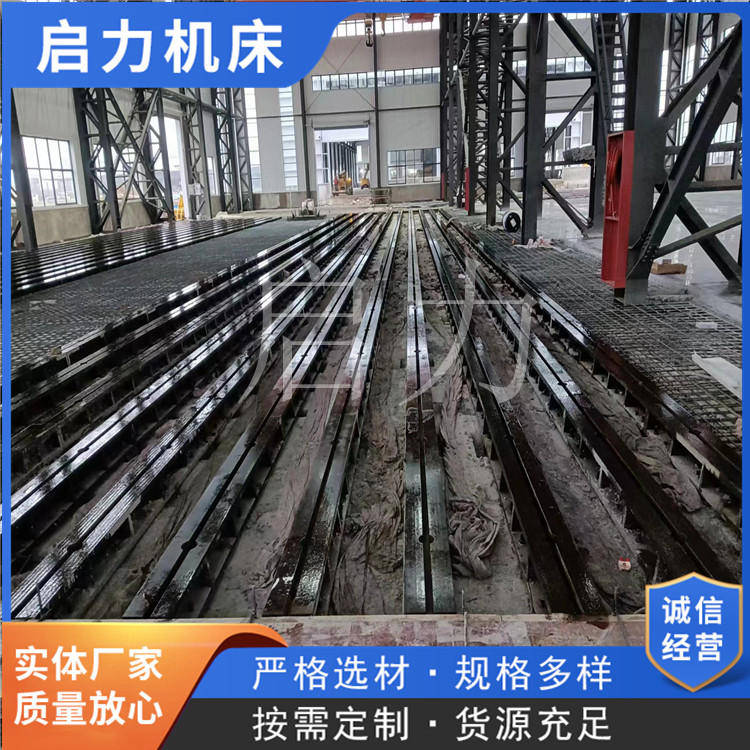
铸铁T型槽平台铸造浇注进程的操控,浇注前要对铸水进行孕育和扒渣处置。在浇注进程中要不断流、平稳,以防止铸铁T型槽平台冲砂而构成砂眼跑火时要及时堵住漏铸水的部位,并补足铸水,以削减冷隔、浇缺乏等缺点。铸铁平板铸造整理进程的操控,整理进程是量具铸件冷后从铸铁T型槽平台铸型中整理量具铸件,以取得外表无缺点的量具铸件。
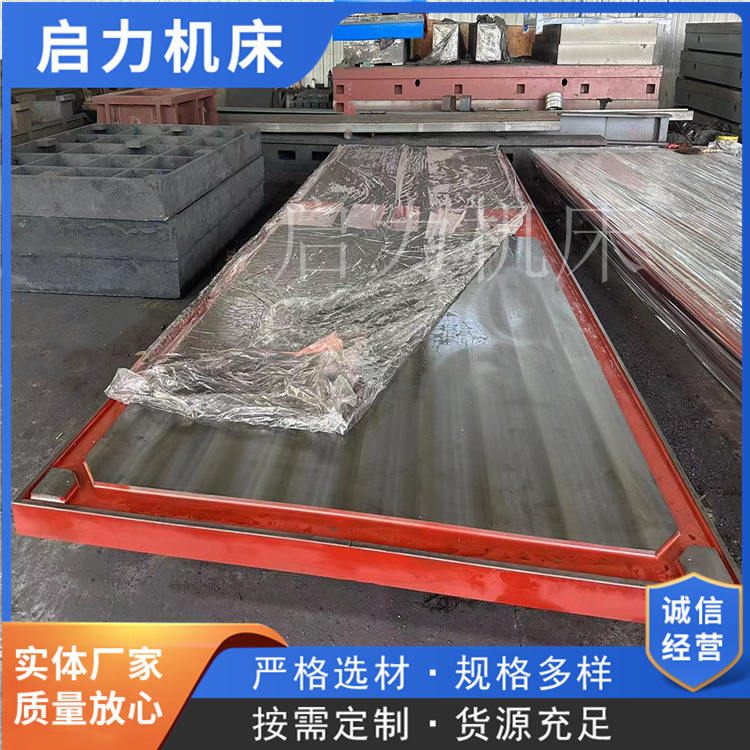
检验平台外观及表面质量。为大程度地减小装卸起吊检验平台过程中铸铁T型槽平台自重对铸铁T型槽平台精度的影响,全部铸铁T型槽平台吊装孔设计符合贝塞尔支点原理,检验铸铁T型槽平台无锈迹、滑痕等其他影响使用的外观问题,不允许有严重影响使用性能的砂眼、气孔、裂纹等铸造问题。
创立时间
公司类型
注册资本
经营模式
主营:德国Hommel+Keller “ZEUS”品牌高精度滚花刀具、德国BRUCKNER GmbH精密高精度机床尾座顶尖、德国JBO精密量规板牙、德国Dieterle GmbH精密车削刀具、德国ZECHA微型铣刀&钻头专家、德国OTT微型锯片、瑞士Habegger微型螺纹滚压工具、瑞士SCHANBLIN夹头、瑞士PCM动力刀座、冲头拉刀攻丝筒夹、英国E&J高性能螺纹滚压工具等。



免责申明:本网页所展示的有关【大型铸造平台 T型槽试验平台 匠心工艺_其他量具】的信息/图片/参数等由中商114的会员提供,由中商114会员自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,请谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。
友情提醒:建议您通过拨打厂家联系方式确认最终价格,并索要大型铸造平台 T型槽试验平台 匠心工艺_其他量具样品确认产品质量。如大型铸造平台 T型槽试验平台 匠心工艺_其他量具报价过低,可能为虚假信息,请确认大型铸造平台 T型槽试验平台 匠心工艺_其他量具报价真实性,谨防上当受骗。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎

 冀公网安备13010402002588
冀公网安备13010402002588