
研发,生产,销售波形弹簧/波形垫圈/环形弹簧/摩擦弹簧/膜片弹簧/碟形弹簧/碟形垫...

服务热线
15651938898




联系姓名:刘同胜
联系电话:15651938898
所在地区:江苏/宿迁市
主营产品:研发,生产,销售波形弹簧/波形垫圈/环形弹簧/摩擦弹簧/膜片弹簧/碟形弹簧/碟形垫...
提交后,商家将派专人为您服务

本标准规定了膜片弹簧的结构型式、技术要求、试验方法和检验规则等。
本标准适用于机械离合器膜片弹簧(以下简称膜片簧),缓冲器中的膜片簧参照使用。
下列文件对于本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其新版本(包括所有的修改单)适用于本文件。
GB/T 224 钢的脱碳层深度测定法
GB/T 230.1 金属材料 洛氏硬度试验 第1部分:试验方法(A、B、C、D、E、F、G、H、K、N、T标尺)
GB/T 1222 弹簧钢
GB/T 1800.2-2009 产品几何技术规范(GPS) 极限与配合 第2部分:标准公差等级和孔、轴极限偏差表
GB/T 1972 碟形弹簧
GB/T 3279 弹簧钢热轧钢板
YB/T 5058 弹簧钢、工具钢冷轧钢带
参数名称、代号及单位见表1。
表1 参数名称、代号及单位
参数名称 | 代号 | 单位 |
膜片簧外径 | D | mm |
膜片簧内径 | d | |
膜片簧中封闭环部分的内径 | Dm | |
膜片簧厚度 | t | |
膜片簧中封闭环部分的内锥高 | y | |
膜片簧的自由高度 | H。 | |
膜片簧大变形量(内锥高) | Smax(Smax=Ho-t) | |
分离指小端宽度 | b1 | |
分离指窗孔槽宽度 | b2 | |
膜片簧中封闭环部分的内半径 | r | |
膜片簧中封闭环部分的外半径 | R | |
变形量 | S | mm |
膜片簧中封闭环部分的变形量 | Is | |
膜片簧中舌片部分的变形量 | S2 | |
分离指数(舌片数) | Z | |
工作负荷 | F | N |
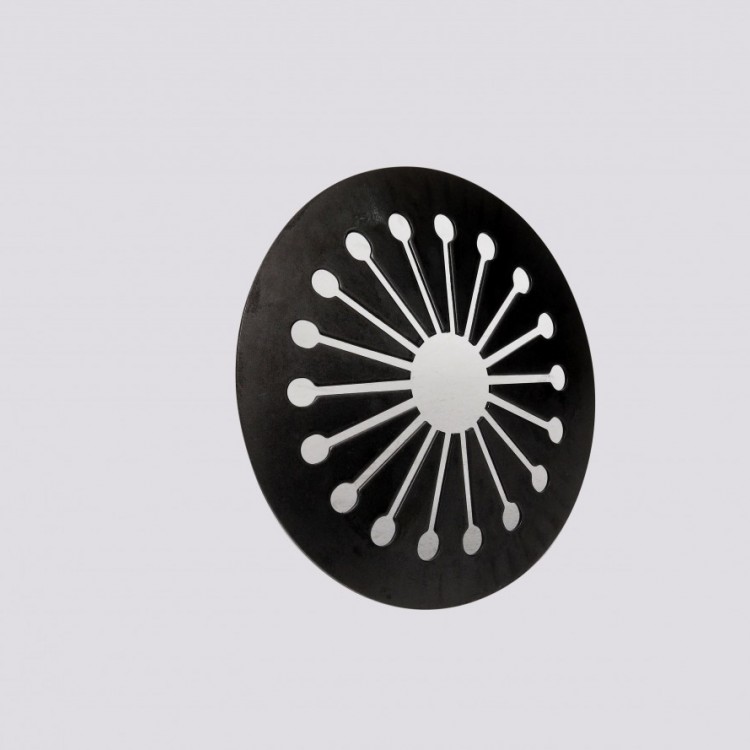
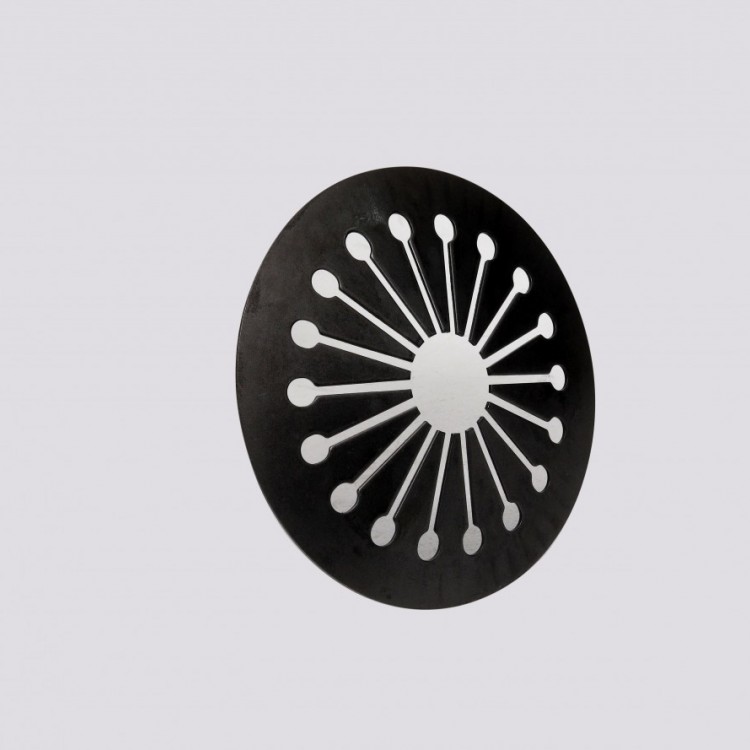
膜片簧结构型式如图1所示。
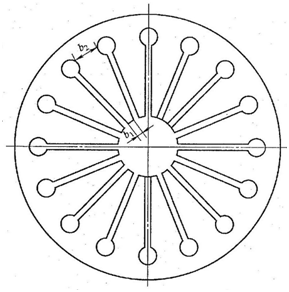

图1 膜片簧
膜片簧材质一般用50CrVA或60Si2MnA,其化学成分及物理性能应符合GB/T 1222的规定;如采用其他材料,可由供需双方商定。
膜片簧选用的钢带应符合YB/T5058的规定,或符合GB/T 3279的规定。
材料应有材料制造商的质量保证书,并经复检合格后方可使用。
膜片簧的厚度t的极限偏差应符合表2的规定。有特殊要求时,厚度t的极限偏差由供需双方商定。
表2 厚度t的极限偏差(单位为毫米)
厚度t | 极限偏差 |
0.5~1.0 | +0.02 -0.03 |
>1.0~2.3 | +0.03 -0.05 |
>2.3~3.0 | +0.04 -0.05 |
>3.0~4.0 | ±0.05 |
膜片簧自由高度的极限偏差应符合表3的规定。在保证特性要求下,自由高度在制造中可做适当调整,但其公差值不变。
表3 自由高度的极限偏差(单位为毫米)
自由高度H。 | 极限偏差 |
<10 | +0.20 -0.10 |
>10~20 | +0.20 -0.20 |
>20~50 | +0.10 -0.50 |
>50~100 | ±1.50 |
膜片簧的内、外径极限偏差按GB/T 1800.2-2009中的H13和h13级的规定。
膜片簧的封闭部分底面平面度公差应为0.25mm,非接触面圆弧长不应大于圆周长的1/3。
膜片簧的同轴度公差应符合表4的规定。
表4 同轴度公差(单位为毫米)
外径D | 30~50 | >50~125 | >125~250 | >250~500 |
同轴度公差 | 0.2 | 0.25 | 0.3 | 0.4 |
根据用户需求对膜片簧工作区的特性进行要求,但工作点的负荷偏差在-10%~20%范围内。
膜片簧必须进行淬火、回火处理,淬火次数不得超过两次。
回火后的膜片簧的封闭部分硬度值应在71.5HRA~76.8 HRA范围内选取,单片膜片簧的硬度值允差在±2HRA范围内。
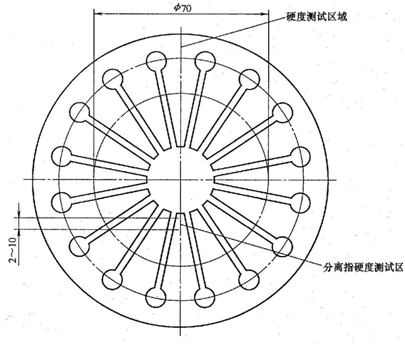
对分离指端头部分(zui大ø70mm)上表面的硬度值要求在79HRA以上的,其深度应大于0.5mm,分离指端头与封闭部分允许有硬度过渡区,但过渡区内zui低硬度不应小于68.9HRA。
经过热处理的膜片簧,其单面脱碳层深度不应大于其厚度的1%,zui大不应大于0.05mm。
膜片簧应进行强压处理,处理方法为:用不小于两倍的s=0.75h。时的负荷压缩膜片簧,持续时间不少于12h,或短时压缩,压缩次数应不少于5次。
膜片簧表面不应有毛刺、裂纹及对使用有害的缺陷。
膜片簧一般在喷丸清理后浸防锈油,也可根据用户要求进行氧化、磷化、电泳等处理。膜片簧不宜进行电镀处理。
当有疲劳寿命要求时,疲劳寿命次数可由供需双方商定。
膜片簧的厚度用千分尺在膜片簧内、外径处沿圆周不同位置上至少测量3点,取zui大值。
膜片簧的直径用分度值小于或等于0.02mm的游标卡尺测量,在沿圆周不同位置上至少测量3点,外径取zui大值,内径取zui小值。
膜片簧的自由高度应在二级精度平板上用分度值小于或等于0.02mm的深度游标卡尺测量,在沿圆周不同位置上至少测量3点,取zui大值。
将膜片簧放在二级精度平板上,用塞尺测量在2%的s=0.75ho时的负荷下膜片簧平面间隙,取其zui大的间隙值。zui大负荷不应超过300N,如图3所示。

图3 平面度示意图
将膜片簧放在二级精度平板上,用分度值小于或等于0.02mm的游标卡尺测量其膜片簧宽度,如图4所示。在不同位置至少测量三处,计算测量zui大值与理论值的差值,其差值即为同轴度误差。
同轴度误差也可由供需双方商定采用转用工装测量。
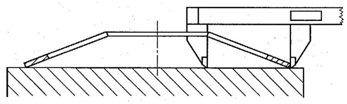
图4 同轴度误差测量
膜片簧的负荷在精度不低于1%的试验机上进行检测,加载到用户所需的变形量时,测其负荷,试验时要用润滑剂,测量膜片簧负荷特性的上、下两端压板硬度必须在52HRC以上,表面粗糙度Rz小于1.6μm。
膜片簧的硬度试验按GB/T 230.1的规定。试验压痕应在膜片簧的外径与窗口之间,每件打4点,第1点不考虑,取后3点的平均值。分离指硬度应在指尖下方2mm~10mm范围内进行测试(见本标准图5);方法同上。
免责申明:本网页所展示的有关【膜片弹簧厂家_其他弹簧】的信息/图片/参数等由中商114的会员提供,由中商114会员自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,请谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。
友情提醒:建议您通过拨打厂家联系方式确认最终价格,并索要膜片弹簧厂家_其他弹簧样品确认产品质量。如膜片弹簧厂家_其他弹簧报价过低,可能为虚假信息,请确认膜片弹簧厂家_其他弹簧报价真实性,谨防上当受骗。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎





 冀公网安备13010402002588
冀公网安备13010402002588