




联系姓名:张燕峰
联系电话:020-84547877
所在地区:广东/广州市
主营产品:专业自主研发生产点焊机、碰焊机及自动化专用焊接设备
提交后,商家将派专人为您服务

 自动打圈焊接设备简介
自动打圈焊接设备简介
本设备用于钢线自动打圈焊接工序。
一、工艺流程说明
人手将铁线装到设备上 → 固定好调直与送线装置螺栓 → 调节好圈径大小→ 调节好送线、放线速度 →按下自动开关→ 自动打圈切断 →夹料装置取料到焊接位置焊接(焊接时打圈装置继续工作) →焊接完成自动下料 (循环打圈焊接下料动作)
二、产品工艺说明
三.对工件的要求
材料 普通碳钢
线径 ¢2.0-¢3.5mm
圈径 ¢150-¢460mm
四、项目总体目标:
(1)生产节拍:900件/小时;
(2)场地面积约为3.5M(L)×2M(W)(实际占地面积,以现场安装为准);
(3)设备运行的稳定性:( 要求单机运行安全稳定,能连续生产24小时运行平稳);
五、设备配置与操作说明:
5.1 设备外形简图:
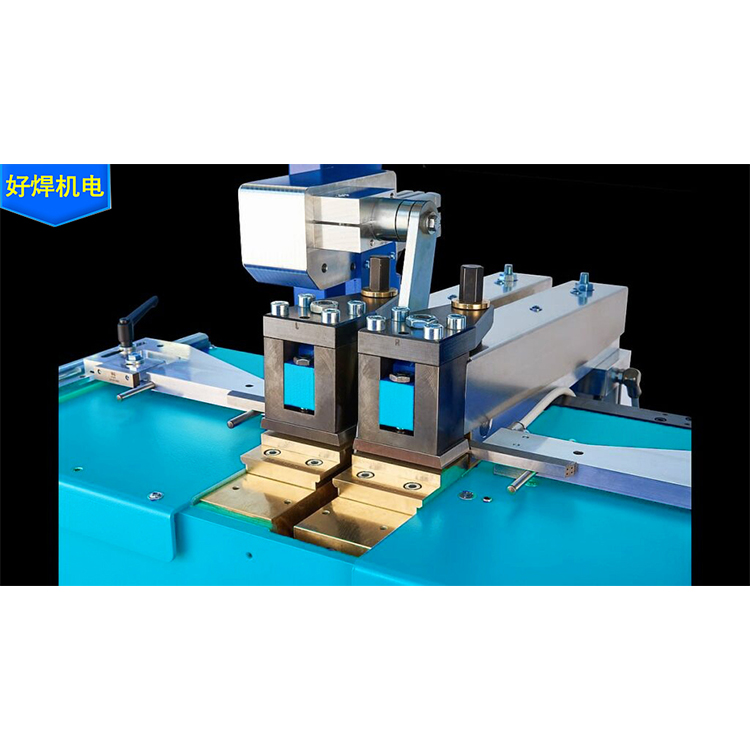
5.2 设备主要配件:
5.3 设备主要工作参数:
1)、输入电源:380V±10% 50/60Hz。
2)、额定功率:63KVA。
3)、大焊接电流:15000A。
4)、输入电源对机身绝缘电阻≥2.5兆欧
5)、汽缸大加压力:700N。
6)、气源压强:≥0.5Mpa。
7)、冷却水:流量20L/Min,温度≤30℃。
5.4 设备操作说明:
5.4-1 主操作画面
1、运行状态
分别有“停止”、“自动送料”、“手动送料”、“手动退料”、“产量完成”、“启动状态”、“切刀”、“退刀”这几种状态。系统运行时会显示相应状态。
2、当前工作组
仅用于显示工作组别。
3、送料长度
用来显示当前送料长度。
4、累计产量
用于显示当前产量。
a、当“预设产量”为“0”时,此处显示始终为“0”
b、当“预设产量”不为“0”时,此处便会递增显示当前产量值。
5、长度清零
用于清除“送料长度”显示值的按键。只能在停止状态操作,否则操作无效!
6、产量清零
用于清除“累计产量”显示值的按键。只能在停止状态操作,否则操作无效!
7、启动/停止
用于启动或者停止设备运行的按钮。当显示为“启动”时,按一下,设备就会处于启动状态,此处会显示为“停止”。当显示为“停止”是,按一下,设备就会停止下来。
8、手动快进
用于手动快速送料的按键。只能在停止状态(需旋钮在手动模式)下操作,否则操作无效。
9、手动快退
用于手动快速退料的按键。只能在停止状态(需旋钮在手动模式)下操作,否则操作无效。
10、手动慢进
用于手动慢速送料的按键。只能在停止状态(需旋钮在手动模式)下操作,否则操作无效。
11、手动慢退
用于手动慢速退料的按键。只能在停止状态(需旋钮在手动模式)下操作,否则操作无效。
12、切断
用于切断动作按键。只能在停止状态(需旋钮在手动模式)下操作,否则操作无效。
13、复位
用于复位所有动作按键。只能在停止状态下操作,否则操作无效。
5.4-2 工作参数设置画面
在主操作画面时,操作“工作参数设置”,即可进入本画面。
1、工作组
用于工作参数组别的选择。可设值为“1-10”分别代表“1组-10组”参数组。
2、设定长度
用于设定目标长度,可设值为“0-9999.99”。 单位为“mm”。 设定长度大于慢速长度,否则设备会出现运行故障。
3、慢速长度
用于设定送料慢速运行长度,可设值为“0-9999.99”。 单位为“mm”。慢速长度小于设定长度,否则设备会出现运行故障。
4、设定产量
a、预设产量值的范围只能是“0-9999999”,超出范围数值更改不了。
b、预设产量值为“0”时,系统不会进行产量累计计数。但不影响系统运行,故可以不设置。只有预设产量值不为“0”时,系统才会进行产量累计计数,当达到预设产量值后,系统自动停止运行
5、切刀时间
切刀启动到切刀停止的时间值,可设值为“0-99.99”
6、退刀时间
退刀启动到切刀停止的时间值,可设值为“0-99.99”
7、送料缸退延时
用于送料缸退到位置,然后进入下动作的延时设定。可设值为“0-99.99”
8、夹紧2夹紧时间
用于出料夹对圈体夹紧的动作时间,然后进入下动作的延时设定。可设值为“0-99.99”
9、压紧延时
用于压紧夹对圈体夹紧的动作时间,然后进入切断动作的延时设定。可设值为“0-99.99”
10、送料延时
用于送料缸的动作时间,将圈体送至焊接位置,动作完成后进入焊接夹紧动作的延时设定。可设值为“0-99.99”
11、焊接夹紧延时
用于焊接缸的动作时间,将圈体在焊接位置,焊接夹紧气缸动作夹紧圈体,动作完成后进入焊接动作的延时设定。可设值为“0-99.99”
12、焊接延时
用于焊接所需时间,可设值为“0-99.99”
13、焊接夹紧退时间
用于焊接夹松夹的动作检测是否完成的报警延时,可设值为“0-99.99”
14、出料缸延时
用于出料缸的动作时间,将圈体送至出料位置。可设值为“0-99.99”
15、出料延时松夹
用于出料缸动作后,延时设定时间到位后出料夹松夹放开圈体。可设值为“0-99.99”
16、间隔时间
进入下一动作周期的间隔时间。可设值为“0-99.99”
5.4-3 伺服参数设置画面
在主操作画面时,操作“伺服参数设置”,即可进入本画面。
1、控制方式
a、分别有“开环控制”和“闭环控制”两种状态。可以根据生产实际需求,选择不同的控制方式。控制方式的切换,只能在停止状态下进行!否则会影响设备正常运行!
b、“闭环控制”时,2秒内无送料,会自动停止。
2、反馈直径
连接编码器送料轮的直径
3、编码器脉冲数
编码器脉冲数,一般为整数。
5、加速时间
用于设定步进电机加减速时间,可设值为“0-5000”。单位为“ms”.
6、自动快速送料速度
工作时,快速送料的速度,可设置为“0-2400”
7、自动慢速送料速度
工作时,慢速送料的速度,可设置为“0-2400”
8、手动快速速度
工作时,手动快速送料的速度,可设置为“0-2400”
9、手动慢速速度
工作时,手动慢速送料的速度,可设置为“0-2400”
此页面为手动操作页面,能独立操作各个气缸,切刀动作,慢速送料动作页面。
进刀,退刀,切断 说明:
1、进刀:手动操作时仅使切刀向切断位置前进;
2、退刀:手动操作时仅使切刀向原点位置前进;
3、切断:切刀安装设定的时间进行一个来回动作。
放料:该功能为选用功能,在放料变频器连接至控制继电器上时可控制放料架放料
5.4-5 存料设置页面(该功能需备用存料架)
1、存料架功能使用
选择是否使用存料架,使用显示绿色。使用该功能有对应信号输出控制电机转动。
2、时间转动功能使用
未选择该功能时按照传感器反馈的信号控制电机转动后在感应到储存区后停止;
选用该功能后,电机启动后经过设定时间停止转动。
3、存储支数
存储架对应存储位置的位数
4、存放数量
设备生产数量到达存放数量启动电机转动。







免责申明:本网页所展示的有关【打圈对焊一体机_其他电焊、切割设备】的信息/图片/参数等由中商114的会员提供,由中商114会员自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,请谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。
友情提醒:建议您通过拨打厂家联系方式确认最终价格,并索要打圈对焊一体机_其他电焊、切割设备样品确认产品质量。如打圈对焊一体机_其他电焊、切割设备报价过低,可能为虚假信息,请确认打圈对焊一体机_其他电焊、切割设备报价真实性,谨防上当受骗。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎









 冀公网安备13010402002588
冀公网安备13010402002588