












 一、 本机型号YGT-3000,本设备操作方式分手动操作和自动两种。紧急情况时按下柜门急停按钮或手持遥控器停按钮设备全部停止工作。
一、 本机型号YGT-3000,本设备操作方式分手动操作和自动两种。紧急情况时按下柜门急停按钮或手持遥控器停按钮设备全部停止工作。
二、 柜体面板布置如下
三、 手动控制时找到面板上自动/手动旋钮,并把开关打到手动位置,手动指示灯亮,然后设置好下图对应电机手动运行频率值。
按住对应按键不松对应电机运转,松开按键对应电机停止运行。用手持遥控器控制时,先按一下手持遥控器左下角“开”按钮一 次启动遥控器,按住对应功能键对应电机运行,松开按键对应电机停止运转。
四、 自动控制--把柜面板”手动/自动”旋钮打到自动位置,自动指示开始3秒闪亮,
在上图自动页面下设置好间距、实际要焊接的笼体直径,设置好焊接速度,(焊接速度指的是行走电机频率值,即行走当前间距所需要的频率值,此值越大对应辊床旋转速度越快 )。
设置好数据后,按一下柜面板“一键启动”按键或手持遥控器“一键启动”按键,自动工作开始,自动指示灯常亮,在自动运行下,如需微调单个工序电机的速度,(例:调整整体运行速度,每按一下“小车高速”整体运转速度提高0.01HZ,没按一下“小车低速”整体运转降低0.01HZ,辊床速度过快每按“辊床低速”一次单独辊床旋转速度降低0.01HZ,辊床速度过低每按“辊床高速”按键一次单独辊床旋转速度提升0.01HZ,调直速度过快,每按“调直低速”按键一次单独调整速度降低0.01HZ,调直速度过低每按“调直高速”按键一次单独调直速度提高0.01HZ)
五、 在自动工作时,如辊床或调直频率值超过50HZ时,会出现数据超程页面,屏幕自带蜂鸣器响起,自动指示灯从常亮变成闪亮,此时触摸屏幕下方“故障复位”蜂鸣器响声停止,页面自动转到自动画面,重新设置数据即可。
自动画面标记隐藏位置,轻触隐藏位置弹出密码对话框输入密码后进入隐藏画面,隐藏参数为重要数据,如需调整请联系厂家,慎重修改。 工作原理
工作原理
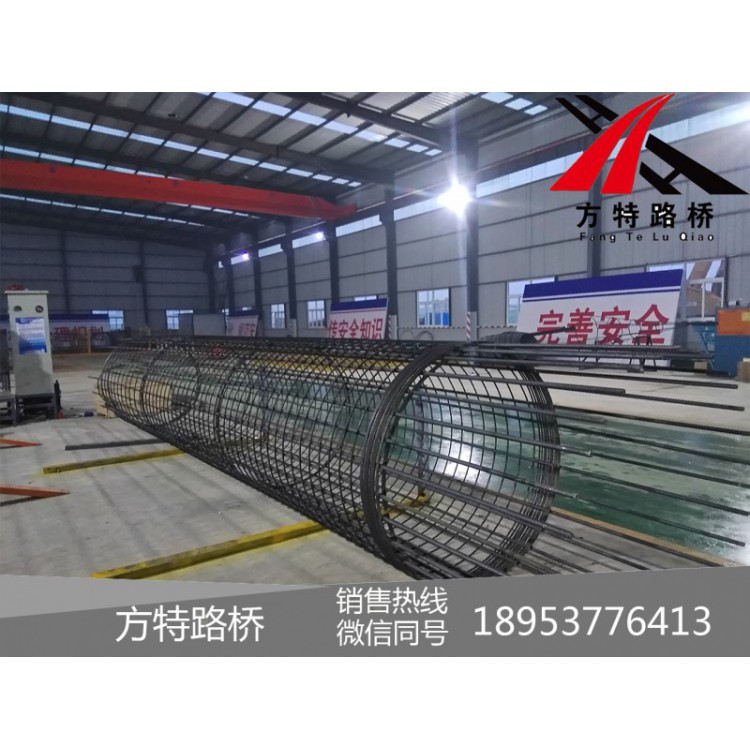
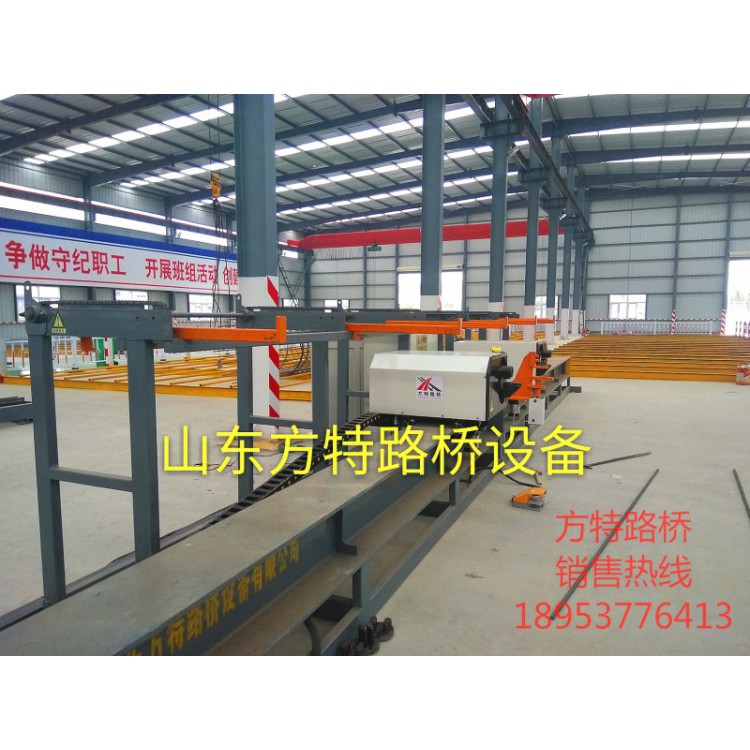
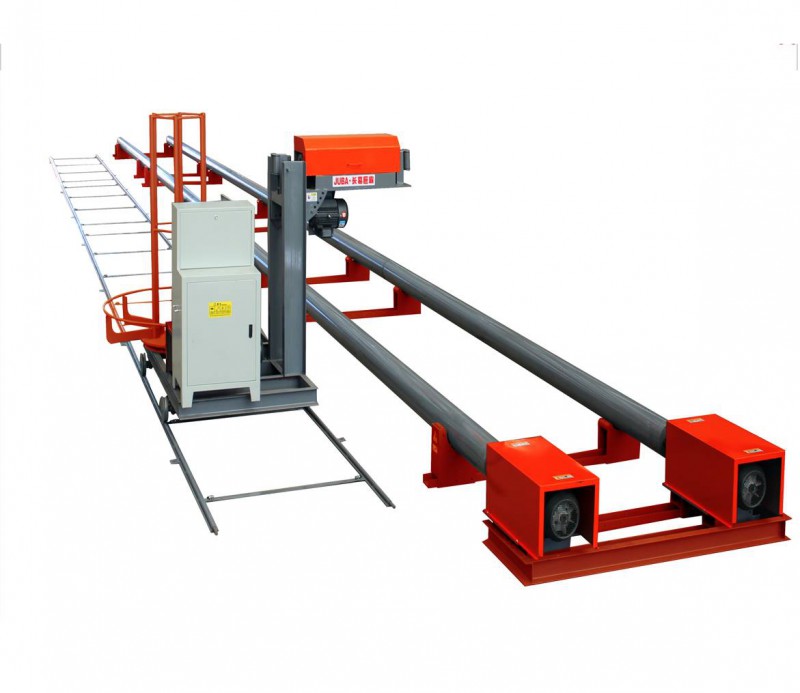
A数控钢筋笼缠绕机主机是采用摩擦传动原理即钢筋笼平置于2组橡胶动力托辊之间转动,小车载着线
材平行于主机匀速进行,产地螺旋状绕筋,过程中施焊(亦可快速缠绕后施焊或绑扎)直至完成生产全过程
⊙产品特点
1.速度快:待工状态2个可全程生产,正常工况3-6人一天可生产30-40多节钢筋笼。
2.质量稳定:机械化作业不受人为因素影响,长时间工作可稳定质量不变。
3.适合各种主筋箍筋数量、形式、型号大小、长度的设计要求,不会因为设备功能而影响钢筋笼设
计或不能上机生产。
4.转运便捷:组合式设计使拌匀,安装,生产等过程不依赖起重设备,适应工厂化大批量固定生产和
施工现场分散的动机作业。
5.功率低:总功率不到15KW,同步工作不到5KW,节能而且不影响总电容的配比。
6.流水线形式:独立施工不受各工序影响,不间断完成主筋箍筋焊接成型,绕筋过程施焊等全部过程
7.采用螺纹连接技术可精准定位,帮助提高筋笼分解,安装速度。









 冀公网安备13010402002588
冀公网安备13010402002588