









采用碳化钨及低氢钠型药皮为主要原料,配合日本神户技术工艺研制而成,可交直两用,焊层具有硬度高、韧性好、耐高温和耐磨损等特点,使用于碳素钢、合金钢、铸铁、铸钢等表面的堆焊。
堆焊金属:高锰钢焊芯、含钨量57%、合金粉末15%、墨钴铬等多种元素。
化学成分(%):W--57 Mo--17 C--0.05 Cr--9.8 B--4.2
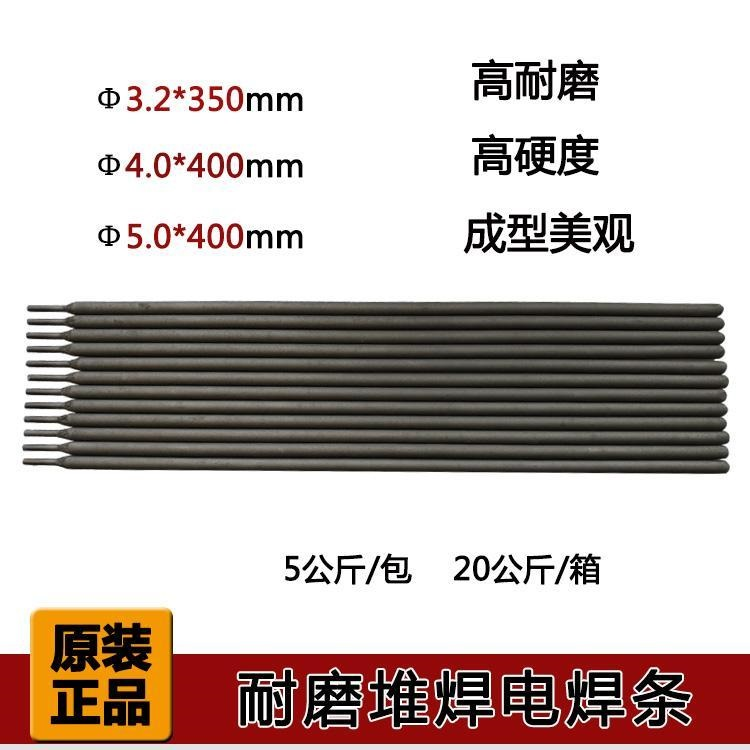
参考电流: Φ3.2 Φ4.0 Φ5.0
90-120A 160-190A 190-220A
堆焊层硬度:(焊后空冷)HRC≥75
注意事项: 1、焊前须将母材表面的杂物清理干净。
2、应采用较小电流,可防止弧抗裂纹。
3、如较厚的焊层可以反复堆焊。








 冀公网安备13010402002588
冀公网安备13010402002588