







焊后硬度:
HRC 55-58°
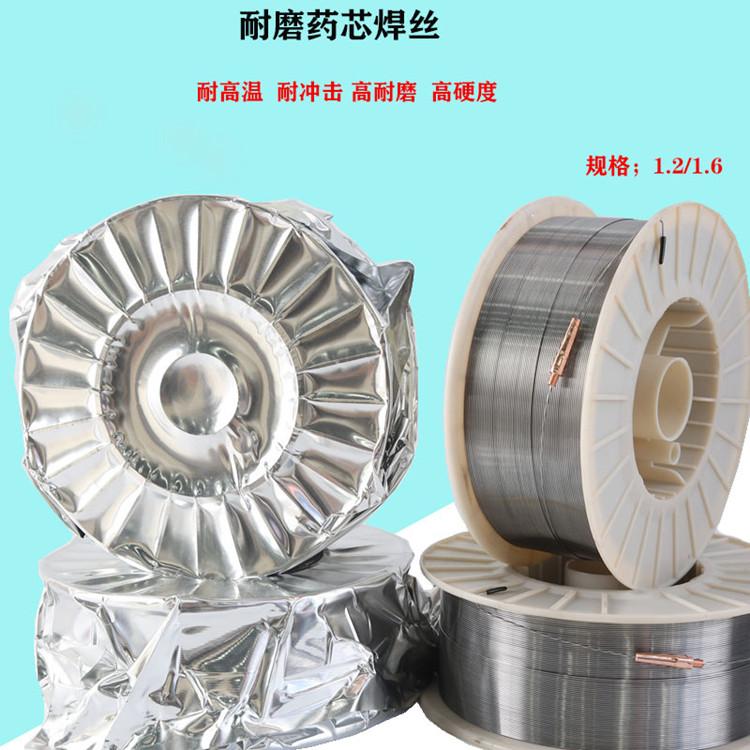
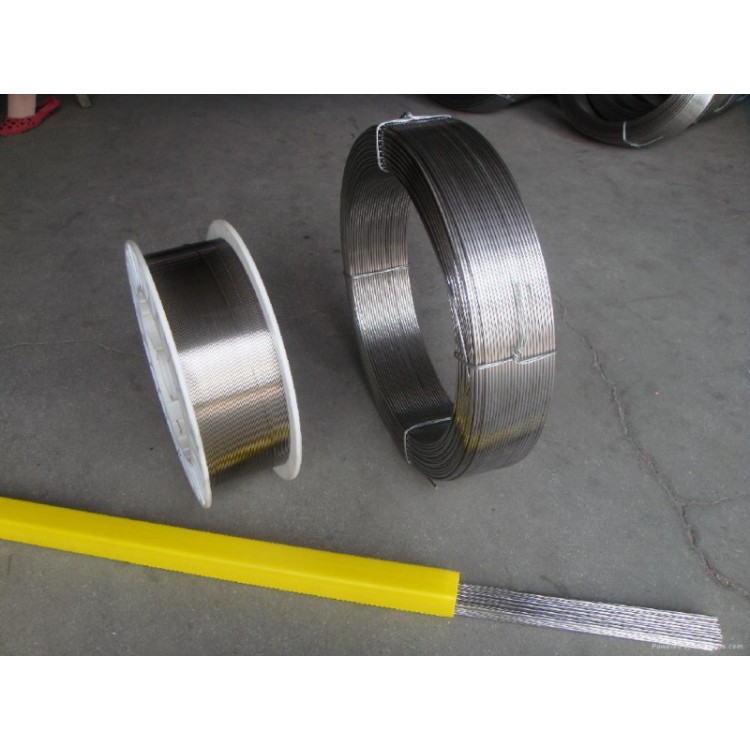
规格包装:
1.2mm 1.6mm 15kg/箱
适用范围:
高铬堆焊药芯焊丝,焊后表面光滑美观。焊接效率是手工焊条的3倍以上。熔敷金属为高铬合金,具有优良的耐磨料磨损性能,适用于堆焊在轻微冲击下经受强烈磨料磨损的工件,堆焊修复破碎辊、螺旋绞刀、搅拌机叶片、风机叶轮等。
注意事项:
1.采用直流反接;
2.焊接时,CO2气体流量宜为20~25L/min;
3.焊丝的干伸长度应控制在15~25mm范围内;
4.道间温度推荐保持在300℃左右;
5.焊前必须对焊件清除铁锈、油污、水分等杂质。








 冀公网安备13010402002588
冀公网安备13010402002588