




联系姓名:孙泽民
联系电话:0578-8686908
所在地区:浙江/丽水市
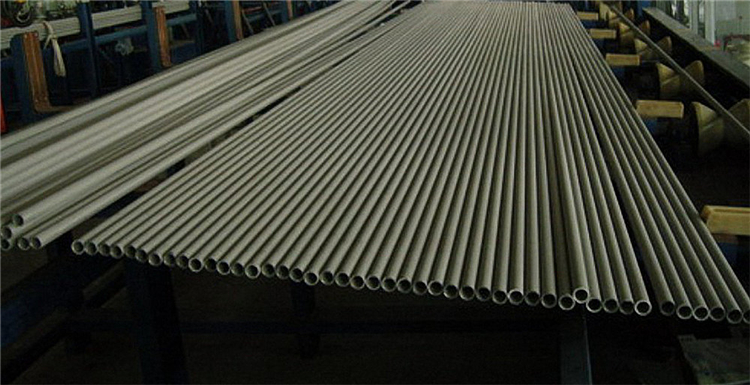
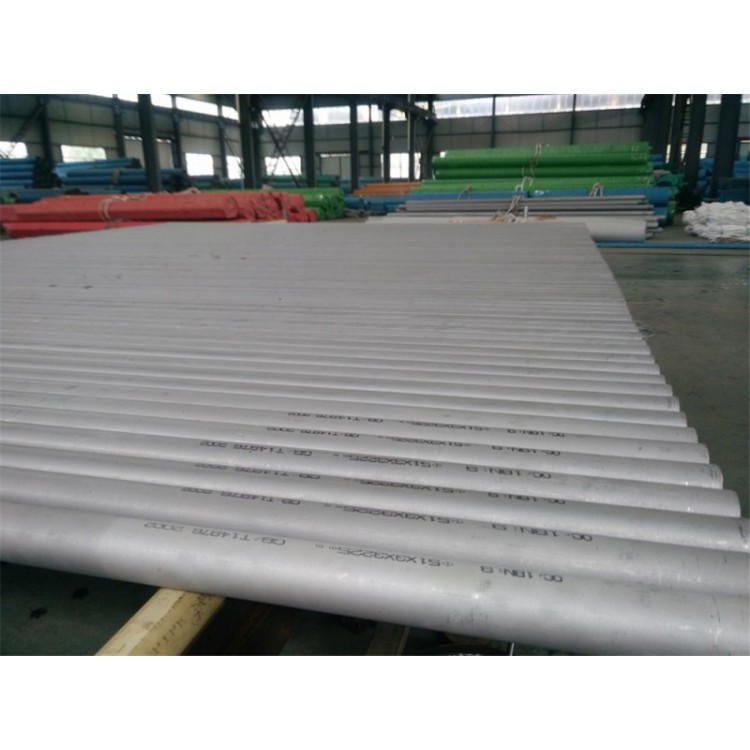
主营产品:无缝不锈钢管 304不锈钢无缝管
提交后,商家将派专人为您服务
310S不锈钢焊管价格


不锈钢管焊接方法之激光焊接
近几年,由于人们对环境问题越来越关注,在提高燃料效率方面,汽车制造商受到的压力日益增长。更加严格、约束性更强的法规给工业生产和材料加工带来了技术上的挑战。在这些趋势中包括了降低废气的排放,车身更轻,以及延长零件的使用寿命。
材料加工方面的进步为不锈钢管生产领域带来了独特的机遇。具体来说,人们要求生产商生产这样的零件,它们必须有更轻的重量,但是仍必须有防腐蚀特点,并且满足强度要求。此外,车身的空间局限性更强调了可成形性的重要性。典型的应用包括了排气管、燃料管、喷油嘴和其他组件。
不锈钢管时,先成形扁平的钢带,随后使得其外形成为圆管状。一旦成形后,不锈钢管的接缝必须被焊接到一起。这个焊缝很大程度上影响了零件的可成形性。因此,若要得到能够满足制造业内严格的测试要求的焊接外形,选择合适的焊接技术就极为重要。无庸置疑,钨极气体保护电弧焊(GTAW)、高频(HF)焊,以及激光焊接已经在不锈钢管的制造中各自得到了应用。
激光焊接
在所有的不锈钢管焊接应用中,钢带的边缘被熔化,当使用夹紧支架把不锈钢焊管边缘挤压到一起时,边缘发生凝固。然而,对激光焊接来说,特有的性质是它具有高能量的光束密度。激光光束不仅熔化了材料的表层,还产生了一个匙孔,以至焊缝外形很窄。
功率密度低于1 MW/cm2的话,如GTAW技术,就产生不了足够的能量密度以产生匙孔。这样,无匙孔的工艺得到的焊接外形宽且浅。激光焊接的高精度带来了更高效率的穿透,这又减少了晶粒生长,带来更好的金相质量;另一方面,GTAW更高的热能输入与较慢的冷却过程导致了粗糙的焊接结构。
通常来说,人们认为激光焊接过程比GTAW快,它们有同样的废品率,而前者带来更好的金相特性,这就带来了更高的爆破强度和更高的可成形性。当与高频焊接相比时,激光加工材料过程不发生氧化,这就使得废品率更低,可成形性更高。
光斑尺寸的影响
在不锈钢管厂的焊接中,焊接深度是由不锈钢管的厚度决定的。这样,生产目标就是通过减小焊接宽度来提高可成形性,同时实现更高的速度。在选择合适的激光时,人们不能只考虑光束质量,还必须考虑轧管机的准确性。此外,轧管机在尺寸上的误差起作用以前还必须先考虑减小光斑时受到的限制。
在不锈钢管焊接中特有的尺寸上的问题很多,然而,影响焊接的主要因素是,在焊接盒(更具体的说,是焊接卷)上的接缝。一旦钢带经过成形加工准备进行焊接时,焊缝的特徵包括了:钢带间隙、严重/轻微的焊接错位、焊缝中线的变化。间隙决定了要用多少材料来形成焊池。压力太大将导致不锈钢管顶部或者内径材料过剩。另一方面,严重或者轻微的焊接错位会导致焊接外形不佳。
此外,经过焊接盒之后,不锈钢管将被进一步修整。这包括了尺寸调整和形状(外形)上的调整。另一方面,额外的工作能够去除一些严重/轻微的焊接缺陷,但是可能无法全部清除。当然,我们希望实现零缺陷。一般来说,经验法则是焊接缺陷不要超过材料厚度的百分之五。超过这个数值,将影响焊接产品的强度。
后,焊接中线的存在对于高质量不锈钢管的生产来说是很重要的。随着汽车巿场对可成形性的日益重视,与之直接相关的就是需要更小的热影响区(HAZ),并且减小焊接外形。反过来,这就促进激光技术的发展,即提高光束质量以减小光斑尺寸。随着光斑尺寸不断变小,我们需要更多的关注于扫描接缝中线时的准确度。一般来说,不锈钢管制造商会尽可能的减小这个偏差,但是实际上,要达到0.2mm(0.008英寸)的偏差是很困难的。
这带来了使用焊缝跟踪系统的需要。普遍的两种跟踪技术是机械扫描和激光扫描。一方面,机械系统使用了探针来接触焊接池的接缝上游,它们会沾灰,磨损和振动。这些系统的准确度是0.25mm(0.01英寸),这对于高光束质量的激光焊接来说是不够准确的。
另一方面,激光焊缝跟踪可以实现所需要的准确度。一般来讲,激光光线或者激光光点被投射在焊缝表面,得到的图像被反馈到CMOS摄像机,该摄像机通过算法来确定焊缝、错误接合和间隙的位置。
虽然成像速度是很重要的,但是在提供必要的闭环控制以直接在接缝上移动激光聚焦头时,激光焊缝跟踪器必须有足够快的控制器来准确编译焊缝的位置。因此,焊缝跟踪的准确性很重要,而响应时间也同样重要。
总的来说,焊缝跟踪技术已经得到充分发展,也能够允许不锈钢管制造厂利用更高质量的激光束,来生产可成形性更好的不锈钢管。
因此,激光焊接找到了用武之地,它被用于降低焊接的多孔性,减小焊接外形,同时保持或者提高焊接速度。激光系统,如扩散冷却板条激光器,已经提高了光束质量,通过降低焊接宽度进一步提高可成形性。这项发展导致了不锈钢管厂中更严格的尺寸控制和激光焊缝跟踪的必要性。
高频感应焊
在高频接触焊和高频感应焊中,提供电流的设备和提供挤压力的设备是相互独立的。此外,两种方法都能使用磁棒,它是软磁性元件,被置于管体内部,它有助于在钢带边缘汇聚焊接流。
在这两种情况下,钢带被切割并清理后,被卷起,然后送到焊接点。另外,对在加热过程中使用的感应线圈进行冷却使用了冷却剂。后,一些冷却剂将被用于挤压过程。这里,在挤压滑轮上作用了很大的力,以避免在焊接区域产生多孔性;然而,使用了更大的挤压力将导致毛刺(或者焊珠)增多。因此,特殊设计的刀具被用来清除不锈钢管内部和外部的毛刺。
高频焊接过程的主要优势之一是,它能够对不锈钢管进行高速加工。然而,在大部分固相锻接中存在的典型情况是,高频焊接的接点若使用传统非破坏性技术(NDT)不容易进行可靠的测试。焊接裂缝可能在低强度连接处的平薄区域出现,这种裂缝使用传统方法无法检测出来,因而在一些高要求的汽车应用中可能缺乏可靠性。
钨极气体保护电弧焊(GTAW)
传统上来看,不锈钢管生产厂选择将钨极气体保护电弧焊(GTAW)完成焊接过程。GTAW在两个非消耗性的钨电极之间产生了一个电焊弧。同时,从喷枪中导入惰性保护气体,以屏蔽电极、产生电离化的等离子体流,以及保护熔化的焊池。这是一个已经确立了的,并已被人们理解了的过程,它将可重复完成高质量的焊接过程。
这一工艺的优势在于可重复性,焊接过程无溅出物,并且消除了多孔性。GTAW被认为是一个电传导的过程,所以,相对来说,过程比较缓慢。
高频电弧脉冲
近年来,GTAW焊接电源,又称为高速开关,使得电弧脉冲超过10,000Hz。不锈钢管加工厂的客户先受益于这一新技术,高频电弧脉冲导致了电弧向下的压力与传统GTAW相比大了五倍。所带来的具有代表性的改进特性还包括:爆破强度被提高,焊接线速度更快,废品减少。
不锈钢管生产厂的客户很快发现,此焊接工艺得到的焊接外形需要减小。此外,焊接速度还是相对较慢。
这样,不锈钢管厂焊接过程的成功有赖于所有个别技术的整合,所以必须把它当成一个完整系统来对待。

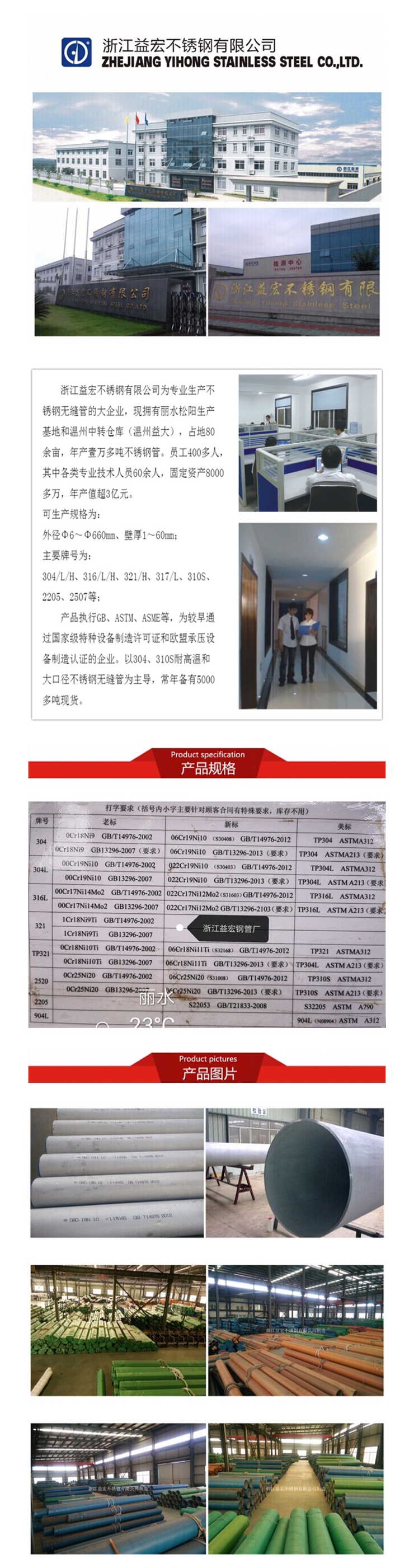
浙江德邦钢业有限公司坐落于山清水秀的浙江省松阳县工业园区,地理位置优越,交通便利。注册资金1000万元。我司成立八年来取得了迅猛发展。目前公司松阳不锈钢管工厂占地60余亩,年产不锈钢管万吨以上,产值突破1亿元;温州分公司为销售检验仓储物流为一体的综合性公司,已壮大成为一家集不锈钢加工、销售及技术开发于一体的大型不锈钢专业制造商。
我公司可生产牌号有:304、304L、321、316、316L、310S、2205、2507、317L、347H等材质。执行GB/T14976-2012,GB/T14976-2002,GB13296-2013,GB13296-2007,GB/T12771-2008,ASTM A312,ASTM A213等国内外标准。

目前通过全面质量管理体系ISO9001认证、环境管理体系ISO14000认证、职业安全健康管理体系OHSA18000认证、ISO10012:2003测量管理体系认证;取得特种设备制造许可证【压力管道元件:A2(1)、B(2)级】、德国TUV的AD2000-W0承压设备材料认证、PED 97/23/EC欧盟承压设备材料等多项质量认证,全面对我们的产品做出质量的保证。

创立时间
公司类型
注册资本
经营模式
主营:经营范围 生产:聚氨酯防水涂料、中空注浆锚杆、PVC管件、金属预埋件、高分子防水材料、高分子防水卷材、密封油脂、泡沫润滑剂、弹性体伸缩缝、润滑脂、电缆槽道、聚氨酯嵌缝胶、预应力混凝土用钢材、盾构刀具、盾构机配件、五金工具、五金配件;销售:建筑材料:加工销售:钢材、金属制品:建筑防水工程施工:建筑保温工程施工:建筑防腐工程施工:自有房屋租赁。(依法须经批准的项目,经相关部门批准后方可开展经营活动)***









免责申明:本网页所展示的有关【310S不锈钢焊管价格_不锈钢无缝管】的信息/图片/参数等由中商114的会员提供,由中商114会员自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,请谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。
友情提醒:建议您通过拨打厂家联系方式确认最终价格,并索要310S不锈钢焊管价格_不锈钢无缝管样品确认产品质量。如310S不锈钢焊管价格_不锈钢无缝管报价过低,可能为虚假信息,请确认310S不锈钢焊管价格_不锈钢无缝管报价真实性,谨防上当受骗。

扫描手机看商机
CopyRight 2016-2024 www.zhongshang114.com
河北搜企电子商务股份有限公司版权所有
联系地址:河北省石家庄市中山东路118号东方新世界中心6层
创业有风险,投资需谨慎








 冀公网安备13010402002588
冀公网安备13010402002588