

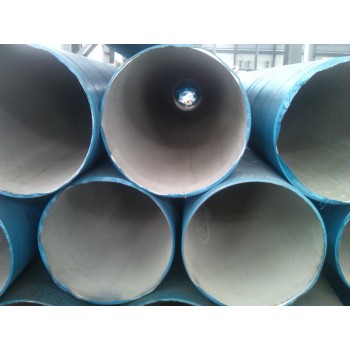
不锈钢焊管的焊接间隙解决方法
不锈钢焊管焊接有时候会出现焊接间隙,如何解决不锈钢焊管焊接间隙问题呢?我们来了解下。
1、不锈钢焊管焊接温度控制。焊接温度主要受高频涡流热功率的影响,根据相关公式可知,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。激励频率公式为:f=1/[2π(CL)1/2]
式中:f-激励频率(Hz);C-激励回路中的电容(F),电容=电量/电压;L-激励回路中的电感,电感=磁通量/电流
上式可知,激励频率与激励回路中的电容、电感平方根成反比、或者与电压、电流的平方根成正比,只要改变回路中的电容、电感或电压、电流即可改变激励频率的大小,从而达到控制焊接温度的目的。对于低碳钢,焊接温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。另外,焊接温度亦可通过调节焊接速度来实现。
输入热量不足时,被加热的焊缝边缘达不到焊接温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热时不足时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。
2、挤压力的控制。管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。高频感应圈位置的调控。高频感应圈应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,焊缝强度下降;反之,焊缝边缘加热不足,挤压后成型不良。

浙江德邦钢业有限公司坐落于山清水秀的浙江省松阳县工业园区,地理位置优越,交通便利。注册资金1000万元。我司成立八年来取得了迅猛发展。目前公司松阳不锈钢管工厂占地60余亩,年产不锈钢管万吨以上,产值突破1亿元;温州分公司为销售检验仓储物流为一体的综合性公司,已壮大成为一家集不锈钢加工、销售及技术开发于一体的大型不锈钢专业制造商。
浙江德邦钢业有限公司专业生产:奥氏体、双相钢、超级不锈钢等系列不锈钢管和管件。各类冷拔机共计18台,有双线长行程冷轧管机6台;斜底式加热炉2台,同时拥有一条行业zui大口径不锈钢管拉管生产线;公司年产1万吨不锈钢管,可生产zui小6*1到630*25口径的不锈钢无缝管和zui大2米口径的不锈钢焊管。
我公司可生产牌号有:304、304L、321、316、316L、310S、2205、2507、317L、347H等材质。执行GB/T14976-2012,GB/T14976-2002,GB13296-2013,GB13296-2007,GB/T12771-2008,ASTM A312,ASTM A213等国内外标准。
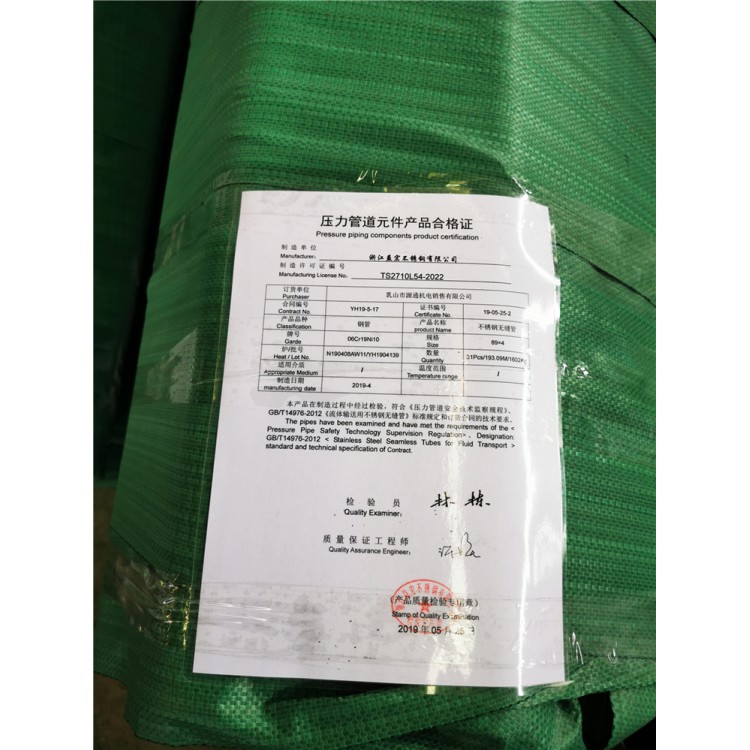
目前通过全面质量管理体系ISO9001认证、环境管理体系ISO14000认证、职业安全健康管理体系OHSA18000认证、ISO10012:2003测量管理体系认证;取得特种设备制造许可证【压力管道元件:A2(1)、B(2)级】、德国TUV的AD2000-W0承压设备材料认证、PED 97/23/EC欧盟承压设备材料等多项质量认证,全面对我们的产品做出质量的保证。
公司拥有德国进口直读光谱仪、超声波探伤仪、涡流探伤仪、水压试验机、氮氧分析仪、万能试验机、冲击试验机、自动碳硫分析仪、内窥镜等全套检验检测设备。先进的检验检测设备以及严格的科学化管理,确保每一批出厂产品能满足客户的需求。


























 冀公网安备13010402002588
冀公网安备13010402002588